
脉冲激光辅助磨削皮肤试验研究
2023-01-04 11:23高发伟王鑫昱宁立伟张晓红陈卓甘霖
邵阳学院学报(自然科学版) 2022年6期
高发伟 , 王鑫昱 , 宁立伟 , 张晓红 , 陈卓 , 甘霖
(1.乳源瑶族自治县东阳光化成箔有限公司,广东 韶关,512721;2.湖南理工学院 机械工程学院,湖南 岳阳,414006;3.邵阳学院 机械与能源工程学院,湖南 邵阳,422000)
传统的皮肤磨削术是一种表面重建的形式,以机械方式在真皮层上进行修复,以促进胶原重塑和上皮再形成,适用于处理凹凸不平、颜色或形状不规则的伤疤。KARMISHOLT等[1]通过实验研究发现电动磨削术能够改善皮肤的表面形貌,但会使疤痕和红斑变得更加严重,且磨削处理只能针对皮肤表层乃至真皮浅层的顽固性皮肤损伤。激光处理是使用激光的特性去除皮肤表面缺陷,具有恢复速度快的特点,但是激光处理之后可能会出现炎症性的色素沉着[2-3]。目前对激光处理皮肤疾病的研究较多,而对于激光辅助磨削处理皮肤的研究较少,激光参数与磨削参数对皮肤处理影响的研究则更为鲜见。
文中通过对皮肤磨削术和激光处理进行系统化的试验,对处理后的表面进行形貌观察,得出不同处理下的皮肤形貌。此外,针对皮肤磨削术无法进行较深层次地处理和激光处理有可能会导致色素沉积等问题,开展脉冲激光辅助磨削皮肤试验研究,观察处理后的表面形貌,分析处理特性与处理质量。
1 实验部分
1.1 试样制备
由于人体皮肤与猪皮在皮肤组织结构上相似,且猪皮在皮肤处理中起了很重要的辅助作用[4],因此,文中选用猪的皮肤进行试验。首先,将猪皮表面的杂物去除干净,然后,将猪皮切成表面边长约为20 mm的正方形状,用冷镶嵌方法将猪皮试样固定于圆形模具中,通过热熔胶将样品固定于载物块上。猪皮样品的制样过程见图1。

图1 猪皮样品制样过程
1.2 激光处理皮肤表面实验
试验平台系统中所使用的激光设备是YCP-1-120-50-50-HC-RG型IPG光纤激光器。试验中所用的脉冲激光处理皮肤装置的工作原理示意图见图2。
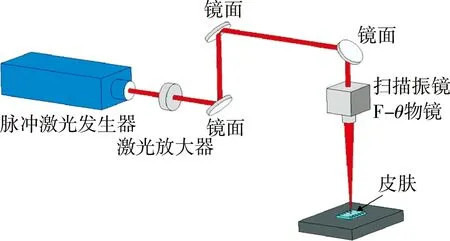
图2 脉冲激光处理皮肤装置的工作原理示意图
该激光器的脉冲频率(f)的可调节范围可从1~200 kHz,平均功率(P)的调节范围可从1~50 W,波长(λ)为固定值1 064 nm,脉冲宽度(τ)的调节范围可从0.2~25 ms。激光光斑直径小于10 μm。文中使用的激光功率分别为15、20、25 和30 W;扫描次数为6次;脉冲频率为25 kHz;扫描速度为1 500 mm/s,见表1。

表1 激光处理参数
1.3 磨削处理皮肤表面实验
试验在PPG48型数控高精度卧轴距台平面磨床上进行,砂轮处理猪皮样品示意图见图3。

图3 砂轮处理猪皮样品示意图
该机床的主要参数如下:主磨床主轴最大输出功率为4.5 KW,主轴速度为3 500 r/min,工作范围为630 mm×200 mm。在猪皮磨削试验过程中,选用了金刚石砂轮。PPG48精密平面磨床的砂轮线速度为15~30 m/s;工件速度为5 m/min;单次进给深度为127 mm,见表2。金刚石砂轮的砂轮直径为350 mm;磨料层厚度为10 mm;砂轮内孔直径为127 mm,见表3。

表2 磨削试验配置

表3 砂轮参数
1.4 脉冲激光辅助磨削皮肤表面
实验使用最佳的磨削参数在不同功率的脉冲激光烧蚀后的皮肤上进行磨削,研究脉冲激光辅助磨削对皮肤表面质量的影响。首先,利用脉冲激光对皮肤的改性作用,使用不同的激光功率对皮肤表面进行烧蚀。然后,使用金刚石砂轮磨削处理烧蚀后的皮肤表面,去除表面的碳化物,磨平皮肤表面并对其形貌进行观察。最后,并与单一处理方式获得的处理表面进行对比。
1.5 实验仪器
文中利用超景深三维显微镜(型号为VHX-5000)对激光烧蚀和磨削之后的皮肤表面进行形貌观察,超景深三维显微镜包含了20~5 000倍之间的3种镜头,可以拍摄皮肤表面的3D图,测量图中的各种结构尺寸,能够对皮肤表面的总体特征和各种细微特征进行观测分析。
2 实验结果与分析
为了全方位地了解激光处理和磨削处理对于皮肤表面形貌的影响,设计了不同的试验对猪皮分别进行相关激光烧蚀和磨削试验,将处理完成后的皮肤表面放在显微镜下观察,通过分析其表面形貌,观察缺陷,然后,使用最佳的磨削参数在不同功率的脉冲激光烧蚀后的皮肤上进行磨削试验,分析脉冲激光辅助磨削对于皮肤表面试验的影响。
2.1 激光处理皮肤表面的微观形貌
从图4可以看出,脉冲激光功率对皮肤表面处理深度的影响,处理深度与激光功率之间成正比关系,但斜率逐渐增加。在较小功率下(15 W和20 W),皮肤表面发生的形貌改变不是很大,被激光照射的皮肤区域会吸收能量,部分皮肤组织会被气化,气化物会与皮肤分离形成沟槽,熔融物会沉积在沟槽底部[5]。随着激光平均功率增加到25 W和30 W时,沟槽的深度从414.00 μm增加到1 074.31 μm,这是因为此时激光的能量密度已经超过皮肤的气化阈值[6],单个脉冲去除皮肤的深度显著增加,并且皮肤吸收的热量会不断扩散,影响到更深的层次的皮肤组织,因此,激光烧蚀处理的深度会得到显著提升。

图4 不同激光功率下的皮肤处理深度变化曲线
图5所示为不同激光功率下的皮肤表面的形貌图,可以看出,随着激光功率增大,皮肤表面的沟槽深度在不断变大,沟槽的宽度也随之不断增加。试验过程中,当激光功率达到20 W以上时,皮肤底面会出现黑色的碳化物沉积[7]。这可能是由皮肤表面吸收的激光能量不断增加,热量也不断累积,当激光能量远大于皮肤气化阈值时,皮肤的真皮层胶原层吸收光子能量,导致皮肤组织内部出现干性坏死,其颜色快速变化为棕黑色。由于大量的气化物或熔融物因为激光的持续处理没有办法及时排出皮肤表面,因此,在沟槽底表面与侧壁处重新凝固附着形成熔渣。
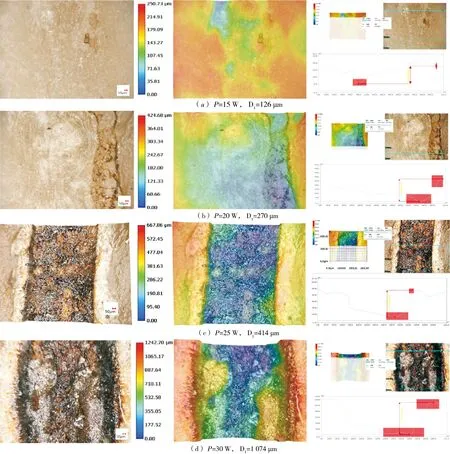
图5 不同激光功率下的皮肤表面形貌图
2.2 磨削处理皮肤表面的微观形貌
从图6可以看出,砂轮线速度对皮肤表面处理的影响,随着线速度增加,皮肤表面逐渐改善。当砂轮线速度不超过20 m/s时,皮肤表面的主要缺陷为塑性的滑移变形。由于皮肤的去除方式主要靠砂轮的法向挤压产生塑性变形,因此,在进给过程中磨粒和工件之间会出现摩擦和挤压现象,将皮肤挤压到磨粒两侧,大部分材料在磨粒剪切作用下向前运动形成磨屑。且磨粒的磨平磨损使得磨粒与皮肤之间的接触面积增大,随着应力集中不断增强,磨削平面出现滑移变形,真皮组织中的纤维结构发生形变[8],同时磨削区温度随之上升,处理硬化效果变强,部分区域甚至出现热损伤。

图6 不同砂轮线速度下的皮肤处理表面形貌
当砂轮线速度大于20 m/s时,皮肤表面的主要缺陷是划痕与破损,这可能是因为皮肤组织被较为锋利的磨粒撕破,带走了部分皮肤组织,但这种裂纹不多,深度较小。当线速度不断变大,皮肤表面的变形越来越少,表面质量得到提高。这是由于砂轮线速度变大之后,对皮肤进行磨削的磨粒数量变多,皮肤的未变形磨削厚度变小,塑性变形深度与砂轮皮肤之间的磨削力减小,材料的去除效率变高。
2.3 脉冲激光辅助磨削皮肤表面
为了研究磨削对使用不同激光功率烧蚀后皮肤表面的影响,结合前面的研究结果,设置最佳的磨削参数对烧蚀后的皮肤进行磨削试验,使用的砂轮线速度为30 m/s;单次进给深度为5 μm,工件移动速度为2 m/min。
将皮肤表面的烧蚀痕迹完全磨削掉之后的表面形貌见图7,从图7可以看出,不同激光功率对于皮肤表面磨削形貌的影响,在图7(a)和7(b)中磨削后的皮肤表面主要表现为滑移变形,这可能是因为此时皮肤所受激光热影响较小,皮肤结构改变较小,表面硬度仍然较小,皮肤依然拥有较好的塑性性能[9]。而在图7(c)和7(d)中所显示的皮肤表面主要看到少量裂纹和部分划痕,这可能是因为经过大功率激光烧蚀后的皮肤表面硬度增加,从而改善了处理效果。随着激光功率增加,磨削处理后的皮肤表面质量逐渐改善,且获得的表面质量有明显提高。

图7 脉冲激光辅助磨削后皮肤表面形貌图
观察图8脉冲激光辅助磨削处理示意图看出,一方面,皮肤表面沟槽减小了砂轮与皮肤的接触面积,缩短单颗磨粒的接触长度,减少瞬时接合的运动切削刃,从而降低了磨削力,减少了磨削热及其影响范围[10]。且沟槽为工件和砂轮提供了容屑空间,在进行磨削时磨屑可以顺着工件的运动方向进入皮肤表面的沟槽,减少了磨屑堆积在工件和砂轮表面和损伤工件表面的情况发生,并且冷却液可以通过储存在沟槽中的方式更加方便地流入磨削区和大幅提高了磨屑的排出效率,进一步实现砂轮与磨削区冷却。另一方面,激光改变了皮肤表面的材料属性,激光的高能量使得皮肤表面碳化,蒸发皮肤内部水分,使得皮肤变硬变脆,因而磨削时减少了塑性变形,利于材料的粉末化去除,当砂轮进行磨削处理时,激光增强了皮肤表面组织的硬脆性,砂轮表面磨粒对皮肤进行划擦,发生皮肤组织直接崩碎的现象,提高磨削的效率,并且降低对皮肤下层的影响,提升磨削性能。
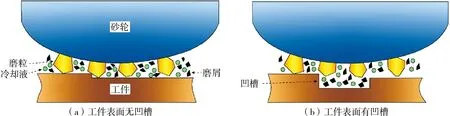
图8 脉冲激光辅助磨削处理示意图
3 结论
本论文以与人体皮肤结构组织相近的猪皮组织作为研究对象,对皮肤组织的激光处理和磨削技术进行深入系统地研究,从不同处理参数下的皮肤表面形貌方面揭示皮肤组织的激光烧蚀机理和磨削机理,确定了最佳处理参数,并提出了脉冲激光辅助磨削皮肤的试验,主要结论如下:开展了脉冲激光辅助磨削皮肤试验,使用试验得出的最佳激光参数对皮肤表面进行烧蚀,通过设置不同激光功率控制沟槽深度,然后对烧蚀后的皮肤进行磨削,并进行表面形貌观察,与单一的磨削方式得到的皮肤表面进行对比,发现脉冲激光辅助磨削有利于提高表面质量。
猜你喜欢
超硬材料工程(2022年3期)2022-10-19
超硬材料工程(2022年3期)2022-10-19
组合机床与自动化加工技术(2022年4期)2022-04-26
中国机械工程(2022年2期)2022-01-27
大自然探索(2021年9期)2021-11-07
金刚石与磨料磨具工程(2021年5期)2021-11-06
哈尔滨轴承(2021年2期)2021-08-12
失效分析与预防(2020年1期)2020-06-17
表面工程与再制造(2019年3期)2019-09-18
大众健康(2019年2期)2019-03-01
