
一种蔬果废弃物发酵生产线关键技术的研制与试验
2024-03-11 04:56管敏郭智新常帆任线妮王亚妮种莉珍
安徽农业科学 2024年3期
关键词:发酵罐
管敏 郭智新 常帆 任线妮 王亚妮 种莉珍









摘要 针对蔬果废弃物普遍具有营养丰富、含水率高、极易腐烂的特点,设计了一种蔬果废弃物液肥发酵生产线,将腐烂蔬果与功能微生物菌充分混合后由提升机提升至发酵罐内,密封后静置发酵,发酵罐内靠近底部处布置有特制过滤网,滤液通过过滤网静置在底部,罐底预留出液阀,产生的滤液通过管路直接流入储液桶二次发酵,通过抽液系统将储液桶中的液肥抽到成品桶中分装储存。测试结果表明,蔬果廢弃物发酵生产线能够满足含水率高的蔬果废弃物的发酵,发酵周期较短,发酵菌和有益细菌生长迅速,抑制有害真菌生长,功耗较低,运行成本低,操作简便,符合农业废弃物无害化处理要求。
关键词 蔬果废弃物;发酵罐;开盖;发酵试验
中图分类号 S22 文献标识码 A 文章编号 0517-6611(2024)03-0207-05
doi:10.3969/j.issn.0517-6611.2024.03.049
Development and Experiment of a Key Technology for Vegetable and Fruit Waste Fermentation Production Line
Abstract In view of the characteristics of vegetable and fruit waste, which is rich in nutrition, high moisture content and active decay, a production line of liquid fertilizer fermentation of vegetable and fruit waste is designed.The rotten vegetables and fruits are fully mixed with functional microorganisms and then lifted to the fermenter by the elevator, and then sealed for static fermentation.A special filter is arranged near the bottom of the fermenter, and the filtrate is left at the bottom through the filter,with a liquid outlet valve reserved at the bottom of the tank, the resulting filtrate flows directly into the storage barrel for secondary fermentation through the pipeline, and the liquid in the liquid storage barrel is pumped into the finished product barrel for distribution and storage through the pumping system.The test results show that the production line of vegetable and fruit waste fermentation can meet the fermentation of vegetable and fruit waste with high water content,fermentation cycle, rapid growth of fermenting bacteria and beneficial bacteria, inhibition of the growth of harmful fungi, low power consumption, low operating costs, easy operation, and the requirements of harmless treatment of agricultural waste are met.
Key words Fruit and vegetable waste;Fermenter;Open the cover;Fermentation test
我国冷链物流前段后端设施相对而言不够完善,使得大多数生鲜商品在运输过程中得不到规范的保温、保湿、冷藏,大部分生鲜农产品仍在常温下流通,加大了流通损耗。冷链流通率长期低下,新鲜蔬果因为采摘不及时、运输或保存不当极易发生损坏。据估算,我国每年因冷链“断链”造成约1 200万t水果、1.3亿t蔬菜的浪费,经济损失超千亿元[1],其中绝大部分没有进行资源化利用而被当作垃圾随意丢弃或者排放到环境中,给空气、水体和人居环境都带来了风险[2],蔬果废弃物中富含大量的粗蛋白和作物所需的氮磷钾等营养元素,同时还含有丰富的有机质,是作为有机肥来源非常好的原料,将其作为垃圾处理、随意丢弃既造成资源浪费又造成严重的环境污染。
土壤中的微量金属元素由于自然沉积和工农业生产活动、交通运输等人为干扰输入造成含量超过正常范围值,形成土壤重金属污染[3]。生物有机肥中含有的微生物对重金属具有很强的亲和性,可与重金属形成不溶性金属-有机复合物,增加土壤的阳离子交换量,降低土壤中水溶性重金属和可交换态重金属的含量﹐从而降低其生物有效性,在修复重金属、提高耕地生产力方面表现出非常优越的性质[4],通过将废弃蔬果无害化处理加工成生物有机肥,既能够解决废弃蔬果当成垃圾丢弃造成环境污染的问题、又能解决现有土壤重金属污染无法有效改善的难题。
蔬果废弃物大多含水率很高,一般都在80%以上,只有做液体有机肥料才避免做其他用途干制过程中造成的浪费,也绕开了容易发霉变质等不利因素[5],利用率高。蔬果废弃物普遍具有营养丰富、极易腐烂的特点,主要产生在种植田地和加工交易场所,容易实现单独收集处理[6-8]。在技术到位的情况下,资源化过程比较快,是一种宝贵的有机资源,笔者所在课题组主要针对蔬果废弃物发酵液体有机肥生产线中关键技术及设备进行研究,以期提供一种静态连续式蔬果废弃物发酵生产线。
1 整机结构及工作原理
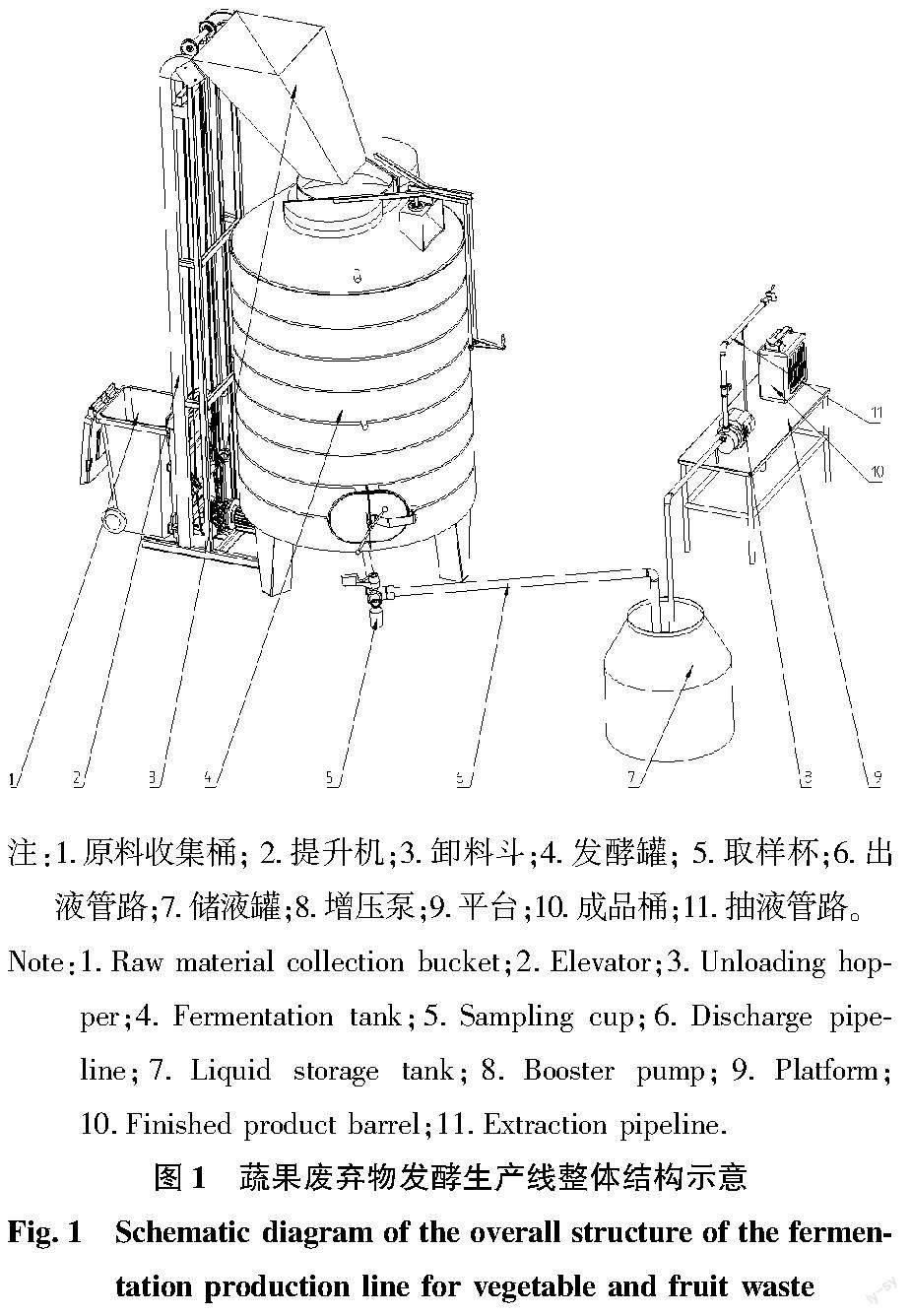
1.1 整机结构 蔬果废弃物发酵生产线整体结构示意图如图1所示。
蔬果废弃物发酵生产线主要由原料收集桶、提升机、卸料斗、发酵罐、出液管路、储液罐、增压泵、抽液管路、成品桶及控制系统等部分组成。发酵罐罐体缠绕有两路伴热带,伴热带外层包裹有保温层,保证在冬季漫长严寒的北方可以正常使用,实現发酵过程全年连续运转[9],提升机、发酵罐、储液罐、平台的放置位置可根据设备应用现场的具体情况进行布置,图1为样机试验时的摆放形式,原料收集桶的容积和数量根据生产的实际情况配备。
1.2 工作原理
蔬果废弃物液肥发酵生产线利用废弃腐烂蔬果中富含的糖分和有机质,利用功能微生物发酵,形成酸性发酵产物。平时残次蔬果通过带盖的原料收集桶进行收集存放,定期加入发酵罐内进行连续发酵,发酵约5~7 d后,打开换向阀取出部分发酵液样品进行检验,检验合格后转换换向阀方向将其余发酵液通过出液管路自动流入储液罐,储液罐为带盖的容器,放置在阴凉通风的位置,发酵液流完后关闭换向阀,每间隔2~4 d将发酵液取样后将其余发酵液流入储液罐,在储液罐内继续二次发酵20 d左右[10],发酵完毕的发酵液通过增压泵经由抽液管路分装到成品桶中,可直接作为叶面肥或水溶肥使用,也可添加其他元素后作为微生物液肥进行使用,该蔬果废弃物发酵系统可连续加入废弃蔬果,避免废弃蔬果大量堆积后再处理,整套系统主要包括原料收集、自动加料、发酵、液肥分装储存等环节。
发酵罐滤网附近布置有清渣孔,发酵停止后对发酵产生的残渣进行清理,发酵罐直端周围布置有伴热带,在合适位置布置测温装置,根据发酵物体的温度情况,对伴热带进行启停控制,在发酵初期可对罐体进行辅助加热,发酵温度起来后,伴热带可停止加热,缠绕的伴热带及保温材料对罐体起到一定保温作用。罐盖采用分体结构,侧面设置有手动或自动开罐装置,通过加长料杆的摆动或推杆移动完成发酵罐料盖开合动作。
2 关键设备及部件设计
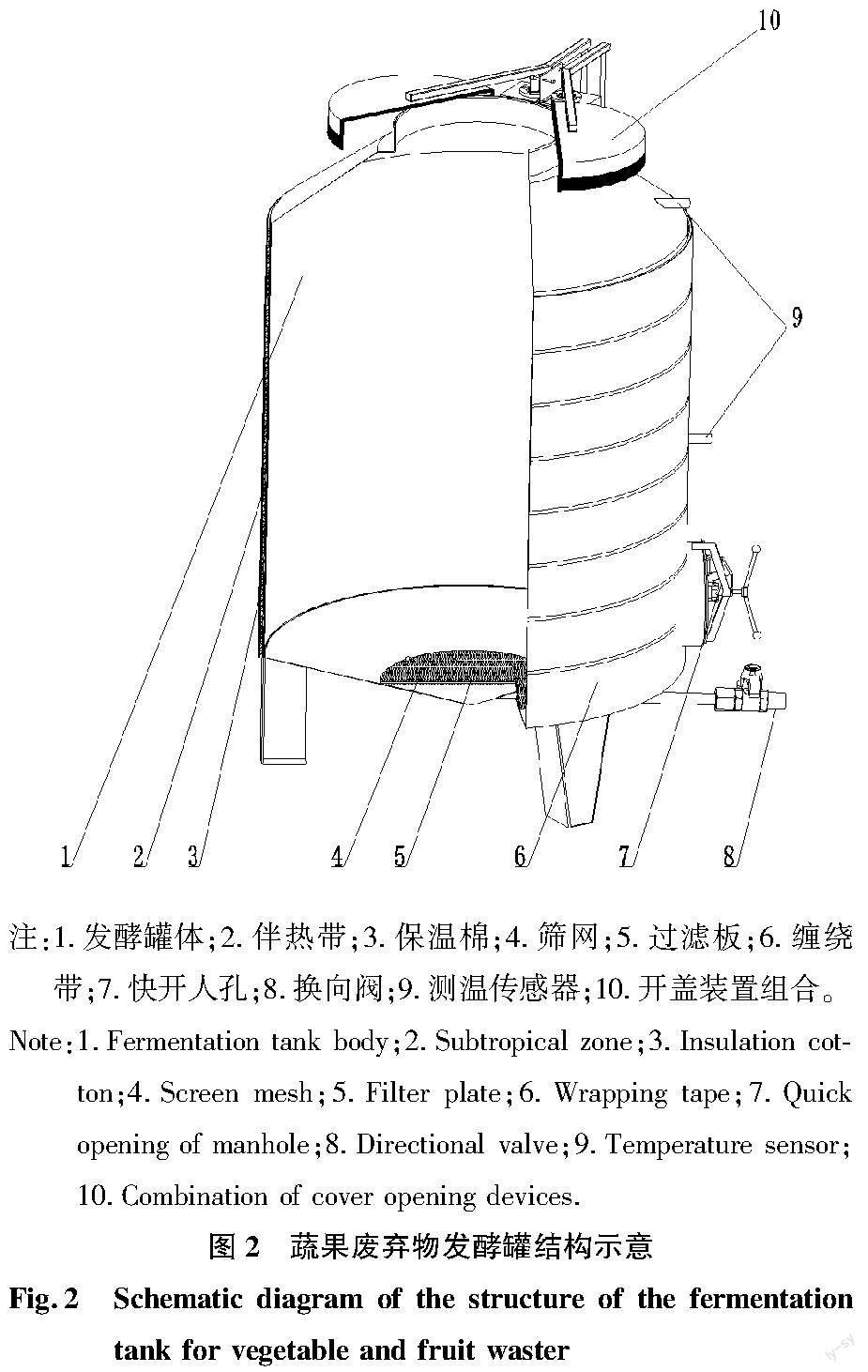
2.1 发酵罐的总体设计
根据冷库、批发市场残次蔬果的产生量及设备市场承受价格能力预估后,最终确定采用304单层发酵罐缠绕伴热带及保温材料的结构,容积为3 m3。蔬果废弃物发酵罐结构示意图如图2所示。
2.2 发酵罐手动开盖机构设计
发酵罐手动开盖机构如图3所示,主要由支撑架、半圆形罐盖、左右摆杆、轴承组件、限位组件、左右连接杆、转动手柄和快拧手轮等结构组成,发酵罐罐盖进行开合动作时,将快拧手轮向下拧开,连接杆与摆杆之间可进行局部转动,通过转动手柄的推拉实现连接杆水平移动及转动,带动与连接杆枢接在一起的斜L型左右摆杆绕轴承组件转动,斜L型左右摆杆带动固接的两组半圆形罐盖绕轴承组件转动,从而实现发酵罐罐盖的开合,在发酵罐顶部焊接有支撑架,支撑架水平板的中间位置安装有两组限位组件,在摆杆绕轴承组件转动时,通过半球限位端头对左右摆杆进行机械限位,通过调整半球限位端头在第一限位组件和第二限位组件上的位置,可以对发酵料罐打开角度进行调整,该结构开盖动作采用的是绕轴承组件旋转的方式,在实际应用过程中仅需很小的力就能实现罐盖开合动作,通过实际应用发现整体动作简单,容易操作,省力省时,不再需要操作人员爬到发酵罐顶部完成罐盖的开合动作。
发酵罐盖两半部分靠在一起时,通过左右连接杆向内推动产生的外力将密封条挤压变形与发酵罐顶部的空心圆柱形成密封空间[11],保证发酵罐的密封要求。
2.3 发酵罐自动开盖机构设计
发酵罐自动开盖机构如图4所示,自动开盖机构主要由支撑架、半圆形罐盖、左右摆杆、轴承组件、连接杆组件、驱动推杆及密封条等结构组成, 自动开盖机构与手动开盖机构基本原理相同,将动力变为驱动推杆,通过驱动推杆杆件的伸缩,推动左右连接杆的一端同时进行水平位移,带动枢接在上面的斜L型左右摆杆及固接的两半圆形发酵罐盖绕轴承组件转动,从而实现发酵罐罐盖的开合动作,通过驱动推杆自锁产生的外力将密封条挤压变形后与发酵罐顶部的空心圆柱形成密封空间[11],保证发酵罐的密封要求。
2.4 提升机构的设计
针对蔬果废弃物发酵特点,项目组提出2种可行方案,一种是采用裙边皮带提升机将产生的蔬果废弃物直接倾倒在裙边带上,通过裙边带连续旋转将蔬果废弃物倒入发酵罐中,一种是将产生的蔬果废弃物随时收集在原料桶中,通过链条提升机将原料桶中的蔬果废弃物整体进行提升,到顶部后倾倒进发酵罐中。
2种方案各有优缺点,裙边皮带提升机方便添加发酵菌剂,后期可实现菌剂添加动作自动化,但大部分蔬果腐烂后汁液横流,容易粘在裙边带上,含糖量高的汁液存在清洗困难、易招蚊蝇等问题;链条提升机的原料桶选用带盖垃圾桶,可以收集大量的蔬果废弃物后再进行提升放料,整个过程中除过渡斗外不与其他器件接触,方便清洗、盖子盖好后可防止蚊蝇乱飞,但菌剂需要人工分批添加,将2种方案的优缺点对比后最终选择了链条式提升机。
链条提升机示意图如图5所示,借鉴了垃圾桶翻转机的结构原理,根据发酵罐的高度设计了适合蔬果废弃物的提升机,提升机在原有垃圾桶翻转机限位开关的基础上增加了机械限位机构,确保原料桶在初始位置和高位停靠的稳定性,对动力机构的安装位置及减速比进行了调整,设计了能够满足蔬果废弃物完全卸料的过渡料斗,新的链条提升机的参数更加符合蔬果废弃物的提升要求。
2.5 生产线控制系统设计
生产线主要由链条提升机、发酵罐、出液管路、储液罐、抽液管路、增压泵等组成,对链条提升机的升降位置及罐盖开合需要进行控制,发酵罐外围缠绕有2组独立的伴热带,根据伸到发酵罐内部的多组温度传感器数据反馈的情况,完成2组同时加热、单组加热、不加热3组模式的自动选择,储液罐处于低位,液体由发酵罐底部的抽液管路自流进储液罐内,不需要自动控制,抽液管路与增压泵组成的液体分装系统,通过控制增压泵电机的启停进行分装。考虑到生产线的工作环境及工作特点,选用PLC作为整机控制系统的控制器进行系统设计[12]。
控制系统以可编程控制器PLC为核心,自动完成信号采集、处理以及输出。提升机上限位、下限位、发酵罐开盖信号、关盖信号、发酵罐温度信号、储液罐液位信号、增压泵开关信号由PLC输入端输入,经PLC处理器处理,发出相应的输出信号,实现提升机上升、发酵罐开盖、计数、提升机放料、下降、待料、发酵罐关盖、加热、保温、断电、储液罐液位报警、增压泵启停等功能,其控制框图如图6所示。
3 样机试制与试验
为验证蔬果废弃物发酵生产线的设计是否符合发酵要求,项目组按手动开盖机构进行了样机试制,同时对样机进行了提升加料、发酵、出液等试验,样机如图7所示。
3.1 样机空动作调试
对生产线中链条提升机、发酵罐、抽液管路系统分别进行了装配调试,调试过程如图8所示,将3套设备按合适位置摆放在一起,按发酵流程对生产线的控制系统进行了验证调试。调试试验主要包括链条提升机提升、放料、返回原位的工作时间及稳定性,发酵罐空罐时加热升温情况、抽液管路的动作等,生产线样机整体运行顺利。
3.2 发酵罐加料发酵试验
采用冷库残次腐烂的苹果作为原料进行发酵试验,对苹果进行简单切块后分层搅拌发酵菌剂加入原料桶内,由提升机分批加入发酵罐,关闭发酵罐料盖进行发酵试验,试验时间30 d,记录相关数据收集发酵样品。由于试验时间在冬季,外界环境温度较低,初始温度达不到发酵菌自身生长的条件,启用温控装置对伴热带进行通电,伴热带热量通过发酵罐罐体及内部空气传导至发酵物。第1天每0.5 h记录一次实时显示温度,间隔4 h短暂打开罐盖手动多点测试苹果发酵物的温度,与传感器显示温度进行对比,两者相差不大。后期发酵温度达到要求后,仅对温度传感器数据进行详细记录,发酵初期温度记录结果显示,通过伴热带加热,罐体及预留空间中气体升温很快,苹果表面温度与罐内空气温度接近,但苹果内部温升较慢,在伴热带持续加热10 h后,罐内空气温度达到50 ℃以上,苹果表面温度接近30 ℃,苹果堆体中心温度只有19 ℃。之后每天通过监测苹果发酵物的内部温度,根据温度反馈数据自动对罐体进行辅助加热,多日数据记录表明,罐体外面的保温层对发酵物发酵过程中能起到一定保温效果。苹果内部发酵温度达到要求范围后停止加热,发酵物内微生物能够快速繁殖,发酵温度保持在合适的范围内。
3.3 测试结果
发酵试验过程中对发酵物表面微生物生长情况定期进行拍照记录,微生物在发酵物表面逐渐增多,由点状到覆盖至表面大部分,第7天开始从发酵罐采样口收集产生的液体样本,记录液体的重量、颜色、气味等数据,进行pH、糖降解及微生物变化等数据检测,发酵物微生物生长变化情况如图9所示。
3.3.1 液体肥性状、pH与糖度变化。
发酵液的pH和糖度是发酵过程中各种生化反应的综合指标,了解pH、糖度的变化规律、菌体的生长规律及代谢特征,判断发酵的正常情况[13],苹果果核发酵30 d内生产出的液体肥性状变化:发酵前期是好氧菌快速生长期,罐体大量產气,液体颜色较深、水状;发酵10 d后进入稳定期,发酵程度逐渐平稳,液体颜色转浅;发酵20 d后进入深度发酵,内部发酵程度加剧,液体颜色逐渐加深,液体黏度逐渐增大。
蔬果废弃物发酵产生的液体肥pH和糖度变化趋势如表1。发酵前期pH快速降低,发酵中期pH保持酸性,稳定持续到发酵后期。含糖量和pH变化一致,前期快速降低,发酵中期缓慢降低,到发酵后期糖度为5°Z左右。
3.3.2 液体肥微生物的变化。
苹果果核发酵生产出的酵素液体肥细菌真菌数量统计如图10。在发酵前期细菌数量较少,种类较多,主要由芽孢杆菌、假单胞菌、乳酸菌等组成,细菌数量在35×106个;而真菌数量较多,种类主要由黑曲霉组成,真菌数量在13×107个。发酵中期微生物数量提高,种类减少,主要由芽孢杆菌、乳酸菌组成,细菌数量在24×107个;真菌数量降低,种类主要由黑曲霉组成,数量在9×105个。发酵后期细菌数量显著提高,主要由芽孢杆菌组成,细菌数量在86×108个;真菌数量减少到涂布×102未检测到。
4 结论
从pH、可溶性糖含量、微生物数量、感官评定等方面进行系统分析[14],在北方冬季低温条件下,通过伴热带通电加热,苹果果核可以在立式保温发酵罐内进行持续发酵,果核糖分利用较彻底,苹果果核发酵过程细菌数量显著提高,种类单一,说明发酵反应器和发酵过程适合芽孢菌剂的生长繁殖和进行果核的发酵,同时发酵条件有抑制真菌的效果,可以抑制可能侵染土壤的有害真菌的繁殖。
立式保温型发酵罐及相关配套技术可以满足苹果果核的发酵,发酵周期较短,发酵细菌和有益细菌生长迅速,抑制有害真菌生长,功耗较低,运行成本低,操作简便,适宜不同类型的果核、果渣、含水率高蔬菜废弃物的发酵。
参考文献
[1]傅娟,杨道玲.我国冷链物流发展的现状、困境与政策建议[J].中国经贸导刊,2021(9):20-23.
[2] 杨鹏,乔汪砚,赵润,等.果蔬废弃物处理技术研究进展[J].农学学报, 2012,2(2):26-30.
[3] 郭瑶.农村土壤重金属污染检测与评价研究[J].环境科学与管理,2018,43(9):163-166.
[4] 鲁洪娟,周德林,叶文玲,等.生物有机肥在土壤改良和重金属污染修复中的研究进展[J].环境污染与防治,2019,41(11):1378-1383.
[5] 仲恺农业工程学院,东莞一翔液体肥料有限公司.一种利用尾菜生产高效有机液体肥料的方法及其装置:CN202110342405.3[P].2021-07-30.
[6] 徐瑞,于安芬,李瑞琴,等.蔬菜废弃物堆肥研究进展[J].甘肃农业科技,2014(7):44-47.
[7] 陈羚,邹永杰,董保成.农业设施种植废弃物厌氧集中处理适用性研究[J].中国沼气,2018,36(6):32-35.
[8] 廉梦云,关文义,武艳,等.尾菜协同农业废弃物高温好氧堆肥工艺研究[J].安徽农业科学,2023,51(16):201-204.
[9] 刘佃林.半地下带保温夹套发酵罐的应用[J].现代农业科技,2011(6):257-258.
[10] 陕西科技大学.一种餐厨垃圾处理方法:CN202110140075.X[P].2021-07-23.
[11] 陕西省农业机械研究所有限公司.一种发酵罐开盖机构:CN202221464106.3[P].2022-09-06.
[12] 赵云汉,庞博,周立洋,等.基于PLC的青贮料装袋机控制系统设计与研究[J].农机化研究,2018,40(12):70-74.
[13] 马琼.金针菇发酵罐深层发酵条件的研究[J].中国酿造,2008,27(11):40-42.
[14] 文浩,郑序影,代佳丽,等.温度对水果酵素发酵性能的影响[J].中国食品学报,2020,20(2):189-195.
猜你喜欢
中国资源综合利用(2022年11期)2022-12-10
食品工业(2021年12期)2021-12-31
中国特种设备安全(2021年3期)2021-07-28
机械研究与应用(2021年3期)2021-07-15
中国酿造(2021年3期)2021-04-02
发酵科技通讯(2019年3期)2019-10-15
中国沼气(2017年6期)2018-01-11
食品与发酵工业(2016年9期)2016-10-13
当代化工研究(2016年7期)2016-03-20
化工设计通讯(2016年10期)2016-02-13
