推力调心滚子轴承滚道磨削改进
2021-08-12 06:11纪云巧
哈尔滨轴承 2021年2期
纪云巧
(瓦房店轴承股份有限公司,辽宁 瓦房店 116300)
1 前言
推力调心滚子轴承在磨削轴圈滚道时采用切入法磨削,由于轴圈大挡边与滚道成一角度,传统砂轮在磨削滚道根部时极易与轴圈大挡边接触,产生“撩边”现象,造成废品的出现。通常情况下,为了避免这种现象的发生,在磨削滚道时,砂轮距离大挡边一定距离,而剩余部分滚道再返回车加工进行硬车,同时将油沟加工大一些,减小硬车部分的滚道。这不但会增加油沟部分的应力集中,减少了滚道的实际长度,同时还增加了滚动体球基面与大挡边接触点落在油沟区或者滚动体倒角边缘的风险。本文设计的新型砂轮,在不用改变工装的前提下,非常有效地解决了磨削过程中极易产生的“撩边”问题。
2 砂轮设计
以 294/1000 为例,轴圈滚道半径为 R1152,轴圈高度为 253,滚道长度约为 200;同时机床砂轮轴直径为φ120。传统的磨削方式采用直径为φ290,高度为 250 的圆柱形砂轮。见图 1。
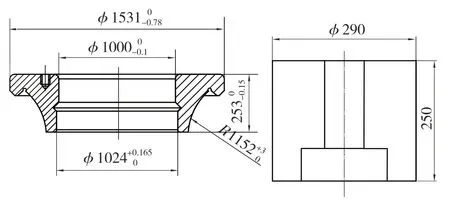
图1 轴圈与砂轮原始图
由于轴圈滚道为弧形,因此在正式加工之前,需要用金刚笔将圆柱形砂轮修整成与轴承滚道半径相同的圆弧形砂轮。见图 2。金刚笔固定在工作台上,将圆柱形砂轮固定在机床砂轮轴上,编制好程序,将圆柱砂轮修整成半径为 R1152 的圆弧砂轮。见图 3。当砂轮修形完成时,将机床调至设定好的轴圈滚道磨削程序,做加工前工序准备。

图2 老式砂轮

图3 砂轮修形
3 老式砂轮加工方式
目前的推力调心滚子轴承轴圈磨削采用的是切入法磨削,将工件固定在磁力工作台上,旋转工作台带动工件旋转,同时将旋转的砂轮靠近需要磨削的轴圈滚道。瓦轴目前使用的磨削机床可以同时安装四种砂轮轴,以此来实现多种类型的轴承的磨削。每次旋转机床主轴即可实现砂轮轴之间的自由切换。但也有一个弊端,那就是每根工作的砂轮轴与工作台的角度受到了限制。当一根砂轮轴旋转的角度与工作台的水平角度逐渐变小时,另一根砂轮轴即将靠近工作台。因此,每根砂轮轴工作时,其与工作台的水平角度有一定限制。见图 4。
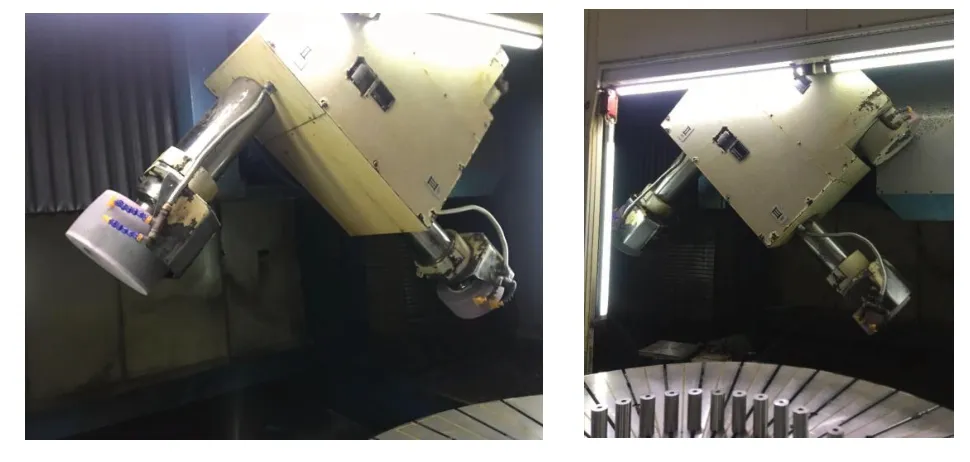
图4 机床砂轮轴
正是因为此种情况,当加工推力调心滚子轴承时,其砂轮轴与工作台的水平最小角度为 45゜左右。磨削加工时,将修整好的砂轮靠近滚道,为了提高加工效率,需要将滚道一次磨削成型。因此,加工时需要将砂轮靠近滚道与挡边的根部,从而实现滚道一次磨削。但此时可以发现,当砂轮靠近滚道根部时,砂轮底部与小挡边已经产生了干涉。见图 5、图 6。如果继续按此种方式加工,势必会将小挡边磨掉一部分,从而形成废品。

图5 老式砂轮磨削方式
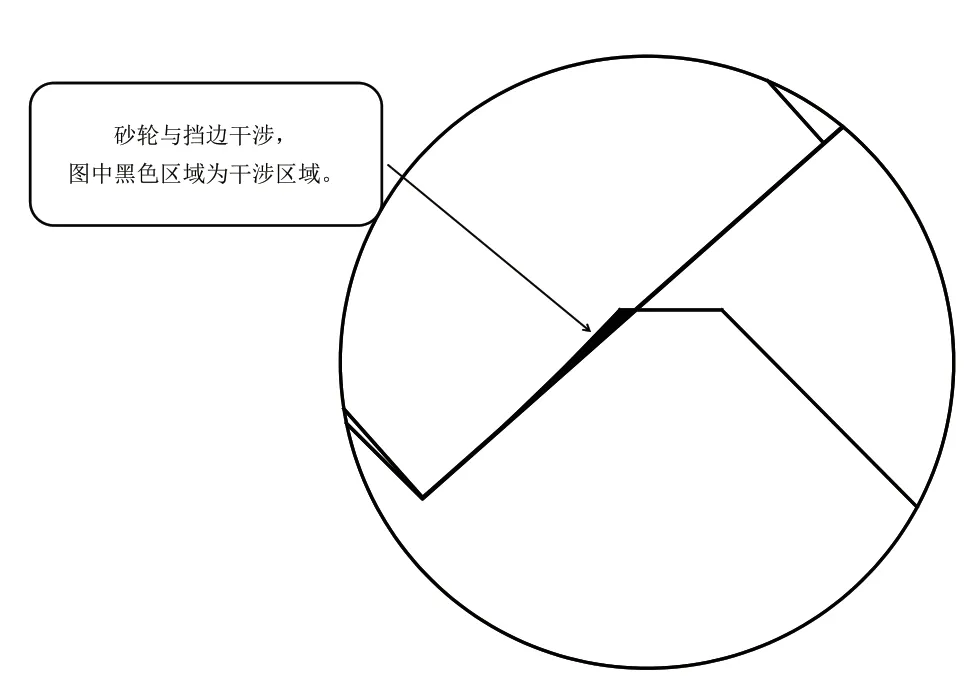
图6 砂轮干涉示意放大图
为了避免废品出现,传统的推力调心轴圈滚道磨削需要增加一道工序 —— 硬车工序,即磨削时根部留出一部分滚道,长度至砂轮不与挡边干涉为宜。剩余部分滚道在磨削完成后直接返回车工工序,硬车剩余滚道。此方式不但降低加工效率,同时影响轴承的使用效果。
4 新型砂轮加工方式
为了改善目前存在的状况,提高加工效率,提升滚道加工效果,现设计一种新型砂轮,即非对称型弧形砂轮。修改砂轮修整程序,将其修整行程设定为非对称圆弧行程,但要保证整体砂轮的高度、圆弧半径、小头直径与原来的圆柱形砂轮相同。见图 7。

图7 新型推力调心滚子轴承磨削砂轮
新型砂轮的非对称的结构可以很好地调整砂轮轴与工作台的水平角度,使砂轮轴底部有效避开了小挡边,即使加工至轴圈根部,依然与小挡边之间留有间隙,不会产生干涉,可以实现一次磨削。见图 8、图 9。

图8 新式砂轮磨削方式

图9 新式砂轮磨削方式放大图
5 结束语
本文的设计原理可以推广至其它类型的推力滚子轴承,可以根据滚道的形状来设计磨削砂轮的外形,通过一些细节的改变就能节省大量的人工成本,提高生产效率,保证了产品质量。
猜你喜欢
橡塑技术与装备(2022年10期)2022-10-03
中国机械工程(2022年15期)2022-08-17
哈尔滨轴承(2022年1期)2022-05-23
哈尔滨轴承(2022年1期)2022-05-23
VOGUE服饰与美容(2022年5期)2022-05-01
金刚石与磨料磨具工程(2021年3期)2021-12-06
哈尔滨轴承(2021年1期)2021-07-21
哈尔滨轴承(2021年1期)2021-07-21
学苑创造·B版(2020年5期)2020-07-06
航空学报(2020年5期)2020-06-03