
降低焊条电弧焊焊接缺陷产生的新型焊条保温桶
2022-09-01 13:17:14侯延斌
金属加工(热加工) 2022年8期
侯延斌
湖南三一工业职业技术学院 湖南长沙 410100
1 序言
在焊条电弧焊焊接作业过程中,经常会因为各种原因产生焊接缺陷,其中产生比较频繁的缺陷主要有气孔、裂纹等,而焊接缺陷的产生将严重影响焊接质量及生产效率。在锅炉厂、压力容器厂等高压管道及容器的制作过程中,对焊接质量的控制要求非常严格,一般焊后均需按照产品使用工况对焊缝进行射线检测。为保证焊接质量,无论是对焊接材料的管控还是对焊接工艺的执行,都有严格的管理制度及操作流程。但在一些建筑安装企业中,由于施工工地流动性的特殊性、生产任务的不均匀性、产品形式的不固定性及生产条件的局限性,因此致使焊接质量的控制远比压力容器等工厂困难。另外,在建筑安装企业中,焊条电弧焊的使用占整个焊接量的80%以上,为确保焊接质量,焊接材料的保管和使用就显得更为重要。因此,本文主要研究分析焊条电弧焊过程中产生气孔的原因,并从焊接材料管理的角度制定控制措施。
2 焊条电弧焊产生气孔缺陷的原因分析
在焊条电弧焊中产生气孔的原因主要有以下几个方面。
(1)材料方面 产生气孔的原因有焊条未按照要求进行烘干,焊条受潮或者吸潮,以及焊件坡口周围的油、漆、锈等未清理干净等,导致焊接材料及焊件周围在焊接过程中高温条件下会产生大量气体,而焊接熔池的冷却速度非常快,产生的气体来不及溢出就会存在焊缝内部形成气孔。另外,焊条药皮变质、破损等也会使焊条药皮对熔池的保护效果不佳,导致焊缝中产生气孔。
(2)焊接工艺方面 当焊条电弧焊过程中采用过大的焊接电流时,因焊条药皮发红而导致保护失败,因焊接电弧过长等造成熔池保护不良而产生气孔等。
从以上分析可看出,产生气孔的很多原因可以通过管理措施进行控制,比如焊件焊前进行相应的清理打磨[1],药皮破损的焊条可以不再进行使用,以及严格按照焊接工艺规程进行焊接等,均可降低焊条电弧焊中气孔的产生。然而,焊接材料的管理不当同样会导致产生焊接气孔等缺陷,而在焊接材料的管理过程中,很多环节是不可控的或者是无法预知的,比如焊条在使用前进行了烘干,然后在使用过程中由于各种原因可能无法及时使用,这样焊条就会暴露在环境中,导致焊条二次受潮等,将会增加焊条电弧焊气孔产生的概率。因此,在焊条电弧焊中,焊接材料的烘干、保持焊接材料的干燥及防止受潮尤为重要。
3 焊接材料管理的控制
按照JB/T 3223—2017《焊接材料质量管理规程》的要求,焊接材料在使用之前必须烘干[2],然后放入保温装置内,在规定的温度范围之内保温。但在实际生产时,很多焊工在使用过程中将烘干的焊条装入焊条保温桶,未对焊条保温桶进行通电,或者焊条保温桶通电了而保温桶盖子未盖上,导致烘干的焊条暴露在空气中。通过调查研究数据分析,在环境温度(25℃)和保存时间(48h)相同的条件下,焊条如果裸露地置于空气中进行保存,当相对湿度分别为65%、80%、90%时,焊条药皮中的水分随湿度的增加而增加 。而带包装保存的焊条,在保存时间(48h)相同的条件下,随环境温度、相对湿度的增加,焊条药皮中的水分也增加,但比裸露的稍好一些。因此,随焊条包装的完整程度、仓库环境和库存时间不同,吸潮的程度也有很大差别(见图1、图2)[3]。大气湿度越高,焊条药皮短时间就可吸收大量水分,越能引起焊缝金属中氢含量增高,从而成为产生气孔、焊接冷裂纹的隐患。通过以上分析可以确定,正确使用焊条是确保焊接质量的基础条件和先决条件。

图1 钛铁矿型焊条的吸潮曲线
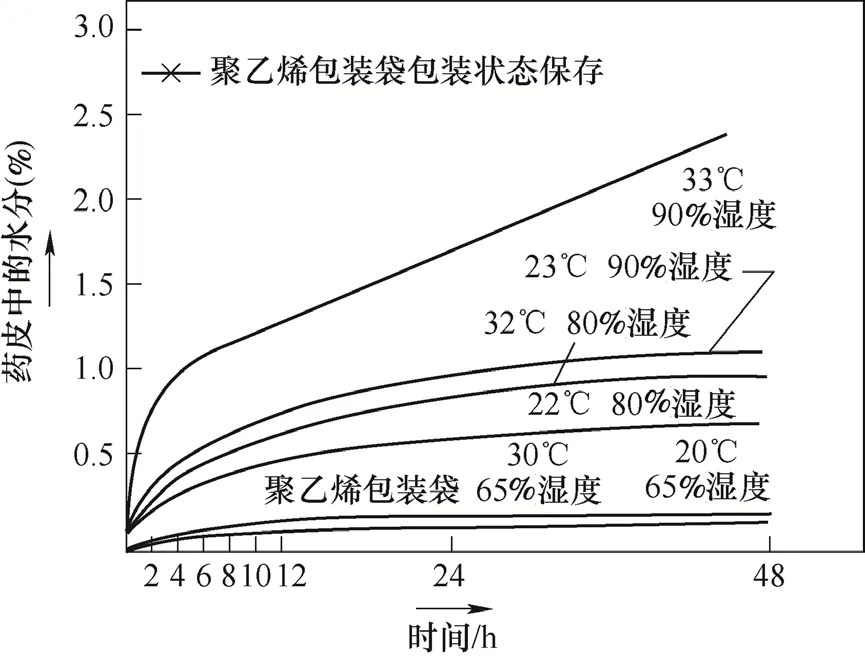
图2 低氢型焊条的吸潮曲线
然而,在焊接材料的管理过程中,焊条保温桶对焊条电弧焊来说是至关重要的工具。通过调查研究发现,目前市场上现有的焊条保温桶在使用过程中,因为总是要拿取焊条,所以会使焊条保温桶内温度下降,导致焊条二次受潮,增加了焊条电弧焊中气孔的产生概率。因此,若想改善焊条电弧焊的焊缝质量,则首先需要从焊接材料的管理入手[4],而加强在焊接过程中焊条的规范管理,还得对焊条保温桶这个关键设备进行研究。
4 改善焊接材料管理措施
通过调查研究取证,目前市场上使用的焊条保温桶基本都是在取焊条时需要打开保温桶盖子,而每次打开时都伴随着内部热量的散失,导致焊条二次受潮,影响焊缝焊接质量。基于以上问题,通过设计研究,开发出一款新型焊条保温桶,通过改进现有焊条保温桶的结构,使焊工在使用过程中不用打开焊条保温桶的盖子,仅通过电动控制装置就可以自动送出焊条,使取用焊条更加便捷,不仅提高了生产效率,而且避免了使用过程中经常打开保温桶盖子,使热量散失的缺点,在保证焊条质量的同时确保了焊缝质量。同时,在保温桶外部进行加装焊条头回收装置,提高了焊条头的回收率,避免了焊条头对环境的污染。
5 新型焊条保温桶的结构
新型焊条保温桶主要由焊条入口(保温盖)、保温仓、电加热装置、电动控制装置、自动出焊条通道及废料回收装置等几部分组成(见图3),内部结构如图4所示。各组成部分主要工作原理详述如下。
(1)焊条入口 主要用于从焊条烘干箱内取出焊条,放入保温仓内,然后关闭保温盖,进入保温状态,此部分与传统的焊条保温桶无太大区别。
(2)保温仓 是一个密闭空间,可满足市场常用焊条的储存空间,个别焊条可根据焊条型号单独制作适宜的产品,保温仓储存容量约为5kg。
(3)电加热装置 为变频式加热装置,当保温仓内温度低于80℃时,可自动开启加热功能,高于120℃时则停止加热功能。
(4)电动控制装置 用来控制焊条的自动送出功能,通过手动按压,每次送出一根焊条。
(5)自动出焊条通道 位于保温桶卧倒放置时的最底端。焊条通过重力作用进入通道内,且通道只可存储一根焊条,进入通道内的焊条通过电动控制装置被送出。
(6)废料回收装置 主要用于回收焊条头。回收仓的进出口由滑动式封闭盖和仓身组成。在使用过程中,每根焊条端部5cm左右长度无法继续使用,只能当作废料处理。通过试验,回收仓的存储空间完全能够实现对保温桶内5kg焊条的焊条头的存储。

图3 新型焊条保温桶结构

图4 新型焊条保温桶内部结构
6 新型焊条保温桶的主要功能及创新点
新型焊条保温桶的主要功能及创新点介绍如下。
1)新型焊条保温桶采用自动出焊条的方式,使用更加便捷。在焊接作业过程中,焊工不再需要打开焊条保温桶盖子去取焊条,避免了焊工在作业过程中带着很厚的皮手套打开焊条保温桶盖子取焊条不方便的弊端。研发设计的新型焊条保温桶,通过电动控制按钮取焊条,方便快捷。
2)新型焊条保温桶保温效果好,可降低加热装置的功率,更加节能。传统的焊条保温桶在使用过程中,需要频繁打开盖子,导致内部热量的散失。通过研发的新型焊条保温桶,避免了热量散失的问题,保证了焊条保温桶内部温度在规定范围之内,降低了保温桶内加热装置的功率,在节约能源的同时,提高了焊缝质量,减少了焊接事故的发生,带来了较好的经济效益和社会效益。
3)新型焊条保温桶加装了焊条头回收装置,更加环保,保证焊条头100%回收,避免了焊条头对环境的污染。
4)新型焊条保温桶采用电动控制按钮,出焊条更加高效,减少了焊工在作业过程中取焊条的时间,大大提高了生产效率。
5)新型焊条保温桶使用过程中需要卧倒放置,使用更加安全。传统的焊条保温桶,在使用过程中大部分为直立放置,虽然也加装了横卧支撑装置,但是不是强制措施,在使用过程中大部分焊接操作人员为了关闭保温桶盖子方便,都会将保温桶直立放置。如果高空作业过程中的平台不稳固,直立放置的焊条保温桶就很容易发生保温桶高空坠落,存在较大的安全隐患。研发的新型焊条保温桶采用了强制卧倒放置,避免了传统保温桶在高空作业时存在的安全隐患。
7 新型焊条保温桶研发的必要性
新型焊条保温桶研发的必要性主要包括以下几点。
1)依据国家规范JB/T 3223—2017《焊接材料质量管理规程》规定,焊条在使用之前必须在烘干箱中进行烘干,使用过程中必须放入焊条保温桶内。
2)通过《2020—2025年中国电焊条保温桶行业市场需求与投资咨询报告》数据分析,未来焊条保温桶的市场需求量巨大。因为焊条电弧焊有着灵活的操作优势,所以在未来几十年难以被其他方式取代。
3)新型焊条保温桶有着诸多优点,能弥补传统焊条保温桶在使用过程中的一些不足之处。
8 结束语
通过以上分析,为确保焊接质量,降低焊缝中气孔等焊接缺陷的概率,重点需要从焊接材料的管理源头出发。在焊接材料的管理过程中,传统焊条保温桶在使用过程中存在一定的弊端。通过研究设计出一款新型焊条保温桶,可以消除传统焊条保温桶的弊端,确保焊接材料在使用过程中不再吸潮,降低焊缝中产生气孔等缺陷的概率,提高焊缝的质量[5]。
猜你喜欢
江苏安全生产(2023年10期)2023-12-18 23:48:32
新民周刊(2023年20期)2023-06-21 11:52:38
意林·少年版(2019年19期)2019-11-13 15:56:58
机械(2018年5期)2018-06-05 02:25:36
制造技术与机床(2017年7期)2018-01-19 02:29:32
焊接(2016年10期)2016-02-27 13:05:34
焊接(2016年10期)2016-02-27 13:05:32
焊接(2016年8期)2016-02-27 13:05:11
焊接(2016年1期)2016-02-27 12:51:48
焊接(2015年11期)2015-07-18 11:12:46
