装卸工艺与劳动定员在散粮专用码头的应用
2021-09-01 13:31:02黄树洪
现代食品 2021年12期
◎ 黄树洪
(广州港股份有限公司新港港务分公司,广东 广州 510730)
国家统计局数据显示,2020年中国粮食总产量约为6.69亿t,粮食产量稳步增长,产量连续6年保持在6.5亿t以上。现代物流业推动了我国粮食物流行业的发展,近年中国粮食物流总量整体呈上升趋势,其中跨省物流行业比例有所提高。目前中国跨省粮食物流运输方式主要以铁路和水运为主,其中铁路占比50%,水路占比40%、公路占比10%。此外,自2015年以来,中国粮食进口量每年均在1亿t以上。港口是综合交通枢纽的重要组成部分,粮食产量和进口量增长,以及物流运输等方面都有利于推进散粮专用码头的发展。在这样的环境下,提高港口企业散粮专用码头的运营能力显得尤为重要。
1 散粮专用码头设施
散粮专用码头设施主要包括码头、进出港航道、港区道路、港区铁路、筒仓群、平房仓、堆场、装卸机械轨道、防护设施、及其装卸、输送、计量和提升等生产与生产辅助设施。例如,广州港新港公司散粮专用码头设施主要包括1个35 000 DWT的散粮接收泊位(70 000 DWT散粮船减载后可靠泊作业)、4个2 000 DWT的散粮发放泊位、16万t存储能力的散装粮食专用筒仓群、20万t堆存能力平房仓、粮食中转堆场、进出港航道、港区道路、港区铁路以及散粮专用码头相应的装卸、输送、计量、提升等生产与生产辅助设施。
2 散粮装卸机械设备
港口企业为降低散粮专用码头运营成本,减轻工人的劳动强度,提高生产作业机械化和自动化程度,选用散粮专用码头装卸机械设备应以安全可靠、经济实用为主,充分遵循安全可靠、技术先进、高效低耗、绿色环保的原则。散粮装卸机械主要设备见表1。

表1 散粮装卸机械主要设备表
3 散粮装卸工艺
散粮专用码头的装卸工艺,是按照散粮装卸作业的劳动组织形式,运用港口装卸机械及其配套设备设施,在规定的技术标准和规范中协调运行,完成散粮在不同运输方式之间换装作业的操作过程。规范装卸行为是港口企业为有效提高散粮装卸效率,增加港口货物吞吐量产能,保持散粮物流集疏运顺畅[1],加强散粮生产组织,优化装卸工艺的有效途径之一。散粮装卸工艺主要包括系统工艺和工艺流程。
3.1 散粮系统工艺
散粮装卸系统工艺具有对进港散粮进行接收、倒仓、发放等功能。
3.1.1 接收系统工艺
散粮装卸接收系统功能是完成散粮卸船进仓的装卸作业过程,包括散粮卸船、输送、计量、进仓等作业。接收系统工艺为:船舱→卸船机→输送机组→杂物清除筛→入仓计量秤→输送机组→筒仓。
3.1.2 倒仓系统工艺
散粮装卸倒仓系统功能是完成散粮从筒仓至另一个筒仓的装卸作业过程,包括散粮出仓、输送、进仓等作业。倒仓系统工艺为:筒仓→仓底埋刮板机→出/进仓斗提机→仓顶埋刮板机→筒仓。
3.1.3 发放系统工艺
散粮装卸发放系统功能是完成散粮出仓至出港的装卸作业过程,包括散粮出仓、输送、计量、装车或装驳船的作业。发放系统工艺为:筒仓→输送机组→出仓计量秤→输送机组→车/驳船。
3.2 散粮工艺流程
散粮装卸工艺流程是根据码头装卸、输送、计量、提升等设备设施和相应筒仓群配置所设计的装卸操作过程。常用散粮装卸工艺流程如图1~图5所示。

图1 船舱→粮仓装卸工艺流程图
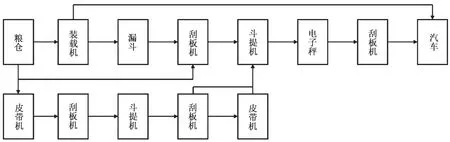
图5 粮仓→汽车装卸工艺流程图
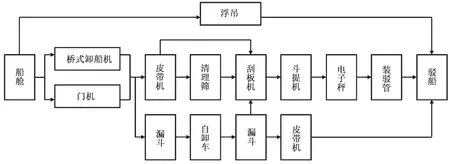
图2 船舱→驳船装卸工艺流程图

图3 粮仓→驳船装卸工艺流程图

图4 船舱→汽车装卸工艺流程图
4 劳动定员
劳动定员是在一定的生产技术组织条件下,根据企业生产经营活动和岗位工作的要求,按一定素质标准,配备企业各类人员的限额[2]。散粮装卸工艺是散粮装卸劳动定员的依据,科学合理的劳动定员能够保证装卸工艺正常进行,它们之间相辅相成。散粮装卸劳动定员除了与装卸工艺相关之外,还与人力资源规划中的组织结构、管理职能、岗位设置等方面息息相关。
4.1 组织结构
组织结构是组织规划中的主要内容,组织结构有直线制、职能制、直线职能制、事业部制、矩阵制等模式[3]。散粮专用码头通常是港口企业各类码头的一个组成部分,其管理部门的组织结构一般采用直线制,如图6所示。在组织结构模式下,从组织需要角度来看每个组织单元都必须劳动定员,保证组织中每个岗位都有合适的人员配置,才能落实组织的职能职责。

图6 散粮操作部组织结构图
4.2 管理职能
港口企业在测算散粮专用码头装卸劳动定员中,既要坚持定员从紧原则,又要考虑组织职能大小、员工胜任力、人员储备等相关因素。因此,港口企业要深入了解组织结构的管理职能,避免因人设岗,人浮于事,科学合理配置人员。
4.3 岗位设置
港口企业散粮专用码头的岗位设置要根据组织结构和职能职责,按照“因事设岗、人岗匹配”的设计原则,全部岗位的构成能够覆盖和实现组织职能[4],才能够有效控制劳动成本,减少企业负担,促使企业实现经营目标。港口企业散粮专用码头的用工模式,可以按照技术类和管理类等关键岗位使用职工,辅助类和后勤保障类等岗位以业务外包的方式进行用工规划。岗位设置及用工模式如表2。

表2 岗位设置及用工模式表
4.4 定员方法
港口企业测算散粮专用码头劳动定员,需要将多种方法整合使用。常用单项定员标准和综合定员标准。
4.4.1 单项定员标准
单项定员标准是以单个岗位、单台设备、单项工作群体为对象单项制定用人的定员依据,它是装卸作业线综合定员的基础。例如,散粮专用码头装卸部分单项定员标准如下。
(1)带斗门座起重机单机每班1~2人(不含漏斗操作)。
(2)散粮装船机单机每班1~2人。
(3)散粮平舱装卸每舱口每班1~2人。
(4)清舱装卸每舱口每班4~5人。
(5)输送系统装卸每作业线每班0~2人。
(6)汽车装卸每作业线每班2人。
(7)装载机单机每班1人。
(8)皮带输送机械操作工每个转接点每班2人,超过600 m以上每班增加1~2人。
(9)万吨级及以上的船舶装卸指导员每船每班1人。
(10)队(车间)生产管理人员,职工人数50~100人的配2人。实行三班制的,定员人数少于4人的可按4人配备。
4.4.2 综合定员标准
综合定员标准是根据散粮装卸作业线上有关岗位单项定员标准综合而成的标准,它是单项定员的实际应用。例如,散粮专用码头部分装卸综合定员标准如下。
(1)船→粮仓。工艺规程:船舱→桥式卸船机→皮带机→清理筛→电子秤→斗提机→皮带机→粮仓。作业人员配备2人(司机2人)。
(2)船→驳船。工艺规程:船舱→门机→皮带机→清理筛→刮板机→斗提机→电子秤→装驳管→驳船。作业人员配备3人(甲板1人,司机2人)。
(3)粮仓→驳船。工艺规程:粮仓→皮带机→刮板机→斗提机→刮板机→斗提机→电子秤→刮板机→装船机→驳船。作业人员配备2人(司机2人)。
(4)船→汽车。工艺规程:船舱→桥式卸船机→漏斗→汽车。作业人员配备4人(漏斗2人,司机2人)。
(5)粮仓→汽车。工艺规程:粮仓→装载机→汽车。作业人员配备1人(司机1人)。
上述操作过程的工艺规程,应根据实际需要配备皮带机、刮板机、斗提机、电子秤、清理筛、除尘器和装驳管等岗位上的作业人员。
4.4.3 定员测算规则
测算散粮专用码头装卸作业线定员人数时,可根据装卸作业线综合定员标准配人;装卸作业线定员中未包括的岗位,可以根据单项定员标准配人。
4.4.4 定员计算公式
散粮专用码头的劳动定员计算,主要参照散货码头劳动定员标准、专业泊位散装粮食装卸工艺规程等行业或企业配员标准计算劳动定员。式(1)、式(2)、式(3)为常用定员计算公式。

式(1)、(2)、(3)中,机械使用台数:指完成生产任务必须使用的机械台数;工作班次:一班制取1,二班制取2,三班制取3,四班三运转取4;轮休后备系数:年制度休息工时/年制度工作工时,其中每周实行40 h工作制的四班三运转,轮休后备系数取0.05;出勤率:可根据不同工作岗位和人员状况取0.95~1。
5 结语
装卸工艺与劳动定员在散粮专用码头的应用有利于港口企业实现标准化管理。无论是装卸工艺,还是劳动定员,都不是一劳永逸、一成不变的。港口企业要重视装卸工艺和劳动定员的日常管理工作,建立或修订完善散粮专用码头劳动定员标准、散装粮食装卸工艺规程等企业标准。不断探索优化装卸工艺与合理劳动定员,才能发挥装卸工艺与劳动定员的效用,促进港口企业运营散粮专用码头实现可持续发展。
猜你喜欢
中国机构编制(2022年10期)2022-11-30 01:55:10
建材发展导向(2022年2期)2022-03-08 01:44:08
哈尔滨铁道科技(2020年1期)2020-07-27 01:45:50
中国煤炭(2018年9期)2018-09-28 02:51:56
电子测试(2018年13期)2018-09-26 03:30:22
现代企业文化·理论版(2018年1期)2018-03-20 07:28:51
中国粮食经济(2018年9期)2018-01-23 03:02:15
中小企业管理与科技·上旬刊(2016年12期)2017-01-05 23:12:27
现代食品(2016年14期)2016-04-28 08:10:32
浙江电力(2016年7期)2016-04-11 12:25:46