
钢丝帘布小角度裁断常见缺陷的原因分析及改善措施
2023-01-03 02:36:38侯礼华史利娜丁小朋
橡胶科技 2022年12期
王 欢,侯礼华,史利娜,丁小朋,杨 燕
(风神轮胎股份有限公司,河南 焦作 454003)
钢丝帘布是用于子午线轮胎胎体、带束层、胎圈包布等处的骨架材料,对轮胎性能有重要影响[1-3]。钢丝帘布裁断质量直接影响轮胎的质量[4-5],但在钢丝帘布裁断过程中可能出现各种缺陷,其中钢丝帘布小角度裁断的常见缺陷主要有大头小尾、接头错接、接头压钢丝和卷取打褶。
本工作对钢丝帘布小角度裁断常见缺陷的原因及改善措施进行分析。
1 设备
以德国Fischer公司生产的钢丝帘布小角度裁断设备(见图1)为例,该设备具有定向移动装置和磁性夹持器自动送料装置,裁断机采用卧式裁刀进行自动裁断,同时配备胶片敷贴等装置,并设有扇形台,裁断角度范围宽,裁断精度和裁断效率高,劳动强度低,操作人员少,从供料、裁断到拼接均可自动运行[6]。钢丝帘布小角度裁断设备主要技术参数如表1所示。
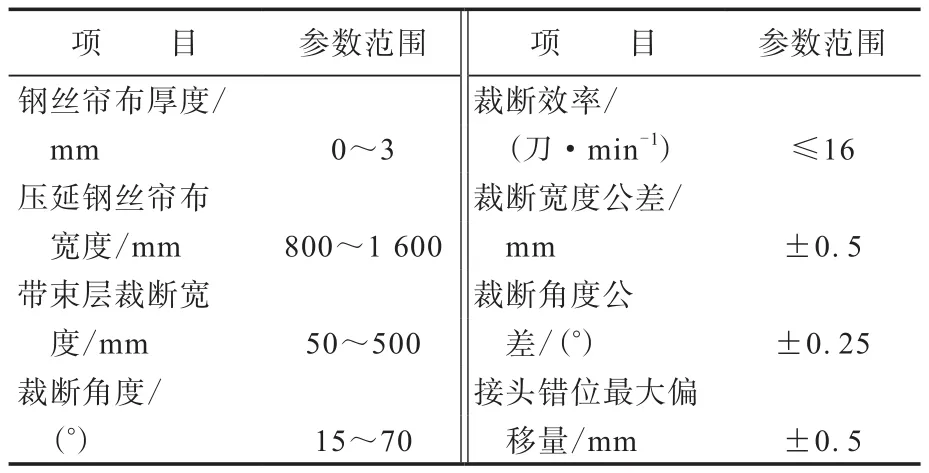
表1 钢丝帘布小角度裁断设备主要技术参数
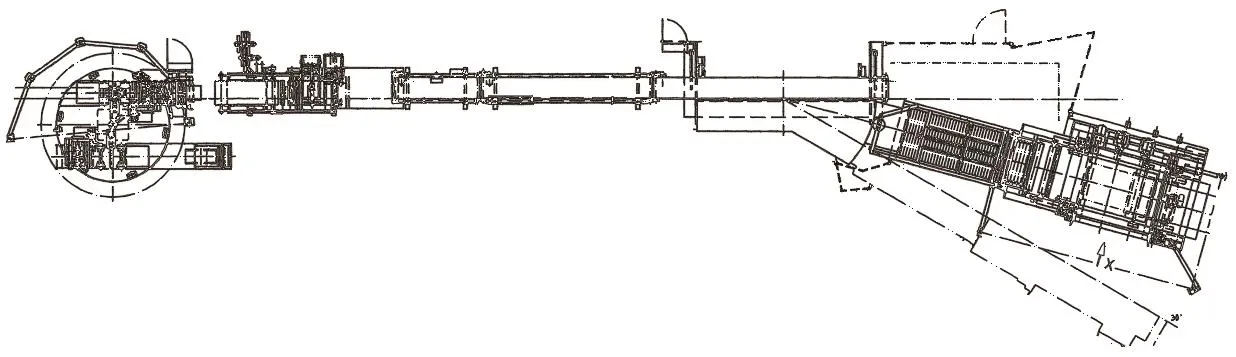
图1 钢丝帘布小角度裁断设备
2 常见缺陷类型
2.1 大头小尾
小角度裁断的两块同一规格钢丝帘布在对接过程中,头部和尾部的斜边长度差大于4 mm,即可定义为大头小尾,如图2所示。其中,A为同一规格两块钢丝帘布在对接过程中的宽度差,B为钢丝帘布头部和尾部斜边长度差。
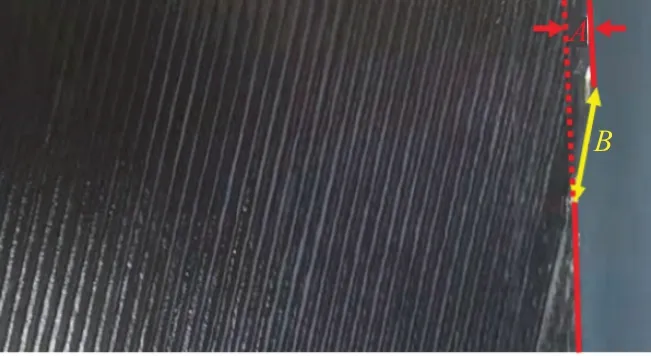
图2 小角度裁断钢丝帘布大头小尾
2.2 接头错接
接头错接指小角度裁断的同一规格钢丝帘布在拼接过程中,由于送料位置前后不一致或钢丝帘布头部角度(α)和钢丝帘布尾部角度(β)存在差异,导致的前后两块帘布在经过接头缝合后边部不齐的情况,如图3所示。其中,Y为钢丝帘布宽度。

图3 小角度裁断钢丝帘布接头错接示意
2.3 接头压钢丝
接头压钢丝指小角度裁断的同一规格钢丝帘布在拼接过程中,两端钢丝出现交叉的情况,如图4所示。

图4 小角度裁断钢丝帘布接头压钢丝
2.4 卷取打褶
卷取打褶指小角度裁断钢丝帘布在卷取过程中出现的打褶情况,如图5所示。

图5 小角度裁断钢丝帘布卷取打褶示意
3 缺陷影响因素分析及改善措施
3.1 大头小尾
3.1.1 钢丝帘布压延质量的影响
钢丝帘布在压延过程中由于锭子架放线张力、左右卷取张力等不匹配或整经辊和四辊压延机的固定辊不平行,钢丝帘线的张力和残余扭转应力分布不均匀,导致钢丝帘布卷取后各种力得不到均匀释放[7-8],该类型钢丝帘布在裁断过程中出现严重的大头小尾问题。
改善措施:定期标定压延机的放线张力、卷取张力、整经辊、压力辊与压延机固定辊的水平度及平行度;钢丝帘线供应商以最小包装单位将钢丝帘线锭子的残余扭转应力进行配比包装,保证每个包装单位钢丝帘线的残余扭转应力控制在较低水平。
3.1.2 小角度裁断设备的影响
小角度裁断设备对钢丝帘布大头小尾的影响因素如图6所示。
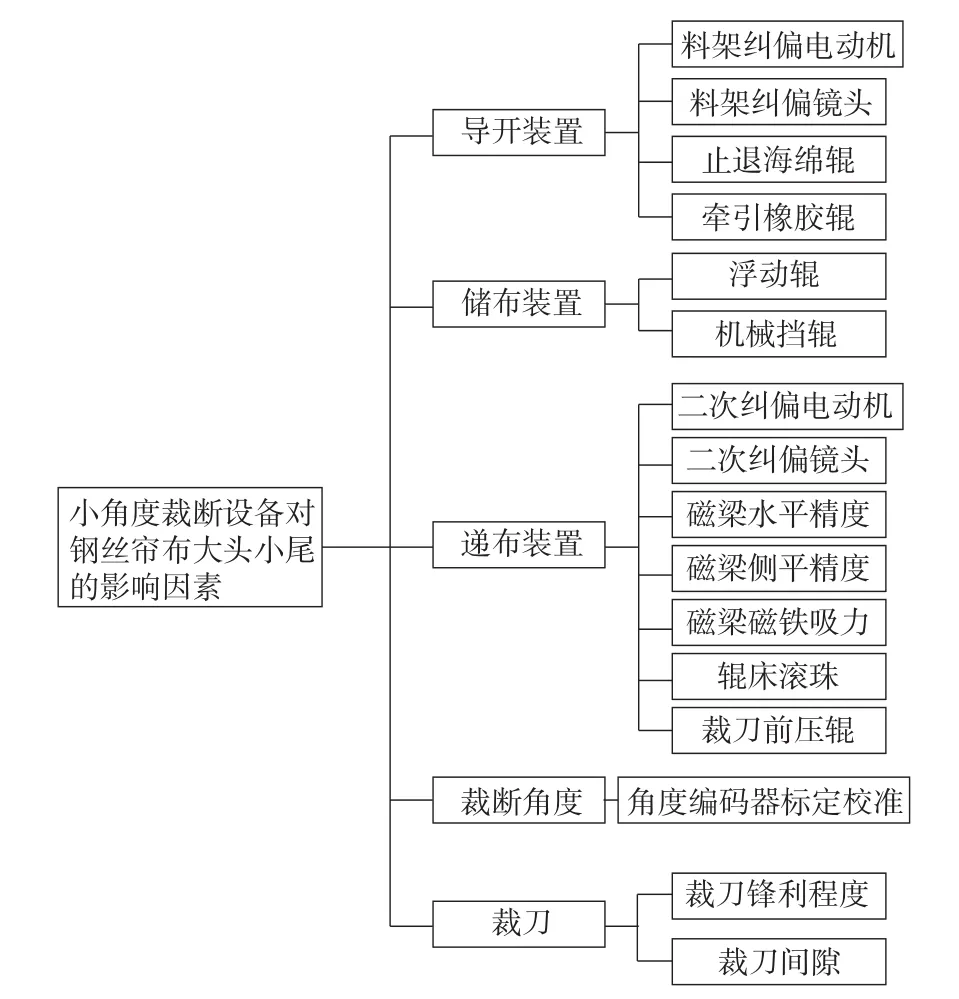
图6 小角度裁断设备对钢丝帘布大头小尾的影响因素
改善措施如下。
(1)导开装置需要通过调整料架纠偏镜头以保证料架纠偏镜头检测位置有效,在导开浮动辊位置增加机械定位,使钢丝帘布处于导开辊床的中间位置;定期校准导开车水平度,确保导开钢丝帘布与辊床平行、无轴交叉,保证导开钢丝帘布的张力均匀。
(2)调整储布装置浮动辊配重和上下限位,确保钢丝帘布处于恒定张力状态且不落地。
(3)修复递布装置的万向珠和万向珠底板,确保万向珠的灵活性;标定并调整磁梁精度和磁梁磁铁吸力装置的有效性,保证递布过程精度。
(4)定期标定并校准裁断角度编码器,并增加调整裁断角度时的参照灯标,确保裁断角度的准确性。
(5)根据裁切钢丝帘布的界面情况更换裁刀或调整裁刀间隙,保证钢丝帘布的裁切精度。
3.2 接头错接和接头压钢丝
3.2.1 钢丝帘布压延质量的影响
钢丝帘布压延质量对钢丝帘布接头错接和接头压钢丝的影响主要与钢丝帘布翘头(见图7)有关。钢丝帘布翘头导致钢丝帘布在拼接过程中两条斜边不能共线,从而出现接头错接和接头压钢丝。

图7 钢丝帘布翘头示意
改善措施与钢丝帘布大头小尾的处理相同。
3.2.2 小角度裁断设备的影响
小角度裁断设备对接头压钢丝的主要影响因素有裁刀装置、供料皮带速度比、钢丝帘布定位挡板位置或光电检测位置设置不合理等。
改善措施:根据裁切钢丝帘布的界面情况更换裁刀或调整裁刀间隙,保证钢丝帘布的裁切精度;调节优化供料皮带速度比;调整优化钢丝帘布定位挡板位置或者光电检测位置。
3.3 卷取打褶
卷取打褶对接头压钢丝的影响因素主要为卷取装置晃动、刹车异常和卷取张力设置不合理等。
改善措施:检修卷取装置,降低其晃动量并提高刹车装置有效性;调整优化卷取张力,定期标定张力控制器;将线性张力控制调整为非线性控制,避免钢丝帘布随张力变化出现堆积料和拉伸的情况。
4 结语
钢丝帘布小角度裁断常见缺陷主要集中在钢丝帘布接头处,其缺陷类型有单一性、重发性,且不易从根本上解决。本工作通过提高钢丝帘布压延质量和裁断设备精度,有效降低钢丝帘布小角度裁断缺陷的发生率,在一定程度上提升了轮胎半成品质量,降低了企业的经济损失。
猜你喜欢
轮胎工业(2023年2期)2023-02-21 14:18:54
轮胎工业(2022年11期)2022-11-30 07:17:22
橡塑技术与装备(2022年1期)2022-01-20 08:41:00
橡塑技术与装备(2021年21期)2021-11-17 07:37:40
轮胎工业(2020年4期)2020-03-01 04:47:54
专用汽车(2016年9期)2016-03-01 04:17:30
世界橡胶工业(2015年4期)2015-12-22 02:36:06
上海金属(2015年3期)2015-11-29 01:10:12
橡胶工业(2015年5期)2015-08-29 06:47:28
橡胶工业(2015年2期)2015-07-29 08:29:40
