超高压技术对果蔬汁微生物和品质影响的研究进展
2022-04-24 15:34高红芳谢兰心樊晓博
保鲜与加工 2022年4期
高红芳,谢兰心,樊晓博
(渭南职业技术学院,陕西 渭南 714000)
果蔬中富含人体不可缺少的营养成分和活性物质,对人体健康、增强体质、预防疾病均有重要作用。但是,果蔬容易腐败变质,具有很强的季节性,不易贮藏。果蔬汁饮料在口感和营养上与新鲜果蔬相近,深受消费者喜爱,具有很好的市场开发前景。因此,将果蔬加工成果蔬汁,不仅可以解决果蔬安全贮藏问题,而且可以保留果蔬中的营养成分。传统果蔬汁加工过程中主要采用高温杀菌技术,会导致果汁维生素与活性成分损失、芳香物质散逸、感官品质下降,难以满足消费者的需求。因此,非热加工技术在食品加工中越来越被重视。
超高压加工技术(Ultra-high pressure processing,HPP)作为一种新型非热杀菌技术,与传统热处理相比,不仅能保证食品微生物方面的安全,而且可以更好地保持食品原有的色、香、味及营养成分。早在2001年,超高压技术就被美国食品药品监督管理局(FDA)批准应用于果蔬汁加工,不仅可口可乐、星巴克、Tyson等多家大型跨国食品公司在使用超高压技术,而且越来越多的创新型食品公司也在开发并使用食品超高压处理技术生产果蔬汁。美国和日本是超高压果蔬汁的主销市场。我国超高压果蔬汁生产技术应用还处在起步阶段,中国农业大学食品科学与营养工程学院研发团队经过不断努力,已在超高压加工果蔬汁技术方面积累了良好基础。2018年,超高压食品低温处理研发及加工中心在上海成立,标志着我国超高压绿色健康食品加工行业进入了一个崭新的时代。
随着人们对天然、不含防腐剂与最少加工食品的日益青睐,超高压技术在食品加工中的应用研究越来越广泛。前人从超高压诱导食品微生物失活的工艺参数[1]、超高压食品加工设备现状及发展趋势[2]等方面进行了综述。在此基础上,本文归纳了超高压技术在果蔬汁加工中的最新研究进展,综述了超高压参数、微生物种类、食品基质等因素对果蔬汁微生物的杀菌效果以及超高压协同热处理、超声波、酶抑制剂等技术在果蔬汁灭酶方面的研究进展,评价了超高压技术对果蔬汁理化特性、色泽、香气成分、生物活性成分等的影响,指出了超高压在果蔬汁加工中有待解决的关键问题,并对其发展方向及趋势进行了展望。
1 超高压技术对果蔬汁中微生物的影响
在果蔬汁生产加工过程中,微生物的灭活对提高其安全性和延长货架期至关重要,表1列出了超高压处理对果蔬汁部分微生物的杀菌效果,通过选择合理的杀菌参数可以将果蔬汁中大部分微生物完全杀灭或降低至安全水平。超高压杀菌效果受到处理参数(压力、温度、保压时间)、微生物种类、食品基质等因素的影响。
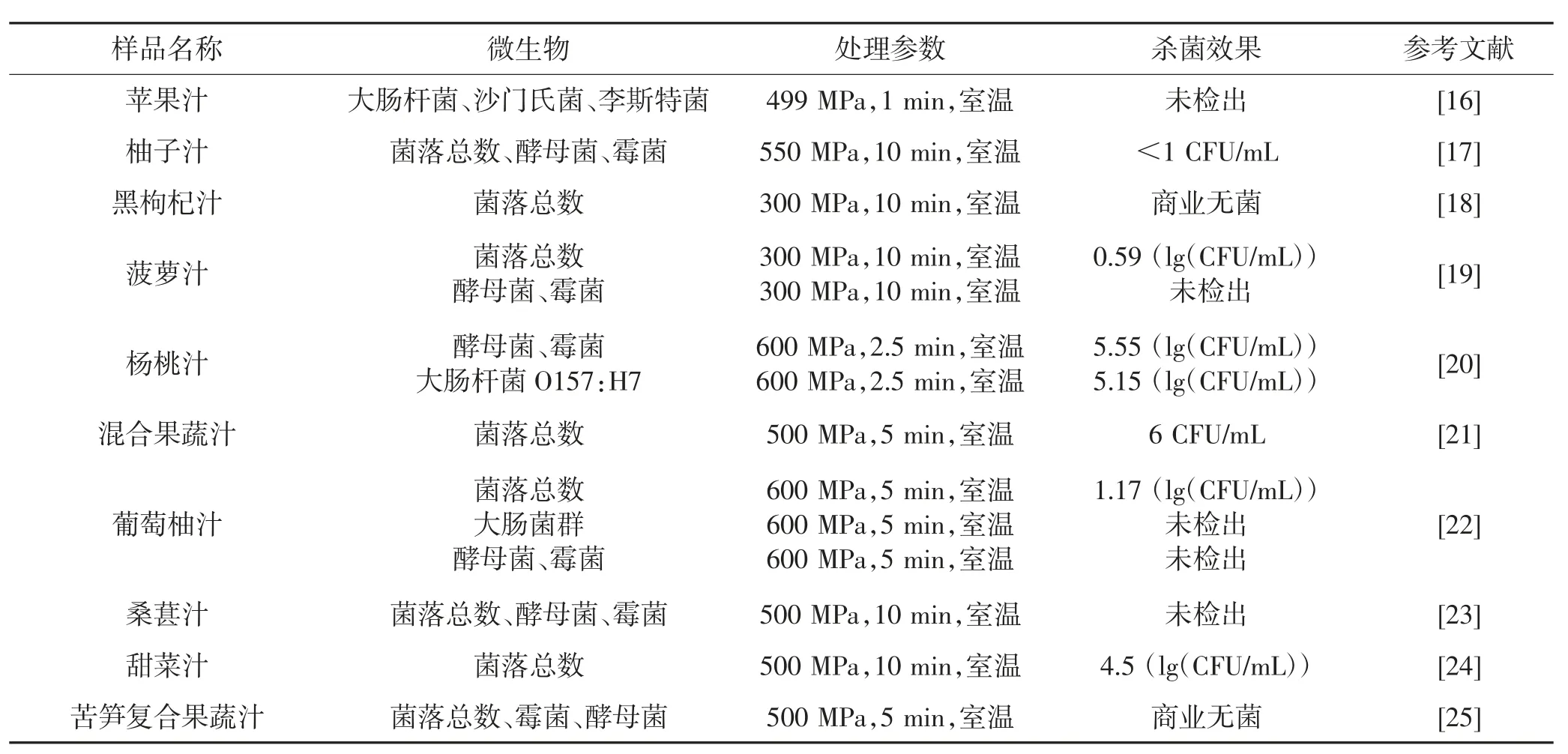
表1 超高压技术对果蔬汁中微生物的影响Table 1 Effectsof HPPon microorganisms in fruit and vegetable juice
在超高压处理参数中,压力是影响杀菌效果的主要因素,高压破坏微生物膜结构,使微生物细胞内蛋白质或酶发生不可逆变性,胞内物质泄漏,最终导致微生物失活。一般情况下,压力越大,杀菌效果越好。压力为200 MPa时,可将绿芦笋汁中菌落总数降低至200 CFU/mL,当压力升高至400 MPa时,可达到商业无菌[3]。延长处理时间,可以提高杀菌效果,但当压力不够时,即使延长处理时间也起不到杀菌作用。Varela-santos等[4]在350 MPa下对石榴汁处理30 s,霉菌和酵母菌的对数值下降了2.1,当处理时间延长至90 s时,霉菌和酵母菌数量并没有继续下降。此外,也有研究报道,升/卸压速率会影响果汁的杀菌效果。Syed等[5]发现,比起1.3 MPa/s慢速升压过程,11.4 MPa/s快速升压能更好地杀灭橘子汁中大肠杆菌。温度是影响超高压杀菌效果的另一重要因素,在常温以上范围内,超高压杀菌效果随温度的升高而加强,这是由于温度协同作用可增加蛋白质的变性,提高对微生物的致死率。但在0℃以下的低温条件下,杀菌效果比常温杀菌效果好。Zhu等[6]研究发现,超高压对冷冻状态下胡萝卜汁的杀菌效果好于对常温条件下胡萝卜汁的杀菌效果,这是由于压力使细胞因冰晶析出而破裂的程度加剧,在低温下蛋白质的敏感性提高,更易变性[7]。
不同微生物对压力的敏感度不同,一般耐压次序为芽孢>革兰氏阳性菌>革兰氏阴性菌。但由于不同果蔬汁成分不同,耐压性会发生改变。芽孢对高压是最具抗性的,一些芽孢甚至能在1 000 MPa的压力下存活,单独使用超高压技术很难杀灭果蔬汁中的芽孢。超高压协同热处理技术被认为是一种有效杀灭芽孢的方法。Evelyn等[8]发现,在38℃下用600 MPa压力处理苹果汁10 min,费希新萨托菌芽孢的对数值下降了1,当温度升高至75℃时,对数值下降了3.3。超高压协同超声辅热可以有效杀灭芽孢,Evelyn等[9]在研究橙汁中酸土环脂芽孢杆菌芽孢的灭菌动力学时发现,仅超声辅热处理,D78℃值为28 min,600 MPa下预处理15 min,D78℃值下降至14 min。有研究发现,超高压协同化学试剂也可以有效杀灭芽孢,添加500 IU/mL的乳酸链球菌肽(Nisin)经500 MPa处理后,细菌芽孢的对数值下降6[10]。
在复杂的食品基质中,其组成成分及其性质与超高压的杀菌效果密切相关,有些成分会对微生物起到一定的保护作用,进一步导致亚致死性受损细胞在贮藏期间恢复[11]。赵凤等[12]采用超高压技术处理枸杞汁,可使菌落总数降低至5CFU/mL,但随着储藏时间的延长,菌落总数增加,在第28天时已达到117 CFU/mL,而超高压处理的菠萝汁在储藏2个月后菌落总数仍然符合国家食品卫生标准[13]。超高压杀菌效果还与果汁的pH值有关,每种微生物都有适合其生长的pH值,当pH值发生变化时,微生物的生长会受到影响。一般来说,微生物在中性果蔬汁中最具耐压性,当酸碱度升高或降低时,微生物细胞的耐压性降低。姜斌等[14]研究发现,在400 MPa下处理苹果汁15 min,菌落总数降至20.08 CFU/mL,而胡萝卜汁中菌落总数为300 CFU/mL,表明超高压对pH值较低的鲜榨苹果汁的杀菌效果强于pH值为中性的鲜榨胡萝卜汁。此外,果蔬汁中水分活度会影响超高压杀菌效果,水分活度下降会引起细胞收缩、细胞膜增厚,从而减小细胞体积及细胞膜流动性和渗透性,杀菌效果随之减弱[15]。总之,超高压杀菌是一项非常复杂的工艺,因此在处理果蔬汁时应综合考虑微生物特性、果蔬汁特性和处理工艺参数之间的相互影响,优化出最佳组合处理参数,从而得到更好的杀菌效果。
2 超高压技术对果蔬汁酶活性的影响
酶是果蔬汁中存在的天然大分子物质,在加工过程中对果蔬汁色泽、组织状态及香气有较大的影响。果蔬汁中常见的酶有过氧化物酶(POD)、多酚氧化酶(PPO)、甲氧基果胶酶(PME)等。其中,POD、PPO主要影响果汁的色泽,PME主要改变果蔬汁的组织状态。经超高压处理后,这些酶可能被激活或部分活性受到抑制(见表2)。一般而言,低压条件下酶被激活,可能是由于超高压引起食品体积缩小,提高了酶的相对浓度,酶活性增强。高压条件下部分酶活性受到抑制,是由于超高压处理破坏了维持蛋白质三级结构的氢键、离子键、疏水键等非共价键,而蛋白质的三级结构是形成酶活性中心的基础,从而使酶丧失活性。Yi等[26]研究了超高压对不同品种苹果浊汁中酶的钝化效果,研究发现600 MPa下对粉红女郎、澳洲青苹、乔纳金3个不同品种苹果浊汁处理3 min,PPO残余酶活性分别为93%、55%、75%,POD残余酶活性分别为107%、66%、59%。可见,虽然超高压处理条件一致,但酶钝化效果存在很大差异,这可能是由于不同品种苹果汁的pH值、化学成分存在差异,导致同种酶在不同果蔬汁中所表现的耐压特性也不同。

表2 超高压技术对果蔬汁中酶活性的影响Table 2 Effects of HPPon enzymesactivitiesin fruit and vegetable juice
单一使用超高压技术不能完全钝化酶,容易使果蔬汁在贮藏过程中发生酶促反应,引起果蔬汁的褐变,超高压协同其他技术可以提高酶的钝化效果。Abid等[27]在450 MPa条件下处理苹果汁10 min,PPO、POD、PME残余酶活性分别为51.22%、46.13%、48.93%,协同超声(25 kHz,70%振幅,60 min)处理后,几种酶的残余酶活性分别降至32.67%、21.13%、23.93%。超高压协同CO2可提高果蔬汁中酶的钝化效果。Zhao等[11]研究发现,在600 MPa下处理苹果汁10 min,PPO残余酶活性为87.0%,协同CO2处理后PPO残余酶活性降至0.5%,这可能是由于超高压处理过程中溶解的CO2会改变离子平衡并影响酶的活性;此外,溶解的CO2在快速减压过程中产生气泡,使酶构象变化,从而导致酶失活。循环加压可以提高酶的钝化效果,即经过多次超高压处理比相同时间长的一次性超高压处理的钝酶效果好。Stinco等[28]研究发现,在600 MPa下处理胡萝卜汁,PPO的残余酶活性大于60%,而在300MPa下循环加压3次,胡萝卜汁中PPO活性降至43%。还有研究报道,超高压与重组果胶甲酯酶抑制剂联合处理鲜榨橙汁,可以完全钝化橙汁的PME,改善橙汁品质,解决了单独超高压处理在钝酶方面存在的不足[29]。
3 超高压技术对果蔬汁品质的影响
果蔬汁为热敏性产品,采用传统的热杀菌技术会对其色泽、活性成分、香气等品质产生影响,也会对果蔬汁理化指标、悬浮稳定性及黏度等性质产生影响,为了最大限度地降低果蔬汁加工过程中品质的变化,国内外学者采用超高压技术进行了诸多研究。
3.1 超高压处理对果蔬汁理化特性的影响
理化指标是果蔬汁产品的基础指标,主要有pH值、可滴定酸、可溶性固形物含量等[38],可直接影响果蔬汁的口感。与未处理的果蔬汁相比,超高压处理对草莓汁[39]、杨桃汁[20]、杨梅复合果汁[40]、水蜜桃汁[41]等的pH值、可滴定酸、可溶性固形物含量均无显著影响,表明超高压处理不会影响果蔬汁的基本理化性质。
3.2 超高压处理对果蔬汁色泽的影响
色泽是判断果蔬汁品质优劣的重要因素之一,直接影响产品的市场价值和消费者的购买欲望。超高压处理会对果蔬汁的色素有一定的影响,这是由于酶和微生物的不完全失活,超高压处理后果蔬汁的颜色化合物可能会发生变化,这可能会导致食品基质中发生化学反应(酶和非酶反应)[42]。在研究果蔬汁色泽变化时,通常用△E值表示色泽总体变化程度,当△E<3时,人肉眼很难识别。从表3可以看出,当温度低于35℃时,超高压处理的果蔬汁△E<3,而当超高压处理温度为60℃时,△E值均大于3,说明超高压对果蔬汁色泽的影响主要取决于处理温度,温度较高时会引起果蔬汁色泽的变化。超高压处理的果蔬汁在贮藏过程中色泽会改变,Jez˙等[43]研究发现,经超高压处理(600 MPa,15 min)的番茄汁初始ΔE值为2.54,在6℃下储藏至第7天,其ΔE值为5.88,储藏至第14天时的ΔE值为6.83,这是由于果蔬汁中残余酶活引起的果蔬汁褐变,与超高压在灭活酶方面不足有关。

表3 超高压技术对果蔬汁色泽的影响Table 3 Effectsof HPPon color of fruit and vegetable juice
3.3 超高压处理对果蔬汁香气成分的影响
香气成分是评价果汁品质的重要指标,香气浓郁的果汁更受消费者喜爱,减少香气成分在杀菌过程中的损失是研制高品质果汁的关键。Wang等[23]研究发现,超高压处理(500 MPa,10 min)增加了桑葚汁中的醛、酮和醇挥发性物质的含量,提升了果汁的香味。Zhang等[51]研究结果表明,超高压处理(400 MPa,15 min)的芒果汁中3-蒈烯、β-月桂烯和异松油烯等芳香物质浓度提高,果汁的松香味更浓郁。张峻松等[52]研究发现,500 MPa下对芒果汁处理20 min,芳樟醇、糠醛、顺式-3-己烯醇和己醇等物质的质量分数分别增长了23.4%、79.1%、93.8%、128.6%,并且增加了2-已烯醛和十八醛等香气成分。陈旋等[53]研究结果表明,超高压处理后使胡柚百香果果汁中酯类挥发性物质含量略微增加,可能是由于超高压处理激活了酯酶。综上所述,超高压可以改善果蔬汁的风味,其原因在于超高压可使酶被激活或者钝化,从而影响酶在香气物质合成途径中的作用,进而影响香气前体物质的转化,最终使果蔬汁整体香气物质含量和种类发生变化,风味改善[54]。
3.4 超高压处理对果蔬汁活性成分的影响
果蔬汁中含有丰富的抗坏血酸,属热敏性物质,性质不稳定,光照和氧气容易使其分解。经超高压处理后荔枝基饮料[43]、柑橘汁[55]中的抗坏血酸保留率均可达到80%以上,与未处理果蔬汁相比,抗坏血酸含量略有降低,可能是由于超高压处理过程中促进了封袋时袋中少量残留的氧气与抗坏血酸接触,发生氧化反应。然而,有研究发现,超高压处理可以提高果蔬汁中抗坏血酸含量[20],可能是由于经过超高压处理后,抗坏血酸提取得更加充分。总体而言,相对于热处理,超高压处理可以最大限度地保留果蔬汁中抗坏血酸含量。
酚类化合物是一类天然抗氧化剂,广泛分布于植物界,是果蔬产品品质的重要指标,具有预防癌症、心血管等疾病的功能。Deng等[56]研究发现,经超高压处理后的苹果浊汁中总酚浓度略有减少,可能是由于酚类物质的氧化降解。但在Raj等[44]的研究中发现,经超高压处理后,印度醋栗汁中总酚含量增加了20%,可能是由于超高压处理导致植物细胞破裂,提高了酚类化合物的可萃取性。Hou等[57]研究结果表明,超高压处理后的刺梨汁中总酚含量没有显著变化。综上所述,超高压处理对果蔬汁总酚含量的影响并没有一定的规律性,而这些结果的差异性归因于植物细胞破裂后的可萃取性与活性物质降解之间的平衡。同时,超高压处理不破坏共价键,能最大限度地保留果蔬汁中的营养成分,对果蔬汁中的胡萝卜素、花色苷、黄酮类等其他活性物质也没有破坏作用[58]。
3.5 超高压处理对果蔬汁稳定性和黏度的影响
果蔬汁中存在一些细小的果肉粒子、胶态或分子状态及离子状态的溶解物质,这些粒子并不稳定,是果蔬汁产生沉淀的原因。尹琳琳等[59]研究表明,超高压处理可以提高草莓汁的悬浮稳定性,而超高压协同中温处理后使草莓汁的悬浮稳定性更高,这可能是由于超高压对悬浮组织成分有一定的破坏作用,提高了其悬浮稳定性,而中温处理强化了这种粉碎作用,使草莓汁中较大的组织更加细化,在离心过程中稳定地悬浮于果汁中而不被离心出来。但黄晓玲等[60]的研究中发现,与热处理相比,超高压处理橙汁的悬浮稳定性降低,在贮藏第25天时,出现大量絮凝沉淀,分层严重。超高压导致果蔬汁悬浮稳定性下降可归因于:一方面,高压作用加强了样品中大分子物质如蛋白质、多酚、多糖等的聚集而更容易产生絮凝;另一方面,超高压处理不能完全钝化果蔬汁中的酶,使PME残余活性较高,而PME能够水解高甲氧基果胶生成低酯化度甲氧基果胶,易与Ca2+形成络合物,导致果汁出现絮状沉淀。
黏度是果蔬汁流变学的一个重要参数,主要影响果汁的口感。尹琳琳等[59]研究发现,超高压处理后的草莓汁黏度升高,可能是高压增加了果汁组织内容物溶出。而高婧昕等[37]研究发现,超高压处理后果蔬汁黏度降低,可能是由于超高压处理后果蔬汁中存在果胶酶而将果胶类大分子物质在贮藏过程中分解。该观点在Zhang等[61]的研究中得到了证实,将胡萝卜汁在超高压处理之前进行烫漂预处理(90℃,2 min),灭活了果汁中的果胶酯酶(PE)和果胶甲酯酶(PME),但果胶类大分子物质不会被降解,黏度反而升高。
4 超高压加工设备现状及未来发展趋势
由于超高压设备价格昂贵,一直是超高压技术发展的瓶颈。日本、美国等一些发达国家在超高压加工装置的定型化、标准化、批量生产等方面取得了一定的成就,目前国际上供应商业化超高压设备的公司主要有美国AvureTechnologies公司和ElmhurtsResearch公司、日本Kobelco公司、荷兰Stork Food&Dairy Systems B.V.公司、瑞典ABB公司和德国Uhde公司等。
我国在超高压设备上仍然落后于国外技术,大部分超高压设备需要进口。但是引进装备的主要问题在于:一是装备购置成本以及维修和维护成本均十分高昂;二是缺乏大容积、大产能装备。这些原因限制了超高压食品的规模化发展。为此,相关企业或单位积极开展了超高压技术市场化应用的研究,推进了相关技术和设备的产业化发展。国内主要的超高压技术及设备研发单位主要有包头科发高压科技有限责任公司、山西三水河科技股份有限公司、中国兵器工业第52研究所、上海大隆超高压设备厂有限公司、天津华泰森淼生物技术工程公司、内蒙古雄远科技有限公司等,这些单位自主研发了一系列实验加工设备,为超高压设备及相关技术的产业化发展积累了经验,在食品行业创新改进、超高压设备成本降低等方面发挥出重要作用。但是由于关键原材料、关键元器件研发不足、需依赖进口等诸多原因,尚未形成较为成熟和完备的超高压装备体系。
5 结语
超高压作为一项非热杀菌技术,能有效灭活果蔬汁中的有害微生物,延长果蔬汁的货架期,最大限度地保留果蔬汁的色泽与风味、减少果蔬汁加工过程中活性物质的损失,有广阔的应用前景。但仍然存在一定的局限:首先,钝酶方面没有热处理效果好,果蔬汁中的多酚氧化酶以及过氧化物酶的残余酶活性较高,从而造成果蔬汁贮藏期间品质的劣变。其次,超高压杀菌技术通常情况下无法比较不同处理条件及环境下的杀菌效果,因此,需要建立动力学模型来评价不同加工参数的杀菌效果,有助于食品技术人员在现实应用中调查最小致死剂量、优化灭菌方法,减少试验次数。再次,超高压处理会导致一些亚致死微生物,这些微生物在贮藏期间会重新繁殖生长,应进一步研究其特定因素,如优化超高压工艺参数,了解亚致死微生物的保护机制和恢复条件,以确保其充分灭活。最后,超高压贮藏运输过程中所要求的的低温环境,使其在果蔬汁产品加工的工业化应用中还存在种种局限,未来需要重点解决这些局限性问题。
猜你喜欢
农家致富顾问·上半月(2021年6期)2021-12-26
食品界(2021年12期)2021-12-20
食品安全导刊·中旬刊(2020年6期)2020-07-28
发明与创新·小学生(2019年10期)2019-11-17
祝您健康(2019年4期)2019-04-18
食品界(2019年2期)2019-03-10
家庭医学·下半月(2017年10期)2017-11-14
幼儿教育·父母孩子版(2017年8期)2017-10-12
小天使·二年级语数英综合(2017年6期)2017-06-06
大科技·百科新说(2016年5期)2016-05-24