
铁路重伤钢轨倒序焊复维修关键技术
2016-03-06 08:15彭辉挺黄正中周世恒黄建平
电焊机 2016年6期
彭辉挺,戴 虹,黄正中,周世恒,黄建平
(西南交通大学,四川成都610031)
铁路重伤钢轨倒序焊复维修关键技术
彭辉挺,戴 虹,黄正中,周世恒,黄建平
(西南交通大学,四川成都610031)
针对铁路重伤钢轨采用铝热焊方法维修接头病害多、运营期间断轨率高的工程问题,采用YHGQ-1200气压焊轨车,其上配置全自动数控气压焊轨机。采用倒序法焊复施工,即焊轨车先在线下对插入轨的前端进行无应力焊接,焊后保压正火热处理,然后插入轨入槽,焊轨车退回停车位,再采用金属轨枕垫将距插入轨后端焊口20 m钢轨垫高,焊轨车爬坡至焊接工位,在线上进行应力焊接和焊后保压正火热处理。采用气压焊轨车这种在线焊复的标准化施工技术,作业过程安全,工艺稳定性良好,焊头品质优异,一次焊接锁定作业高效,施工方案简单、经济。
钢轨;焊复维修;气压焊接;强韧化
0 前言
在铁路无缝线路的运营过程中,由于存在着诸多复杂因素,往往会发生钢轨伤损问题,期望采用优质、高效、经济、环保的维修技术进行维修。如果无缝线路维修作业不当,将会导致线路锁定轨温的改变,影响无缝线路的稳定性和安全性,还涉及到线路维护经济性。
目前,我国铁路标准规定钢轨焊接方法有闪光焊、铝热焊、气压焊、铝热焊[1]等。在铁路无缝线路维修工程中,重伤钢轨(含母材和焊接接头)在切除伤轨、插入新钢轨之后,因闪光焊过程需要脉动,对线上带应力焊接工况闪光过程难以稳定控制,其适应性较差,必须采用铝热焊方法对两个接头进行焊复。采用铝热焊方法焊复的接头有病害多、运营期间断轨率高的突出问题。如今的气压焊轨车具有拉轨、焊接、焊后热处理一机化作业的强大功能,利用这种先进焊轨装备探索焊复施工关键技术,对于丰富无缝线路维修技术理论以及工程应用具有高实用价值,可填补重伤钢轨强韧化焊复维修技术空白。
1 焊复条件
1.1 焊复装备
采用我国独创的YHGQ-1200气压焊轨车[2],利用其上配置的GPW-1200气压焊轨机,在线路锁定焊接和热处理一机化作业施工方法[3]的基础上,根据“天窗时间”内完成重伤线路焊复维修要求,设计焊复维修技术。
1.2 焊复条件
焊复施工轨温低于或等于设计轨温。
1.3 焊复目标
对于焊复维修施工所需松开的线路,即扰动过的区段,经过焊复一次维修后,均应恢复到原线路设计轨温。
2 焊复方法
2.1 倒序焊复工法
气压焊轨车先进行远工位2#头的无应力线下自由焊,再退车进行近工位1#头的带应力线上锁定焊[4]。“先线下焊、后线上的倒序焊”施工作业如图1、图2所示。

图1 线下焊2#头施工作业
(1)首先测量施工线路,要求施工轨温小于等于设计轨温,若施工轨温大于设计轨温,需增加辅助降温的技术措施。
(2)根据高速铁路线路要求、线路伤损情况及位置,确定插入钢轨长度A,对施工线路进行排尺作业,确定钢轨焊复位置,即无应力焊接2#头和带应力焊接1#头位置。
(3)根据实际需要松开2#头保留段K m长的扣件,替换段隔5留1松开扣件,锯轨、除锈、端磨,然后将2#保留段旧轨拨出线外并垫高,在线下与插入的新轨焊口对齐,如图1所示。
(4)焊轨车开至2#头工位,气压焊轨机落下,一次夹持,完成2#头保留段旧轨与新轨的拉轨、焊接、喷风冷却、保压热处理施工作业,该焊头为无应力线下焊接。
(5)松开焊机,收回焊机,焊轨车退出2#头工位。
(6)松开替换段旧轨长度A m的所有扣件;并松开1#头保留段旧轨距1#头长度20 m以及对侧股20 m的所有扣件,再松开替换段对侧股距1#头对应位置20 m的所有扣件。
(7)根据实际施工条件及搭接量计算公式准确计算新轨与1#头保留段旧轨的搭接量,再进行锯轨、除锈、端磨。
(8)在1#头保留段线路上设置轨距杆,锁住1#头保留段线路钢轨轨距,并在钢轨下面放置专用垫轨装置,使1#头保留段线路抬高产生一个与原线路顺坡。
(9)采用在1#头保留段和替换段拨弯方法,施工时如图2所示。拨弯区段宜设置在距1#头焊口70~100 m内,向外向上斜向拨弯,使替换段与1#头保留段钢轨对齐,然后焊轨车爬坡到达1#头工位,焊轨机落下,一次夹持,顺序完成拉轨、焊接、喷风冷却、保压热处理施工作业,使焊复扰动区段线路的锁定轨温稳定保持在设计轨温范围之内。
(10)松开焊机,收回焊机,焊轨车退出1#头工位;焊头打磨、探伤、上扣件,调整轨距,恢复线路。
2.2 垫轨爬坡焊接
采用YHGQ-1200型气压焊轨车的GPW-1200焊轨机焊接时,需要将待焊钢轨接头处提高约200 mm(加热器底部留空80mm,轨枕螺栓最大高度120 mm)。由于现有的YHGQ-1200焊轨车无法采用原配液压支腿直接将车前端抬高至焊接要求的200 mm高度,因此试验采用专用垫轨装置[4](见图3)和6根轨距拉杆加固焊轨车下线路钢轨的稳定性,并按如图4所示方法垫高钢轨、焊轨车爬坡进行施工作业。
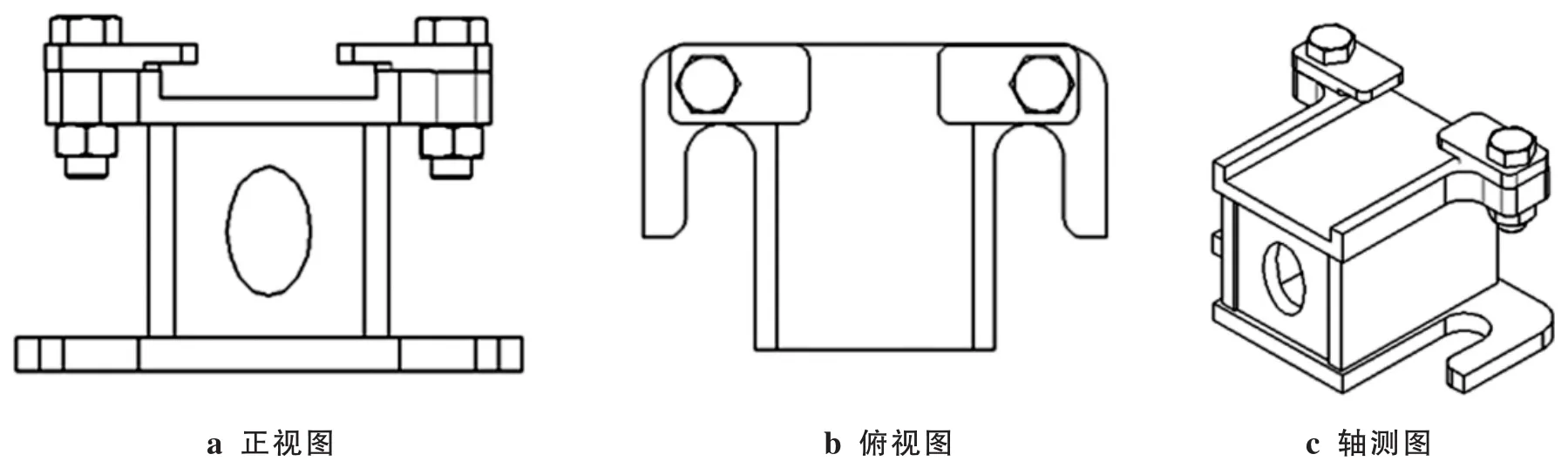
图3 专用垫轨装置
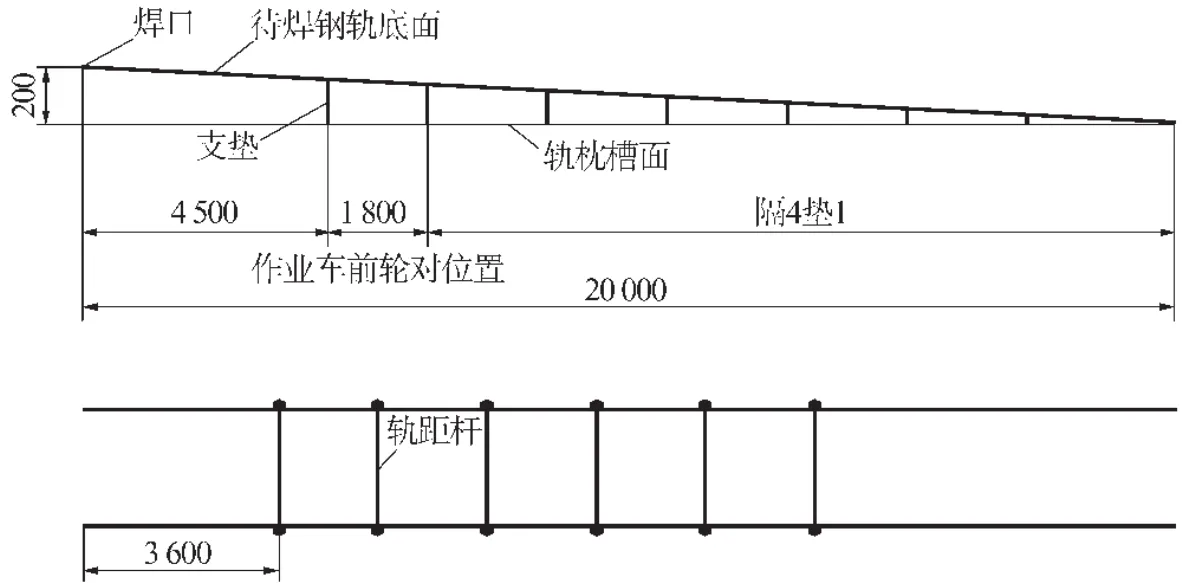
图4 焊轨车爬坡时的专用垫轨装置和轨距拉杆设置位置(单位:mm)
将近端钢轨20 m范围的扣件全部解除,在钢轨下面放置好垫轨装置,保证焊接部位钢轨抬高200 mm,即在前转向架的前轮对处升高145 mm,后轮对处升高115 mm。通过在近端钢轨下设置垫轨装置和轨距拉杆,保证作业时焊轨车爬升到指定位置进行焊轨作业。动端钢轨只需用枕木垫高,调整高度与静端钢轨对齐即可。
为了防止钢轨支垫后作业车发生横向移动,金属轨枕垫必须固定在轨枕上,除了能承受纵向力,还要提供能抵抗作业车可能产生的横向移动。焊轨车就位后,必须在后转向架的轮对处前、后均设置铁靴,防止作业车在自重力的作用下回退以及焊接顶锻时前冲。
采用这种“先线下、后线上的倒序焊”方法施工作业[4],只需进行一次垫轨,焊轨车爬坡,就能完成焊接和焊后热处理的全套焊轨作业,其施工工序简便,大大缩短了作业时间,能够保证在“天窗时间”内完成该段线路的焊复维修工作。
2.3 拨弯连入法
拨弯连入法是指将焊缝附近一段钢轨不锁定,预留插入新轨与线上旧轨之间的搭接量,在远端拨弯,焊轨完成后得到所需的设计锁定轨温,便可一次锁定该段线路,不需对线路进行二次放散[5]。
搭接量是指插入轨与线上钢轨焊接完第一个无应力焊接接头之后,全部钢轨位于线上垫轨200mm起拱完成后,未拨弯前无应力状态时,焊接第二个焊接接头时的待焊端面之间的搭接量大小。具体计算公式为

式中ΔX为搭接量,指未拨弯前的两端钢轨支垫好之后的搭接量(单位:mm);B为单个焊接接头的顶锻量(单位:mm);C为调节参数(施工时给线路提高锁定轨温的调节值),C=2 mm;D为垫轨200 mm起拱引起的长度增量,D=2 mm;T为设计锁定轨温(单位:℃);T0为施工轨温(单位:℃);L为拆开扣件总长,包括插入轨长度(单位:m);α为钢轨温度线长系数,α=0.011 8 mm/m·℃。
针对式(1)中设计锁定轨温T的不同,设计了三种线路恢复方案:
(1)方案1。气压焊机的作业能力测试方案,即通过设置不同的设计锁定轨温T1,使其与施工轨温差ΔT达到最大上限值,从而对焊机的施工作业能力进行测试。
(2)方案2。线路焊复后,自动恢复至原线路状态,即通过线路刚锯开时钢轨拉开的轨缝,根据式(2)计算原线路的锁定轨温T2,使焊复后线路恢复至原线路状态

式中ΔL为轨缝(单位:mm);d为锯片厚度,d=5 mm;T2为原线路锁定轨温(单位:℃);T0为施工轨温(单位:℃);L为拆开扣件总长(单位:m);α为钢轨温度线长系数,α=0.011 8 mm/m·℃。
(3)方案3。焊复作业后,重新恢复设计锁定轨温,即根据高速铁路线路铺设要求,纠正原线路锁定轨温误差,重新将松开的焊复区段线路恢复到设计锁定轨温T3,确保焊复区段线路锁定轨温符合设计轨温标准要求。
上述三种方案通过试验加以验证,评价其接头强韧性,维修工法的科学性、经济性和安全性。
3 结论
(1)采用气压焊轨车和倒序焊施工方法进行重伤线路焊复维修,只需进行一次焊轨作业,用时150min,能够在“天窗时间”内完成焊复施工任务。
(2)采用“拨弯连入法”施工方法进行施工,能够满足一次换轨,零放散施工要求。
(3)采用焊接、正火热处理一机化作业的恒位移控制工艺,焊轨机通过自动补偿锁定轨温所需的拉轨力,能可靠保证焊轨作业过程与型式试验工艺的一致稳定,完全满足锁定轨温差小于等于15℃的带应力焊接接头品质。
(4)采用该套焊复技术对铁路重伤线路进行焊复维修,其施工效率高,设备配套、人员配置数量最少,其焊轨施工安全、高效、经济。
[1]TB/T1632,,钢轨焊接[S].
[2]刘国用.自行式焊轨车线上焊施工技术与标准研究[D].四川:西南交通大学,2014.
[3]戴虹,许建明,徐其瑞,等.一种线路锁定焊接和热处理一机化作业施工方法[P].中国:2013106989272.
[4]黄正中,王斌远,许建明,等.一种高铁线路焊复施工专用金属轨枕垫[P].中国:2014208363136.
[5]戴虹,周世恒,许建明,等.一种高速铁路线路在线高品质永久焊复施工方法[P].中国:2014108204666.
Key technology of railway injuries rail welding after repair in reverse chronological order
PENG Huiting,DAI Hong,HUANG Zhengzhong,ZHOU Shiheng,HUANG Jianping
(Southwest Jiaotong University,Chengdu 610031,China)
For using aluminium heat welding method to repair joint disease more,during the operation of high rate of broken rail,the YHGQ-1200 pressure welded rail car is used,the configuration of automatic numerical control air pressure on the rail welding machine. Welding reverse method after construction methods,namely welded rail car in the first line to stress free welding of plugged into the front end of the orbit,the holding is heat treatment after welding,then injecting into the trough,return welded rail car parking spaces,and then use a metal sleeper mat insert from orbit back-end joint 20 meters high rail pad,welded rail car climbs to the welding station,online on welding stress and pressure are heat treatment after welding.Welding with the air pressure welded rail car this online after the standardization of the construction technology,process safety,process stability is good,the welding quality is excellent,a welding locking operation efficiency,construction scheme is simple and economic.
rail;welding after maintenance;gas pressure welding;strengthening and toughening
TG453+.2
A
1001-2303(2016)06-0023-04
10.7512/j.issn.1001-2303.2016.06.05
2016-01-12
中国铁路总公司《大型养路机械—焊轨车线上焊施工技术研究》资助项目(2012G004-B)
彭辉挺(1990—),男,福建厦门人,在读硕士,主要从事自动化加工的研究。
猜你喜欢
社会观察(2020年2期)2020-11-17
语数外学习·高中版上旬(2020年7期)2020-09-10
铁道建筑技术(2020年11期)2020-05-22
铁路通信信号工程技术(2020年1期)2020-01-05
——由倒序相加想到倒序相乘
数理化解题研究(2019年16期)2019-07-01
科技视界(2019年9期)2019-06-12
西南交通大学学报(2018年5期)2018-11-08
机械工程与自动化(2018年5期)2018-11-01
西安建筑科技大学学报(自然科学版)(2016年5期)2016-11-10
现代制造技术与装备(2016年7期)2016-03-02
