
测量方法对奥氏体不锈钢熔敷金属中铁素体含量的影响
2022-10-15 02:27曹宇堃姜英龙李苏珊赵松柏
压力容器 2022年8期
曹宇堃,郭 枭,宋 北,姜英龙,李苏珊,赵松柏
(哈尔滨焊接研究院有限公司,哈尔滨 150028)
0 引言
奥氏体不锈钢具有足够的强度、韧性及优良的耐腐蚀和抗辐照损伤等特性,广泛应用于石油、石化、核电等行业中的压力容器、反应器、管道和阀门等关键装备与部件的制造。焊接作为主要的连接方式,是设备制造及安装的关键技术和重要环节[1]。不锈钢熔敷金属中存在的δ铁素体能提高熔敷金属的强度和抗晶间腐蚀性能,防止焊接热裂纹产生;但过多的δ铁素体就会造成σ相脆化和δ相选择性腐蚀[2-6]。总体而言,δ铁素体含量是奥氏体不锈钢焊材研制和应用性能评价的重要技术指标之一,而精准、可靠地测量铁素体含量是开展相关研究的基础与保障[7-9]。
常见的不锈钢熔敷金属中δ铁素体含量测量方法有金相法、图谱法和磁性法。金相法属于破坏性检验,通过直接观察金相试样中的δ铁素体来计算面积比,进而推算体积分数,该方法受试样选取位置及视场选择的影响较大,若所观测位置中δ铁素体含量或形态分布不均匀,则结果的重现性和精确度较差。图谱法通过计算材料中的镍当量和铬当量,以及对比经验图来间接获得δ铁素体含量,目前主流的方法为Schaeffler,Delong图和WRC-92图,方法简单,但所得结果对合金元素含量测量的准确性依赖度较高,且实际合金元素与δ铁素体含量的关系并非标准图示的线性关系,测量值与实际值必然存在一定偏差。磁性法通过奥氏体钢中的δ铁素体含量与钢的铁磁性成正比,采用专门的磁性测量仪可直接在焊件上或者焊缝上读出铁素体含量,是目前较为有效、精确度较高、操作简单快捷的方法,在焊材研制、焊接制造等单位均得到了广泛应用[10]。尽管实际操作中常用的金相法和磁性法均有相关的技术标准,但目前的标准中未考虑铁素体的三维形态是否对于测量结果有一定影响。本文同时采用金相法和磁性法,分别对手工电弧焊(SMAW)和钨极惰性气体保护焊(GTAW)两种焊接工艺下奥氏体不锈钢熔敷金属的3个相互垂直截面进行δ铁素体含量的测量,对比分析不同检测方法所得数据的差异。
1 试验材料和方法
1.1 试验材料
母材采用厚度为15 mm的Q235钢板。SMAW熔敷金属试样选用规格为∅4.0 mm的E308L焊条进行制备,GTAW熔敷金属选用规格为∅2.0 mm的ER308L焊丝进行制备。铁素体含量测量试样分别采用SMAW,GTAW两种焊接工艺,并按照GB/T 1954—2008《铬镍奥氏体不锈钢焊缝铁素体含量测量方法》中要求进行制备。两组熔敷金属试样均于平焊位置焊接8层,同时为避免母材稀释影响,控制焊接厚度大于20 mm,每道熔敷金属宽度不大于焊芯直径的4倍;熔敷金属顶面尺寸不小于100 mm×20 mm,道间温度小于100 ℃,采用空冷冷却。两种熔敷金属化学成分如表1所示。

表1 不锈钢熔敷金属成分
从熔敷金属表面制取铁素体测量试样,每种熔敷金属取3个试样进行测量,测量面尺寸不小于60 mm×10 mm,考虑到磁性法与金相法试验结果对比,磁性法测量的试样体积不大于10 mm3,因此,X,Y面的测量位置应控制在距Z面3 mm的范围内。取样位置及观察方向如图1所示。

图1 铁素体测量试样取样示意
1.2 试验方法
采用光学显微镜和铁素体测量仪,依据GB/T 1954—2008对图1中所示X面(与堆焊方向垂直的熔敷金属纵截面)、Y面(与堆焊方向平行的熔敷金属横截面)及Z面(与母材表面平行且远离母材表面一侧的熔敷金属横截面)的铁素体百分含量进行测定,由于标准中操作规程仅针对Z面,故X,Y面在进行铁素体含量测量时操作方法参考Z面。
图谱法首先采用荧光光谱仪对试样表面层进行化学成分分析,按照图谱法获得铁素体含量计算结果。
磁性法选用Feritscope FMP30铁素体含量测定仪,每种熔敷金属取3个试样,对每一个试样的测试面选取6个位置,每个位置各测5次数据,每个位置的铁素体含量取5次测量的平均值作为试样的测试结果,最终以6个位置的测试结果均值作为最终的铁素体含量结果。
金相法在顶面熔敷金属中心部位取样,每种熔敷金属取3个试样。对垂直于熔敷金属X,Y,Z三个方向的观测面分别进行研磨和抛光,制备完成后采用氯化高铁、盐酸水溶液进行腐蚀,并在金相显微镜下观察试样表面形貌,放大倍数选用500倍,在视场内用含有100个分度的直线切割到的铁素体相对量即为该视场内铁素体的相对含量,每个试样选择10个有代表性的视场,取其平均值作为该试样的铁素体含量。
2 试验结果及分析
2.1 图谱法
采用Delong图,根据熔敷金属的化学成分,分别折算成镍当量和铬当量,在组织图中查出熔敷金属组织的相组织和铁素体的含量。计算得出SMAW,GTAW熔敷金属试验材料中对应δ铁素体含量分别为6.9%和7.9%,如图2所示,图中纵坐标为Nieq,反映不锈钢熔敷金属组织奥氏体化程度;横坐标为Creq,反映熔敷金属组织的铁素体化程度[11-12]。
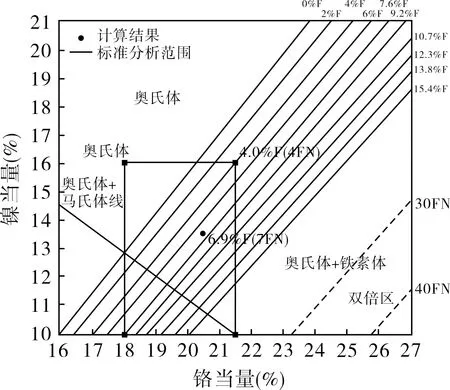
(a)SMAW
2.2 磁性法
Feritscope FMP30铁素体测定仪是采用磁导率测量原理,用脉冲电流通过带有铁磁芯的线圈与试验材料接触,通过评估试验材料的体积磁响应间接读出某一测点附近的铁素体体积与总体积的占比。所测得的SMAW,GTAW熔敷金属X,Y,Z三个面结果如图3所示。由数据统计结果可以看出,磁性法在试样3个方向上所测得的数据离散系数cv均较低,且3个方向均值差异不大,这表明磁性法的测量结果主要受测量点位置的影响;由于测量原理为体积法,熔敷金属中铁素体的三维形态及分布位置等因素并未对测量结果造成较大的影响,尽管在测量过程中被测试样会受到化学成分、晶格常数、铁素体组织形态分布等因素的影响[13-14],但是在不同的方向测量值偏差不大,在实际操作中,当试样加工及测量位置的统一性较好时,结果的重现性和准确性也较好。最终测得SMAW熔敷金属δ铁素体含量为8.5%,GTAW熔敷金属δ铁素体含量为10.2%。
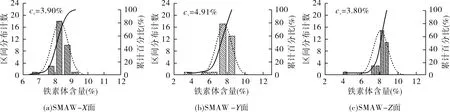
柱状图为实测数据统计结果,虚线表示数据区间分布规律,实线表示数据累计百分比。
2.3 金相法
金相法所测得SMAW,GTAW熔敷金属X,Y,Z三个面结果见图4。与磁性法测量结果相比,金相法在各个方向上的数据离散系数cv远高于磁性法,同时从金相法测量结果可看出,两组熔敷金属Z面的铁素体含量数据分散系数cv均低于X,Y面,最终通过金相法测得SMAW熔敷金属铁素体平均含量6.7%,GTAW熔敷金属铁素体平均含量7.0%。初步分析产生该结果的原因是焊接熔池凝固过程中铁素体受溶质元素扩散速率及母相奥氏体取向的影响较大,导致试样熔敷金属中的铁素体本身三维形态和在基体中分布的位置并不规则,从而对测量结果造成比较大的影响。

柱状图为实测数据统计结果,虚线表示数据区间分布规律,实线表示数据累计百分比。
由本试验所得测量结果可以看出,在Z向铁素体分布要比另外两个方向均匀,SMAW,GTAW熔敷金属X,Y,Z三个观察面的金相组织形态如图5所示。

图5 金相组织
由两种熔敷金属3个观察面的金相组织可以看出,在不同方向上的组织形态存在明显差异,X面上铁素体形态主要为蠕虫状,而在Y,Z面上则呈骨架状。这是由于焊接过程中温度场实时变化,晶粒虽以柱状晶的形式生长,但趋势各不相同,取向与散热最快方向一致的晶粒会优先长大,其他取向与最快散热方向不一致的晶粒会在中途停止生长[15-16]。相关研究得出[17],在X方向上由于熔池温度梯度与熔敷金属中心对称面平行,所以金相组织柱状晶特征明显;在熔敷金属的厚度方向,由于熔池的轮廓与此方向并不平行,熔敷金属内的柱状晶生长方向与熔敷金属层存在着一定的夹角,因此在Z方向的切面上无法呈现出柱状晶的形态。
由以上现象可以看出,由于不锈钢熔敷金属的组织形态因焊接扰动和过程因素的影响,凝固态的熔敷金属组织中铁素体形态通常为各向异性,金相法在各个视场内δ铁素体分布及形态不均匀,结果受所取试样和选取视场的位置影响较大,应综合考虑放大倍数、视场位置,选择合适的测量方法以减少该方法中的不利影响,提高测量结果的可信度。除此之外,由于受视场选取及取样位置等因素的影响,由面积比累计的铁素体含量结果无法完全还原铁素体在基体中的真实占比,所以金相法所得的结果普遍小于磁性法。
3 结论
(1)通过磁性法测得的铁素体试样3个方向数据离散系数cv值均远小于金相法所测得数据。金相法所测得试样Z面的数据分散系数cv均低于X面和Y面。针对同一试样三种方法数据存在一定差异,金相法和图谱法所得的结果普遍小于磁性法。
(2)奥氏体不锈钢熔敷金属属于各向异性的组织,由于测量原理为体积法,磁性法结果受测量方向的影响较小,具有同一位置所测得的数据稳定性高、结果区间分布相对均匀的优势,对奥氏体不锈钢熔敷金属铁素体含量能够进行相对精确测量且便于现场检测,推荐用于实际工程操作。
(3)金相法由于测量原理为δ铁素体占总体面积比,受熔敷金属组织中铁素体形态及分布特征影响较大,所取试样和选取视场的位置对结果影响较大,应综合考虑放大倍数、视场位置,以减少该方法中的不利影响,提高测量结果的可信度。
猜你喜欢
金属热处理(2022年9期)2022-10-21
金属热处理(2022年9期)2022-10-21
电焊机(2022年8期)2022-09-09
金属热处理(2022年8期)2022-09-05
金属热处理(2022年4期)2022-04-19
金属热处理(2022年1期)2022-03-15
焊管(2022年1期)2022-02-11
发明与创新·小学生(2019年11期)2019-08-11
科技信息·中旬刊(2018年5期)2018-10-21
军事文摘·科学少年(2017年4期)2017-06-20
