
钢丝帘布四辊压延生产线智能控制的研究
2022-07-21 01:16吴会忠
轮胎工业 2022年6期
吴会忠,张 彬,庄 剑,施 晶
(中策橡胶集团股份有限公司,浙江 杭州 310018)
四辊压延是轮胎生产制造过程中的一个关键工序,其生产的钢丝帘布是保障轮胎质量稳定性最关键的半成品之一,因此提升压延帘布的质量稳定性对保证全钢子午线轮胎性能稳定和降低企业原材料成本有着重要的意义[1-5]。在过程控制中压延帘布的质量很大程度上取决于上下胶片厚度的稳定控制,而目前国内很多轮胎生产厂家都做不到生胶源稳定,因此每批次之间或同一批次胶料的门尼粘度的波动性很大,造成压延过程中采用相对固定的辊距难以压出相同品质的帘布。
为了稳定控制帘布质量,我公司提出通过智能化来实现生产过程的实时调整控制。我公司与设备厂家合作,在四辊压延生产线上引入上下胶片和帘布的厚度检测装置,并开发相应的控制软件程序,通过检测数据的反馈,对压延主机的辊距进行实时调整,最终实现对四辊压延生产过程的智能化控制[6-8]。本工作对我公司四辊压延智能控制装置的应用情况进行研究,以期为改善压延工艺控制提供参考。
1 四辊压延生产线智能控制原理简介
四辊压延生产线智能控制的基础是对帘布进行检测、反馈及控制,为实现这个功能,需预先进行相关检测设备的安装。
1.1 设备的组成与功能
四辊压延生产线智能控制系统主要由胶片厚度检测装置、帘布厚度检测装置、厚度反馈分析系统及控制系统组成。检测设备的安装如图1所示。
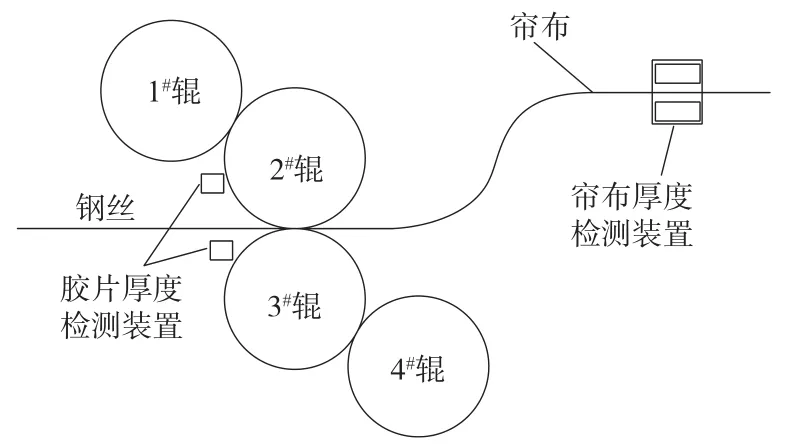
图1 检测设备安装示意
(1)胶片厚度检测装置。在压延主机2#辊和3#辊上安装电涡流传感器和激光传感器,通过测量胶片与辊筒的距离,分别检测帘布覆胶前上胶片和下胶片的厚度,并将检测数据实时反馈给控制系统。
(2)帘布厚度检测装置。在生产线合适位置安装对射激光传感器,通过获取激光的返回强度计算出物体的直线位移,检测出帘布的厚度信息和宽度信息,并将检测数据实时反馈给控制系统。
(3)厚度反馈分析系统。将实时接收到的信息进行分析,根据软件编制的程序,判断信息的有效性,当不满足条件时,将调整信号发送给控制系统。
(4)控制系统。根据接收到的信息,对主机进行相应的调整。
1.2 原理简介
智能控制原理如图2所示。
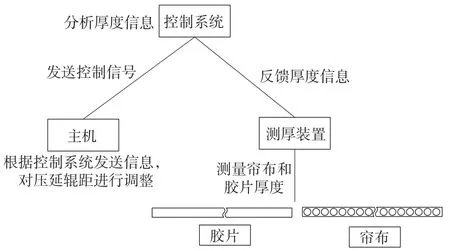
图2 智能控制原理示意
帘布及胶片检测装置实时测量帘布及覆胶胶片的厚度,并将测量的数据传输给控制系统,控制系统采用软件程序对检测到的帘布及覆胶胶片厚度数据进行分析,自动判断帘布及胶片厚度的状态,确定主机是否需要对压延辊距进行调整,给出辊距调整的控制量及控制方向(增大、减小、不变),然后发送控制信号给主机,由主机进行辊距调整或维持不变。
帘布及胶片检测装置对厚度进行实时监测,并反馈信息,从而形成测量-分析-反馈的闭环控制。
2 智能压延设备的日常生产控制及操作
(1)配方输入。进入管理员程序,输入各规格的生产工艺参数,该步骤由工艺管理人员操作。
(2)配方下载。操作人员进入操作画面,根据生产规格,确认后下载配方。
(3)智能控制。开启智能控制后,主机根据接收到的下载配方,自动调整相关压延参数,进入智能控制生产;在生产过程中,控制系统根据检测装置的检测信息,对主机的参数实时进行调整,确保压延帘布质量的稳定。
(4)配方修正。生产结束,系统根据该批次帘布生产信息和质量信息,汇总计算最佳的工艺参数并进行推荐。
3 四辊压延生产线智能控制的优势
智能控制系统根据所测部件厚度以及相应的工艺控制标准,对上下胶片进行自动调节,代替了人工反复测量以及厚度调节,解决了在生产过程中由于原材料性能波动、生产线速度调整、供胶稳定性差异等造成的厚度变化问题,极大提升了主机调整的实时性和部件的均匀性。
4 智能控制的结果与评价
我公司引入四辊压延生产线智能控制系统,在完成设备和工艺调试后,对整个压延工艺和生产流程进行了优化。在实施过程中,对生产的帘布进行了相关项目的评价,包括不同控制状态下的同批次帘布的厚度极差和过程能力指数(CPK)及帘布空气含量对比。
4.1 帘布厚度极差
人工控制与智能控制帘布厚度极差对比如图3所示。
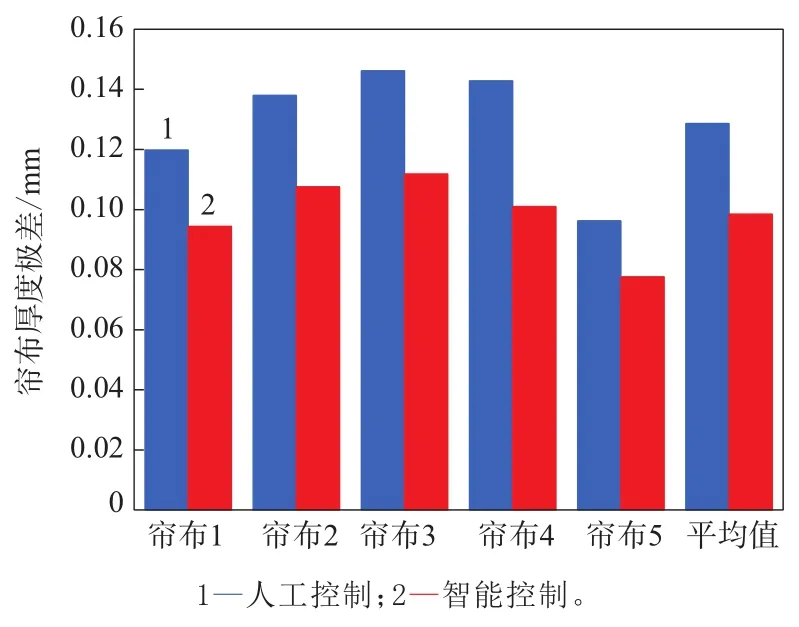
图3 人工控制与智能控制帘布厚度极差对比
从图3可以看出,对比人工控制生产状态,四辊压延生产线智能化控制后,帘布厚度极差由0.10~0.15 mm下降为0.08~0.11 mm,各规格帘布厚度极差均出现明显下降,表明帘布的厚度均匀性得到一定程度的提升。
4.2 帘布厚度CPK
由于帘布生产数据为实时记录,为进一步评价帘布质量,对人工控制和智能控制下的帘布厚度进行CPK统计分析,结果如图4所示。
从图4可以看出,采用智能控制后,各规格帘布厚度CPK均有了大幅度的提升,帘布厚度CPK的平均值由1.28提升到1.71,提高了33.6%。
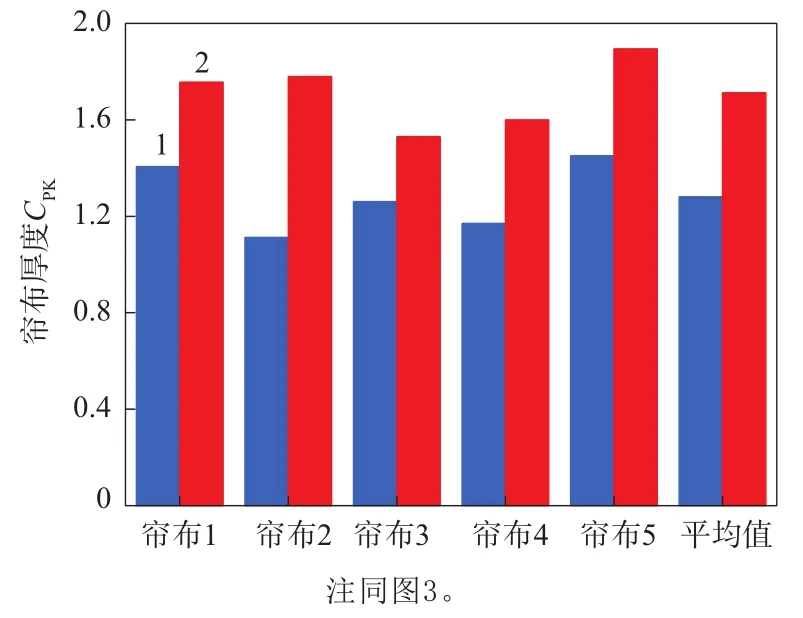
图4 人工控制与智能控制帘布厚度CPK对比
4.3 帘布空气含量
智能控制实施前后相关规格帘布空气含量的检测值对比如表1所示。
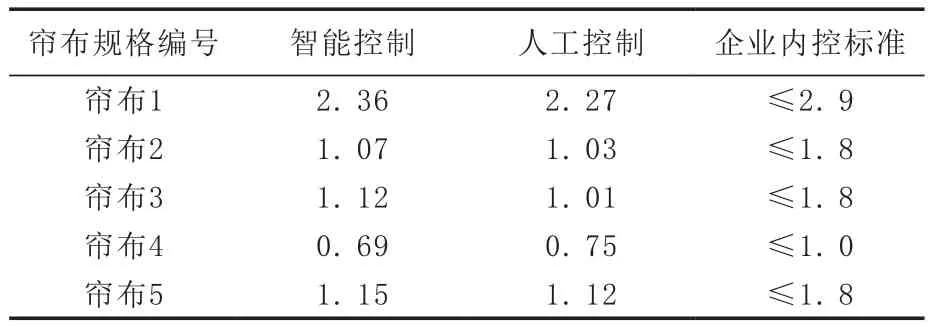
表1 智能控制实施前后相关规格帘布空气含量的检测值对比 mm3·cm-1
从表1可以看出,智能控制实施后,帘布的空气含量数据变化不明显,智能控制不影响帘布的空气含量值,即对胶料的渗透性没有影响,可认为对帘布的内在质量没有影响。
5 结语
采用四辊压延生产线智能控制后,在保证压延帘布空气含量稳定的同时,帘布厚度极差明显减小,帘布厚度CPK有较大提高,帘布的整体质量得到很大的提升。
采用四辊压延生产线智能控制可在确保帘布质量的基础上适当减小帘布厚度,具有较好的经济效益,有利于提升产品的技术含量和竞争力。
猜你喜欢
橡胶科技(2022年12期)2023-01-03
轮胎工业(2022年8期)2022-09-01
橡胶科技(2022年8期)2022-09-01
初中生世界(2021年43期)2021-11-23
英语文摘(2021年1期)2021-06-11
国际放射医学核医学杂志(2021年10期)2021-02-28
中学数学研究(江西)(2019年5期)2019-06-11
摄影之友(2019年8期)2019-03-31
摄影世界(2017年7期)2017-09-22
东方女性(2016年4期)2016-04-28
