
角焊缝焊接质量的控制
2016-03-06 08:15蔡郴英童拥军邱葭菲
电焊机 2016年6期
蔡郴英,童拥军,邱葭菲
(1.浙江机电职业技术学院,浙江杭州310053;2.杭州泽军机电有限公司,浙江杭州310000)
角焊缝焊接质量的控制
蔡郴英1,童拥军2,邱葭菲1
(1.浙江机电职业技术学院,浙江杭州310053;2.杭州泽军机电有限公司,浙江杭州310000)
分析角焊缝生产中存在的工艺设计和焊接操作问题及其产生原因,介绍不同尺寸焊脚的角焊缝焊接操作工艺,角焊缝焊脚、角焊缝长度及角焊缝类型的设计原则和经验,指出角焊缝焊脚设计时的注意事项。对控制角焊缝质量具有较好的指导及借鉴作用。
角焊缝;焊脚;质量控制
0 前言
角焊缝就是沿两直交或近直交零件的交线所焊接的焊缝。由于角焊缝向母材金属过渡较急剧,导致接头在外力作用下力线扭曲很大,应力分布极不均匀,在其根部和过渡处易产生很大的应力集中。再加上角焊缝一般不做无损探伤检验,使得角焊缝质量控制难度相对较大,有时甚至成为焊接接头或整个焊接结构质量的重要影响因素。
1 角焊缝生产中存在的问题
角焊缝生产中存在的问题主要是工艺设计和焊接操作两方面的问题。工艺设计方面主要是:焊缝形状尺寸不符合要求,即焊脚过大或焊缝为凸形等。焊接操作方面主要表现在焊缝易产生咬边、夹渣等缺陷及焊脚偏向焊件一侧造成两焊脚大小不对称、焊脚差偏大等。
(1)将组合焊缝中的角焊缝焊脚按单一角焊缝(非组合焊缝)焊脚大小设计。组合焊缝是指对接焊缝和角焊缝组合构成的焊缝,如压力容器人孔圈与开坡口筒体的焊缝就是组合焊缝,即填满坡口部分的焊缝是对接焊缝,筒体表面与人孔圈表面直交形成的三角形焊缝是角焊缝。由于组合焊缝中受力主要靠对接焊缝,角焊缝主要起改善力流线分布作用。此时如按单一角焊缝(非组合焊缝)要求来设计焊脚大小,势必造成焊脚过大,影响焊缝质量。此外在焊缝标注时也常有人将组合焊缝错误地标注为角焊缝。这些均为没有正确理解角焊缝与组合焊缝含义所致。
(2)混淆焊脚与焊脚尺寸。在焊接生产中,常有焊工或检验员或技术人员将焊脚与焊脚尺寸两个概念混淆。技术人员在设计角焊缝尺寸及编制工艺时将对焊脚要求写成对焊脚尺寸的要求,如工艺文件中要求焊脚尺寸是多少;焊工操作时将焊脚大小作为焊脚尺寸大小要求来焊接;检验员则将焊脚数值作为焊脚尺寸数值来测量检验。由GB/T3375《焊接术语》可知,焊脚是角焊缝的横截面中,从一个直角面上的焊趾到另一个直角面表面的最小距离,而焊脚尺寸则为在角焊缝横截面中画出的最大等腰直角三角形中直角边的长度,也就是说不管是平角焊缝、凸形角焊缝,还是凹形角焊缝,焊脚尺寸均小于或等于焊脚。把焊脚理解为焊脚尺寸,会造成实际焊脚大于设计值。所以,工艺文件上、焊缝标注中要求角焊缝的外形尺寸是焊脚而不是焊脚尺寸。
(3)焊脚普遍偏大,焊缝成凸形。关于焊脚大小,有错误观点认为,焊脚越大,焊缝强度越高,焊缝承载能力越强,所以实际生产中出现了不必要地增大焊脚现象。对于角焊缝形状则错误认为凸形角焊缝承载能力高于凹形角焊缝、平角焊缝。事实上,研究表明,大尺寸角焊缝其单位面积的承载能力较低。动载时,凹面角焊缝比平角焊缝的承载能力高,凸形角焊缝承载能力最低。此外,焊脚偏大,既增加了焊接工作量和成本,还增大了接头的焊接变形与应力,严重影响焊接质量。
(4)操作工艺不正确,角焊缝易出现咬边、夹渣、成形不良等缺陷。平角焊时,由于在立板位置时熔化金属有下淌趋势,若焊条(丝)角度不对、运条方法不当,容易在立板上产生咬边,且焊脚偏向底板,使两焊脚大小不对称。立角焊易产生的缺陷是:顶角不易焊透,焊缝两侧易咬边;仰角焊、横角焊时熔化金属在重力作用下易下淌,焊缝表面易形成焊瘤,焊缝成凸形等。若层间或道间清渣不净,焊道间还易产生夹渣缺陷。管板结构及不等厚板角焊缝焊接时,如运条(丝)角度不正确,还会出现厚件(板件)一侧热量不足、熔合不良等问题。
此外,多层或多层多道焊时,不能正确地根据焊脚大小选择焊接层数或道数以及操作参数,出现层间或道间脱接或搭接不良等问题。
2 控制角焊缝质量的主要措施
2.1 制定正确的操作工艺,掌握正确的角焊缝操作技能
对于角焊缝,一般焊脚在8 mm以下时,采用单层焊;焊脚为8~10 mm时,采用多层焊(2层);焊脚大于10 mm时,采用多层多道焊。现以焊条电弧焊平角焊为例,介绍角焊缝操作技能与技巧,其他焊接方法基本操作与其相似。
(1)焊脚<8 mm时,采用单层焊。焊接时,选择直径3.2 mm焊条,直线形运条法,短弧焊接,焊条与水平板的夹角为45°,焊条与焊接方向的夹角为70°~80°。
(2)8mm≤焊脚≤10mm时,采用多层焊(2层)。焊接第一层时,采用直线形运条法,选择直径3.2mm或4.0 mm的焊条,焊接电流应稍大些,以达到一定的熔透深度。以后各层可选择直径4.0 mm焊条,采用斜锯齿形运条法焊接。
(3)焊脚>10 mm时,采用多层多道焊。如焊脚为12 mm,就可采用两层三道焊。第一层为一道,即第1道。第1道焊接时电流稍大,采用直线形运条法,焊条与水平焊件夹角为45°~50°,焊条与焊接方向夹角为60°~70°。第二层有两道即第2道、第3道。焊接第2道时,焊条应指向第1道与水平焊件熔合处,应覆盖第1道的1/2~2/3,焊条与水平焊件夹角为45°~50°,焊条与焊接方向夹角为65°~80°。运条采用直线形或锯齿形运条法。焊接第3道时,焊条应指向第1道与第2道交汇处,应覆盖第2道的1/3~1/2,焊条与水平焊件的角度为40°~45°,焊条与焊接方向夹角为65°~80°采用直线形或锯齿形运条。此时焊接速度稍快,以避免因温度增高立板产生咬边现象。
需要注意的是,焊接不等厚板的平角焊时,电弧应偏向于厚板的一边,增加厚板所受热量。这样,通过焊条角度的调节,使厚、薄两板受热趋于均匀,保证接头熔合良好。
2.2 正确设计角焊缝的焊脚、焊缝长度及焊缝形式
角焊缝焊脚大小通常是按焊缝与母材等强的强度原则设计,有时也按刚度设计,这时可根据相关计算公式确定。在实际生产中,角焊缝焊脚多按相关标准或经验公式确定或经验数据选取。表1列出了按强度设计的双面角焊缝焊脚的经验数据。表2提供了T形接头双面联系角焊缝的最小焊脚参考值。对于钢结构角焊缝焊脚,标准就明确了角焊缝的最小焊脚值不得小于厚件厚度平方根的1.5倍,最大焊脚值不宜大于薄件厚度的1.2倍。对于重要结构或接头的角焊缝,可以采用开坡口焊透的方法来保证质量,因为开坡口并焊透消除了根部的应力集中,开坡口后还会使焊缝向母材金属过渡趋于平滑,消除了焊趾截面的应力集中。
角焊缝焊脚设计特别需要注意两点:①不宜选用过大的焊脚,因为大尺寸角焊缝其单位面积的承载能力越低。②对于开坡口焊透的角焊缝实际上已不是角焊缝,而是角焊缝与对接焊缝的组合焊缝。这时只要填充材料合适,对接焊缝就能保证母材与焊缝等强,角焊缝部分主要起到改善力流传递、减少应力集中作用,所以角焊缝焊脚可大大减少。如GB50755-2012《钢结构工程施工规范》规定,T形接头、十字接头、角接接头等要求全焊透的对接和角接组合焊缝,其角焊缝的焊脚不小于板厚的四分之一即可。
理论分析与工程实践表明,侧面角焊缝沿焊缝长度方向应力分布不均匀,其特点是最大应力在两端、中部应力最小。其焊缝长度越长,应力分布的不均匀性越大。因此,采用过长的侧面角焊缝将使应力集中程度增大,通常侧面角焊缝的长度一般不大于50K(K为焊脚),如钢结构施工规定,承受动载荷的侧面角焊缝长度最大不宜超过40K。此时如增加正面角焊缝,形成联合角焊缝,不但可以改善应力分布不均匀性,还能缩短搭接长度。这是因为正面角焊缝承担了一部分外力,以及正面角焊缝比侧面角焊缝刚度大、变形小,所以改善了侧面角焊缝的应力分布。
生产中,对于作用力不大的角焊缝接头,为降低其引起的焊接变形或减少焊接工作量,有时常采用断续角焊缝,其形式有单边、两边并列或交错排列。这种断续角焊缝的每段短焊缝的两端都会引起应力集中,所以在重要结构或重要焊缝(如承受动载)中不得使用断续角焊缝,即使其他情况使用了断续角焊缝,也必须严格控制每段焊缝的起点和终点的焊接质量。
Welding quality control of fillet weld
CAI Chenying1,TONG Yongjun2,QIU Jiafei1
(1.Zhejing Institue of Mechanical and Electronical Engineer,Hangzhou 310053,China;2.Hangzhou Zejun Mechanical and electrical Co.,Ltd.,Hangzhou 310000,China)
Problems existing in the production of fillet weld and the causes are analyzed in this paper.Introduces the welding operation technology of different size fillet weld leg,the design principles and experience of fillet weld leg,weld length and weld type,and points out some problems needing attention in design of fillet weld,which have good guidance and reference for the welding quality control of fillet weld.
fillet weld;fillet weld leg;quality control
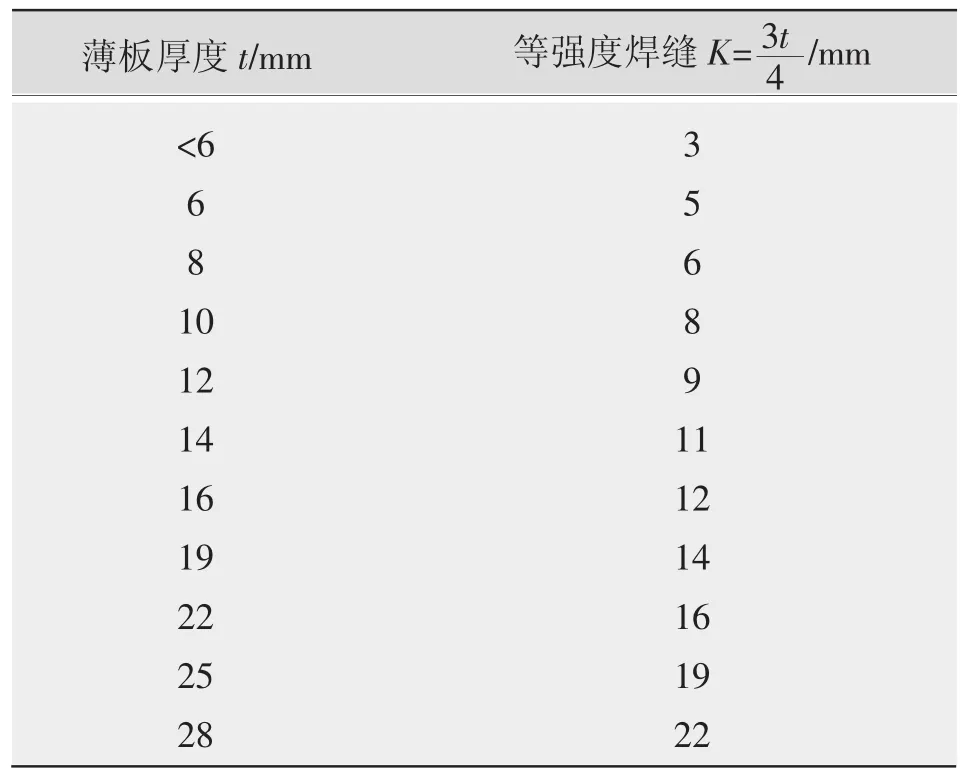
表1 角焊缝焊脚的经验数据
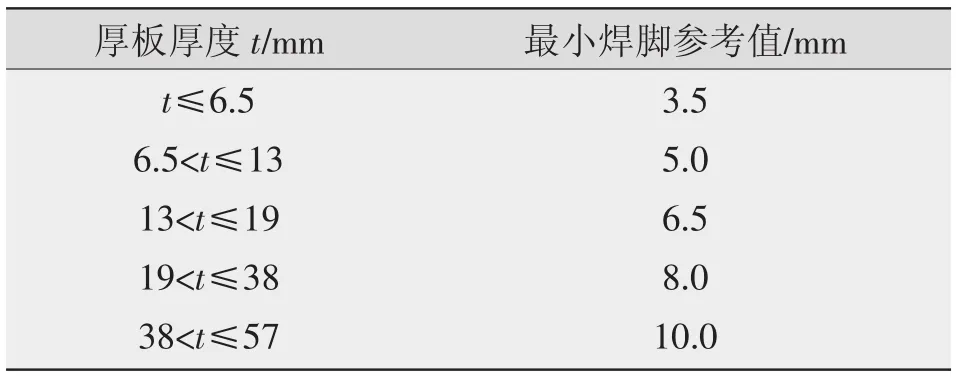
表2 角焊缝的最小焊脚参考值
TG441.3
B
1001-2303(2016)06-0119-03
10.7512/j.issn.1001-2303.2016.06.25
2016-05-03
蔡郴英(1963—),女,湖南衡阳人,学士,工程师,主要从事焊接培训及教学工作。
猜你喜欢
金属加工(热加工)(2022年8期)2022-09-01
焊接(2021年12期)2022-01-20
佳木斯大学学报(自然科学版)(2021年3期)2021-07-05
焊管(2020年8期)2020-09-08
科学技术创新(2020年16期)2020-06-28
小学生学习指导(中年级)(2020年4期)2020-05-19
学校教育研究(2020年4期)2020-04-10
新课程·上旬(2019年1期)2019-03-18
数学学习与研究(2018年8期)2018-05-15
中国特种设备安全(2015年10期)2015-01-27
