
含脱胶缺陷塑料内胆纤维缠绕气瓶热激励方式研究
2022-10-15 01:59彭泽军朱晓磊
压力容器 2022年8期
卢 军,刘 彪,彭泽军,朱晓磊,徐 亮,陈 明
(1.武汉市锅炉压力容器检验研究所,武汉 430000;2.南京工业大学 机械与动力工程学院,南京 210000)
0 引言
塑料内胆纤维缠绕气瓶相对于传统金属钢制气瓶而言,具有质量小、刚度好以及抗疲劳性能好等诸多优点,将会是气瓶未来的主要发展方向之一[1-2]。气瓶属于《中华人民共和国特种设备安全法》依法监管的特种设备之一,需定期接受国家核准的特种设备检验机构进行检验检测。根据国家市场监督管理总局最新发布的2021年全国特种设备安全状况的通告数据显示,我国在用气瓶数量高达2.02亿只[3]。通过对现有的复合材料气瓶日常使用中出现的损伤模式进行统计,主要有脱胶、磨损、分层、裂纹、内胆内凹等缺陷。在我国现行的标准NB/T 47013—2015《承压设备无损检测方法》中所收录的15种无损检测方法,对于塑料内胆纤维缠绕气瓶的所含各类型缺陷均无法很好地检出。诸多文献研究表明,红外检测对于含缺陷的复合材料气瓶有着良好的检测效果。并且在热激励方式的选取、最佳热激励温度以及最佳红外检测时间都取得了诸多研究成果。例如丁克勤等[4]研究发现采用气瓶内部热水激励的红外检测效果良好,更适合复合材料气瓶分层缺陷的红外检测;刘彪等[5]设计试验装置,对含分层缺陷塑料内胆气瓶进行红外检测试验,试验结果表明红外检测方法对分层缺陷有着很好的检出效果。ZHENG等[6]采用改进后的脉冲红外热成像方法对碳纤维复合材料试样进行无损检测,热激励方式为闪光灯加热,红外相机拍摄图像,采集试验数据。试验结果表明:脉冲红外检测方法更适合复合材料的无损检测,尤其对于复合材料中非常薄的缺陷和近表面缺陷有一定的检出效果。但对于尺寸较小的缺陷未能拍摄到清晰的红外图像。
本文通过研究蒸汽加热、气密增压、冷水加热3种不同的热激励方式下,含脱胶缺陷塑料内胆纤维缠绕气瓶的传热规律,为后续红外检测的工程应用提供借鉴。
1 不同热激励方式
1.1 红外检测原理
红外检测技术是基于红外辐射原理,即温度在绝对零度(-273 K)以上的物体,都会因为自身的分子热运动辐射出红外线,该过程称为红外热辐射[7-8]。红外检测技术是采用不同的热激励方式对被检物体的所含缺陷进行激发,热流在被检物体中传递,当遇到缺陷后,热量的传导将不连续,从而影响被检物体向外辐射能量的情况。由红外辐射原理可知,物体向外辐射能量的大小决定着物体的温度,辐射能量大小的变化也因此导致物体外表面的温度场发生变化。红外热像仪接收到被检物体的红外信号,将被检物体外表面的温度分布图以热像图的形式表现出来,被测物体表面温差越大,热像图中显示有缺陷的位置颜色就越明显,就越容易辨别。还可以通过红外热像仪拍摄到的图片进一步分析缺陷的大小、位置、形状等。
因此,在进行有限元分析及红外检测试验时,提取含脱胶缺陷塑料内胆纤维缠绕气瓶外表面的最大温差,用来衡量红外检测效果的质量。
1.2 蒸汽加热试验
塑料内胆纤维缠绕气瓶在定期检验前,需进行介质置换和内部蒸汽吹扫,以去除瓶内残质、油污。目前市场上塑料内胆纤维缠绕气瓶的内胆多采用高密度聚乙烯材料制作,该材料耐高温耐腐蚀且力学性能良好。试验过程中的蒸汽热激励温度是一个动态变化的过程,初始出来的蒸汽温度主要在130 ℃左右小范围波动,时长在100 s左右,良好的红外检测效果基本也在100 s左右就可以得到,时间相对较短。随着气瓶受热时间增长,蒸汽温度稍微下降,为了观察气瓶传热的完整规律,延长试验时间,可以观察到有缺陷处和无缺陷处温度趋于一致,红外检测逐渐难以发现。110~130 ℃的常压蒸汽加热法提供内部热激励,蒸汽为气瓶内部提供稳定热源,在热传导过程中,由于分层、脱胶等缺陷与正常瓶体的传热系数存在差异,从而在外表面反应出不均匀的温度场,进而在外表面对缺陷部位进行红外检测。人工制造含脱胶缺陷的复合材料气瓶(见图1)时,由于是采用提前预埋的方式,造成缠绕层内部的分离,其缺陷特征更符合脱胶。由预埋铂电阻模拟的脱胶缺陷(见图2),具有缺陷形状规则、缺陷高度较高的特点,通过该模拟缺陷的红外检测试验(见图3),分析该方法的可行性与灵敏性。

图1 人工缺陷塑料内胆缠绕气瓶
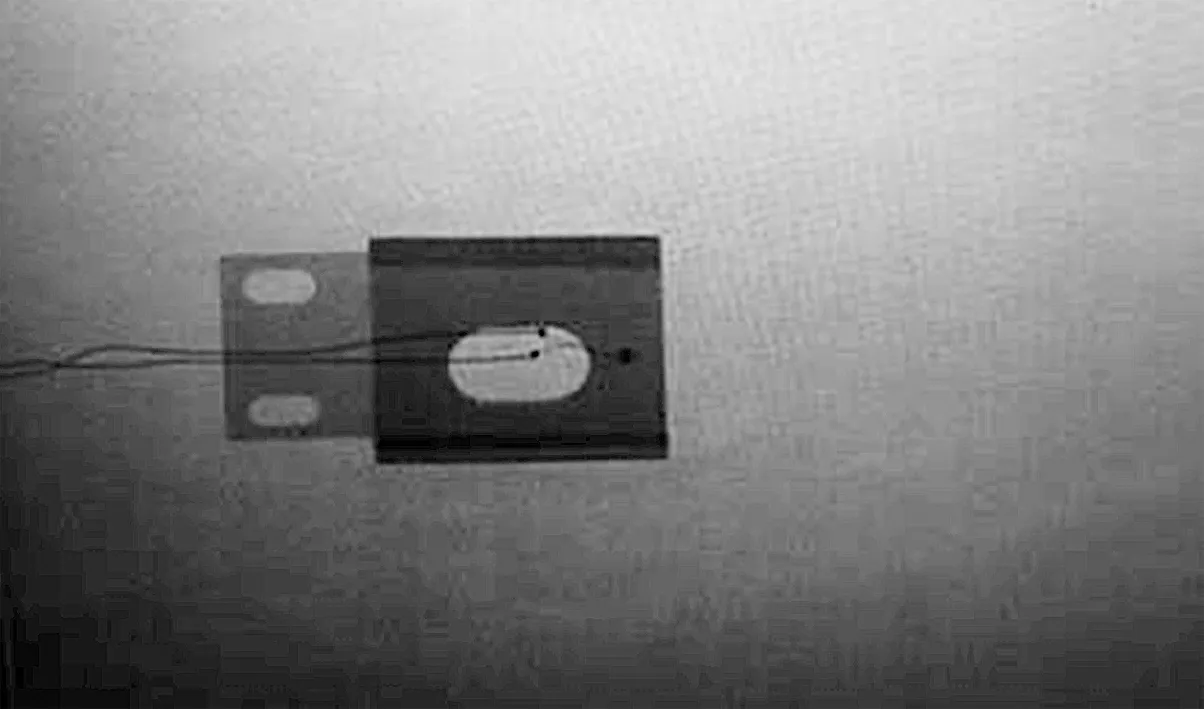
图2 复合材料气瓶预埋脱胶缺陷DR影像图
本次试验采用的是FLUKE公司的Ti450型红外热成像仪,其相关参数如表1所示,红外检测试验条件参数如表2所示。

表1 Ti450型红外热成像仪相关参数
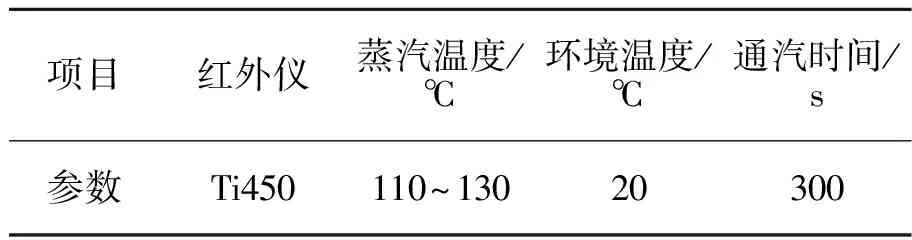
表2 红外检测试验条件
从试验结果可以看出,采用蒸汽加热方法,对于塑料内胆纤维缠绕气瓶进行脱胶缺陷检测效果明显,呈现过度不均匀的低温区。
从外表面升温开始逐步出现温差(见图4),60 s后热像图开始明显显示缺陷相对位置和面积(见图5),具备检测条件,300 s停止供气后,热像图温度场中低温区域较为明显,截止检测时间300 s。随着试验时间的增加,气瓶外表面温度逐渐均匀化(见图6)。
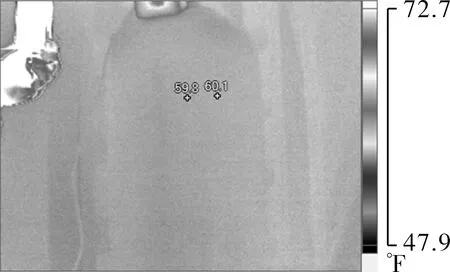
图4 通入蒸汽1 s
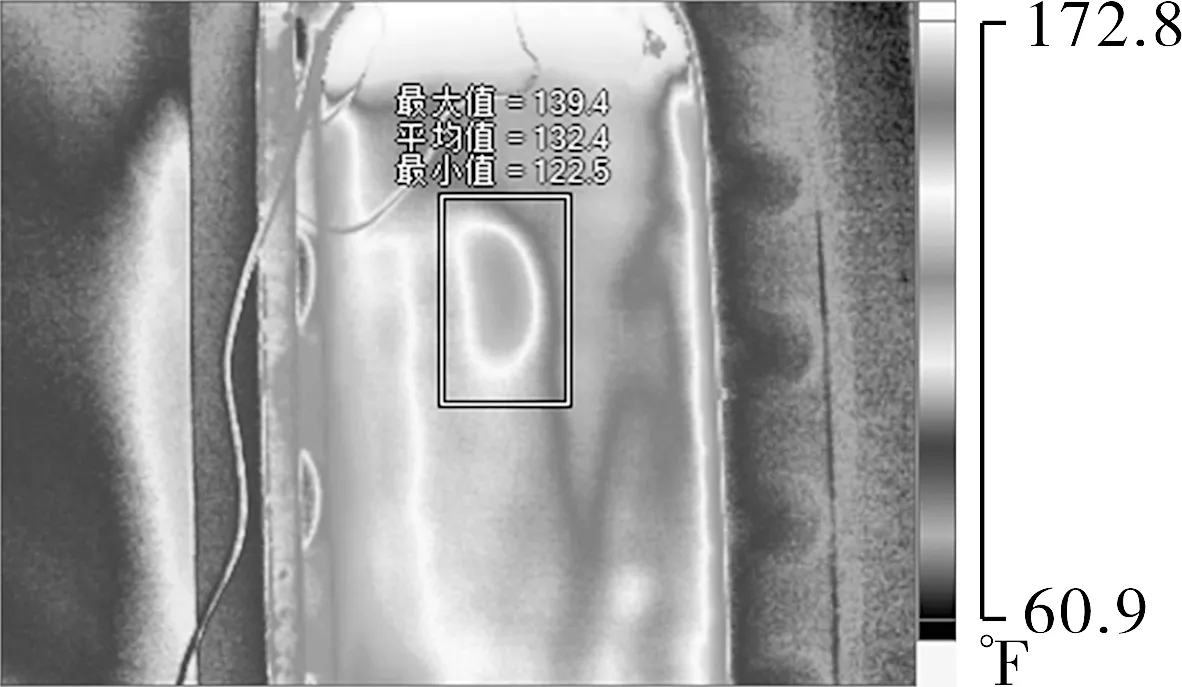
图5 缺陷清晰显示(60~300 s)
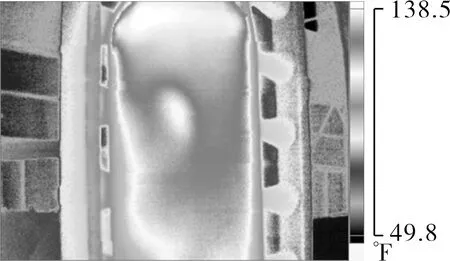
图6 气瓶外表面温度均匀化
1.3 气密增压试验
气密增压过程中,瓶内气体随着压力的增加而温度上升,与瓶外常温环境形成内外温差,从而增强缺陷处的温度大小差异,便于红外检测。塑料内胆纤维缠绕气瓶在更换新阀后,需进行气密试验检查,将气瓶增压至公称工作压力后保压进行气密试验检查,在气瓶增压后、检查前的时机,可作为红外检测时机,通过气瓶内介质增压升温来为气瓶提供内部热激励。红外检测试验条件参数如表3所示,试验装置如图7所示。
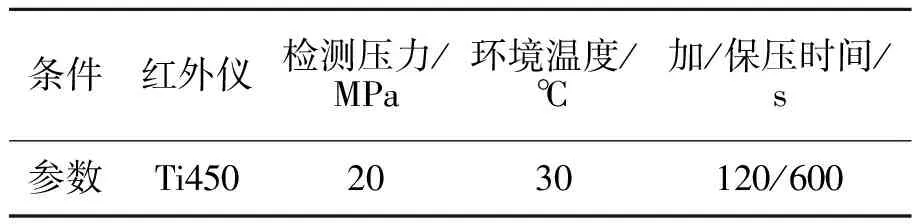
表3 红外检测试验条件
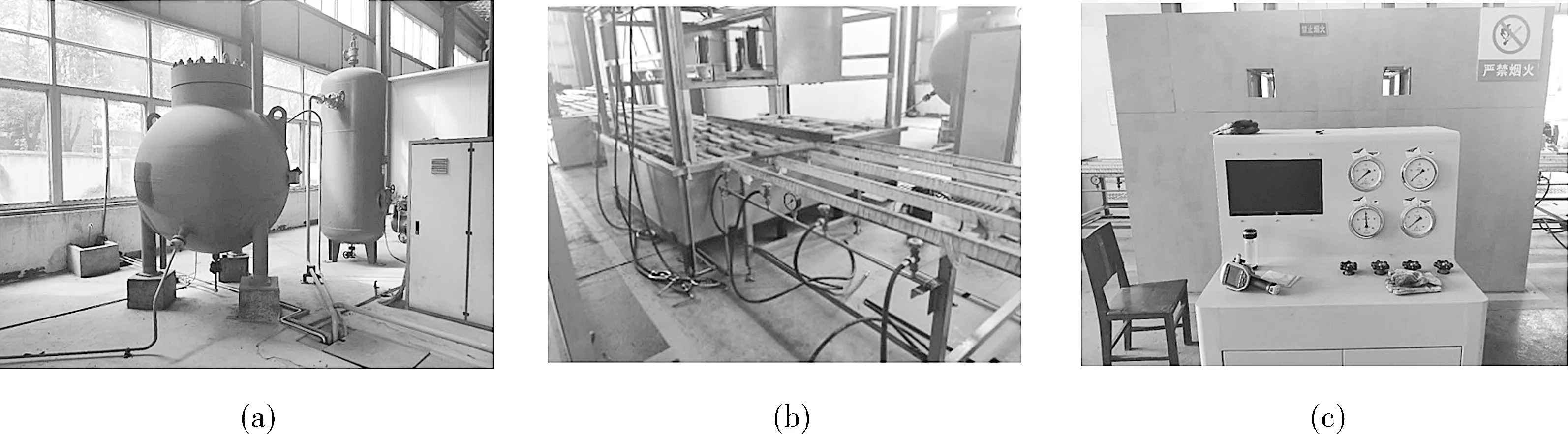
图7 气密增压热激励红外检测试验装置
从图8~10可以看出,脱胶缺陷均有明显显示,呈现过渡不均匀的低温区。升压过程大约持续2 min,从外表面升温开始逐步出现温差,2 min后开始保压,热像图缺陷温差效果明显,开始具备检测条件,保压10 min内,外表面温度升至拐点后开始下降,随后热像图温度场区域均匀化,缺陷轮廓模糊,缺陷显示不明显。
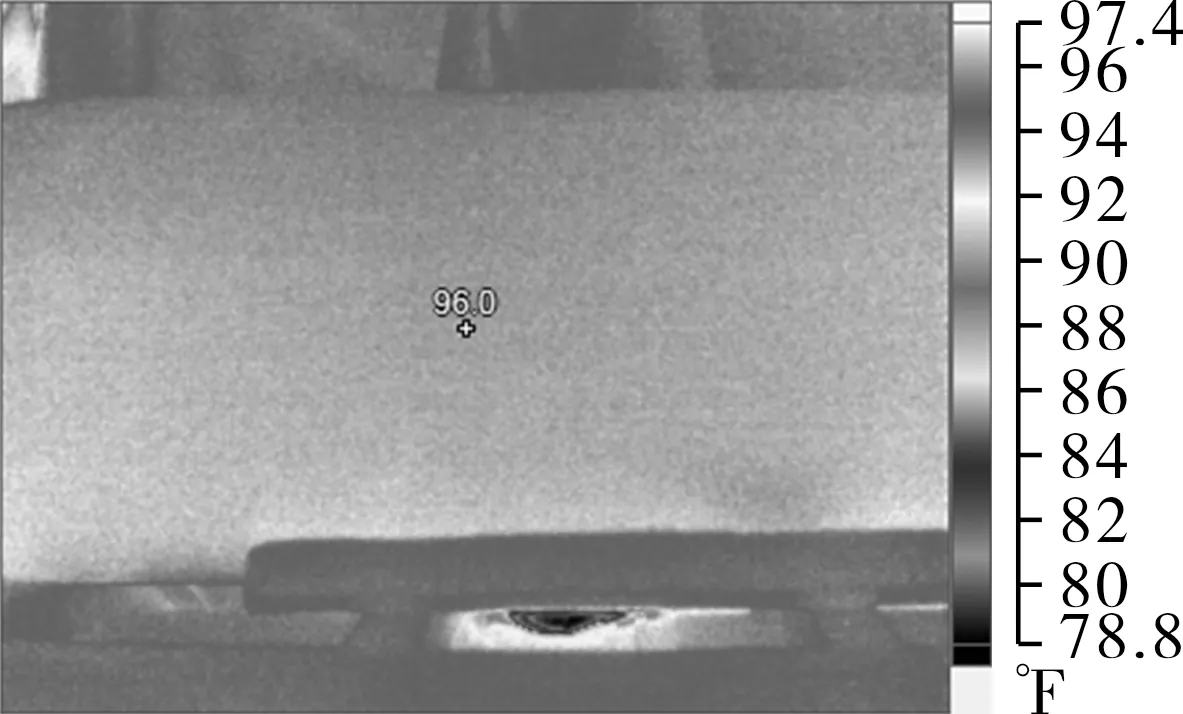
图8 通入空气1 s
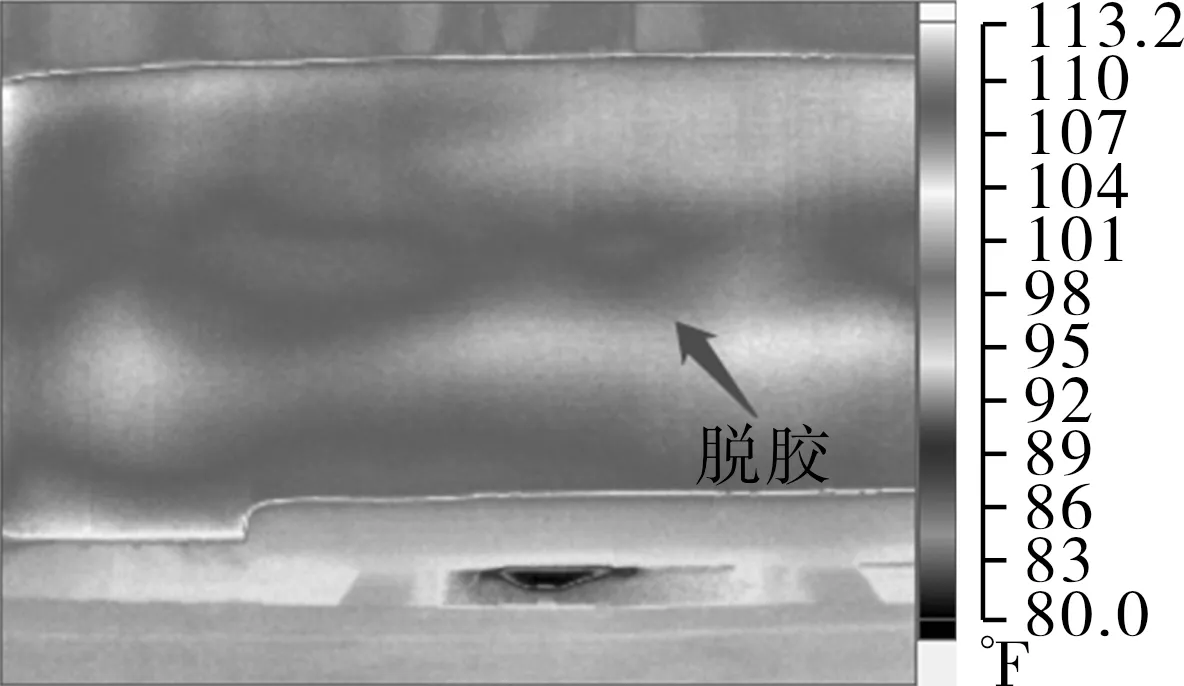
图9 缺陷清晰显示(300~600 s)
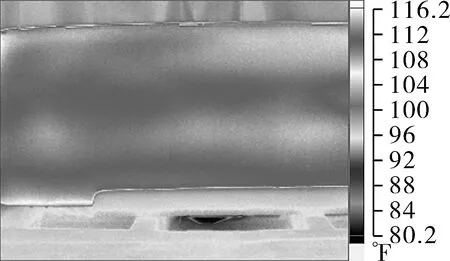
图10 气瓶外表面温度均匀化示意
1.4 冷水加热热激励试验
受气瓶瓶口和阀门直径影响,实际热水充装过程缓慢,导致气瓶底部最先受热传热,气瓶传热过程是随着瓶内液位的上升而发生相对应的变化,热激励过程中气瓶受热不均匀,影响红外检测。采用冷水加热法可以解决上述问题。利用水压试验前后气瓶注满水液过程,向瓶内插入蒸汽导管通蒸汽,使水液均匀升温。红外检测试验条件参数如表4所示。
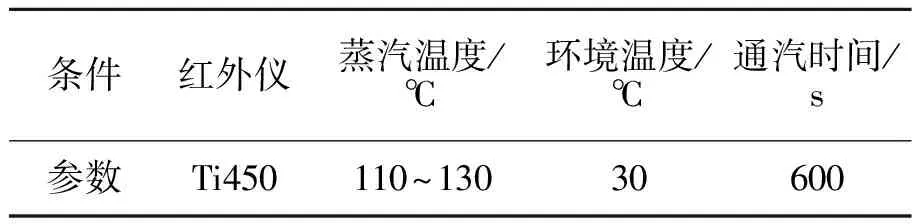
表4 红外检测试验条件
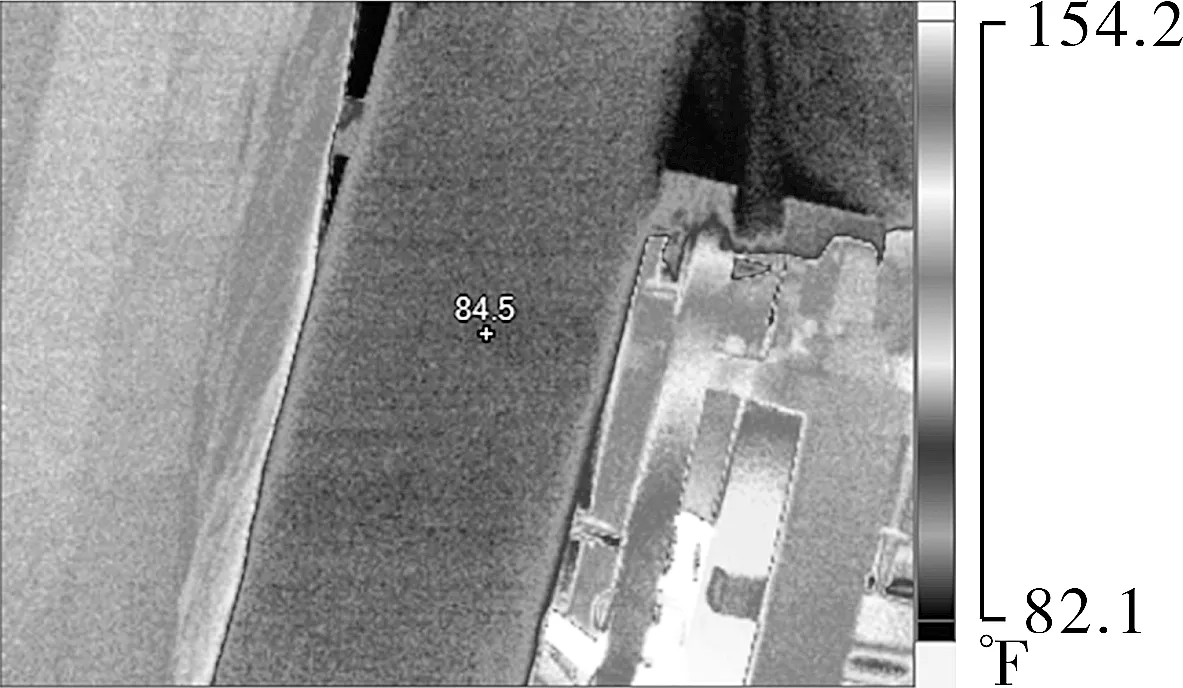
图11 冷水中通入蒸汽1 s
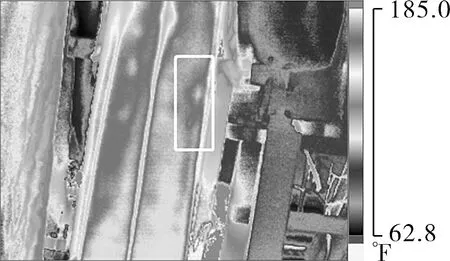
图12 缺陷清晰显示(200~600 s)
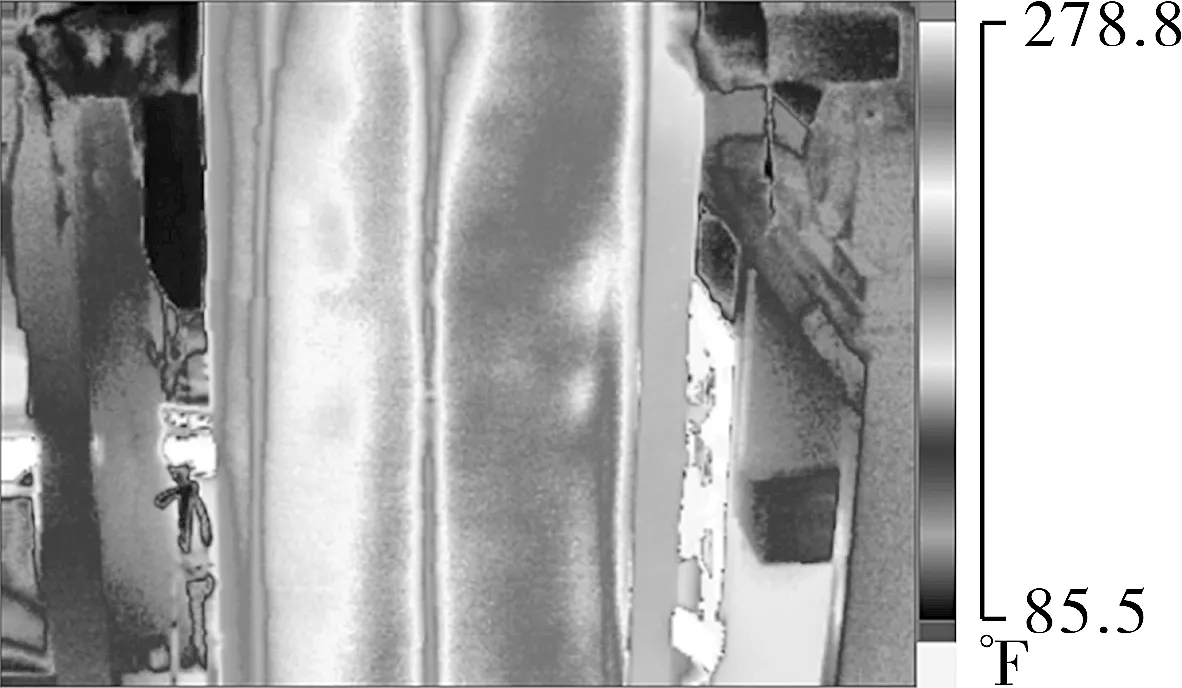
图13 气瓶外表面温度均匀化示意
从图11~13可以看出,脱胶缺陷均有明显显示,呈现过度不均匀的低温区。其出现时机略早于脱胶缺陷。从外表面升温开始逐步出现温差,200 s后热像图温度效果明显,开始具备检测条件,600 s停止加热后,热像图温度场中低温区域依然明显,仍具备一定检测条件。
1.5 不同热激励方式对比
通过表5的试验数据对比可以看出,对于含脱胶缺陷的塑料内胆纤维缠绕气瓶,采用蒸汽加热的热激励方式,具有最佳检测时机快、温差大、试验过程安全、操作简单等诸多优点,整体效果最优。
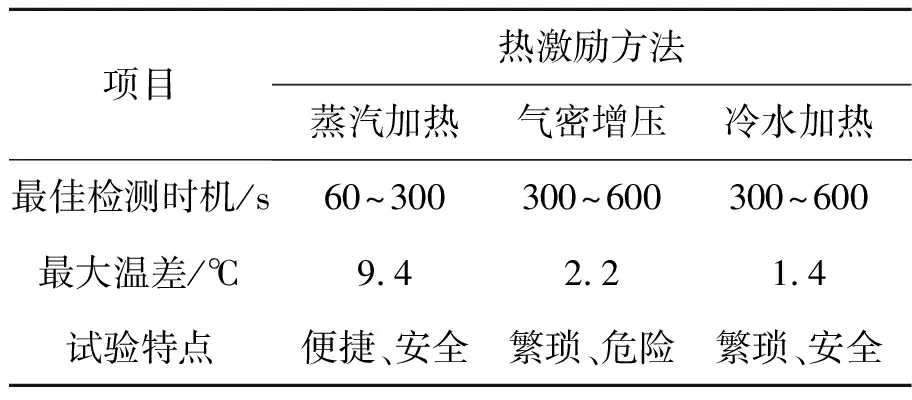
表5 不同热激励方式对比
2 不同蒸汽热激励温度
2.1 几何模型及材料参数
含脱胶缺陷塑料内胆纤维缠绕气瓶几何模型及材料相关热物性参数如图14和表6,7所示。
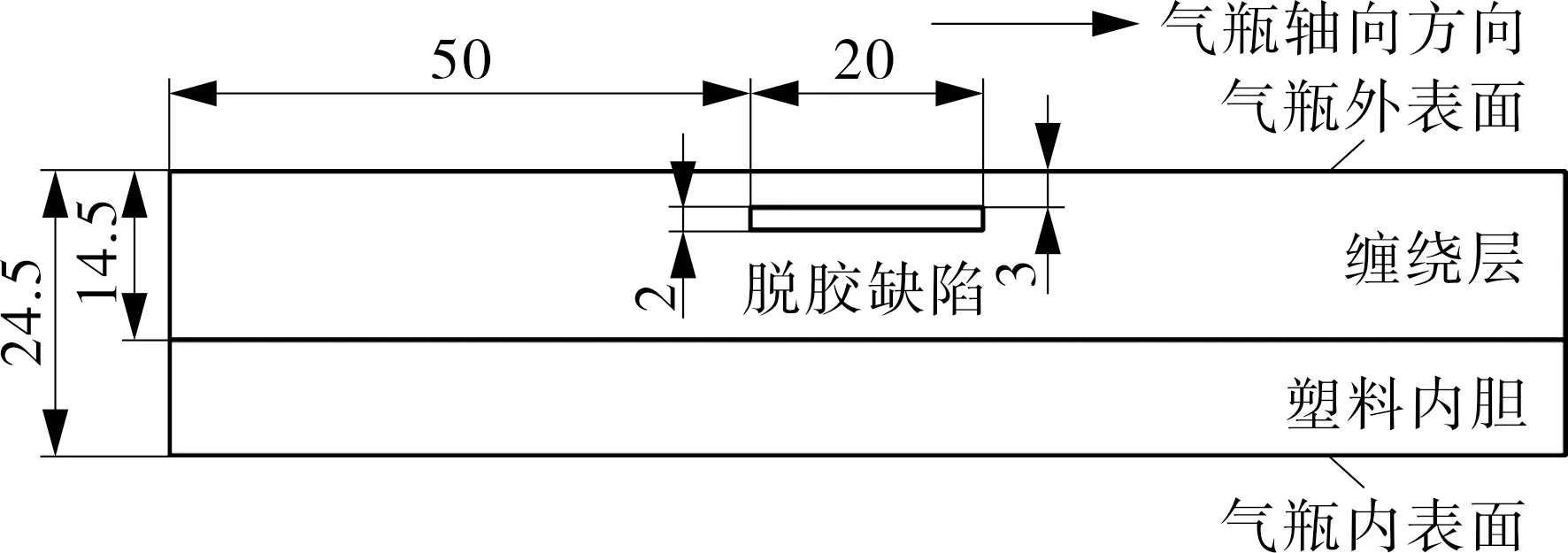
图14 脱胶缺陷尺寸大小及所处位置
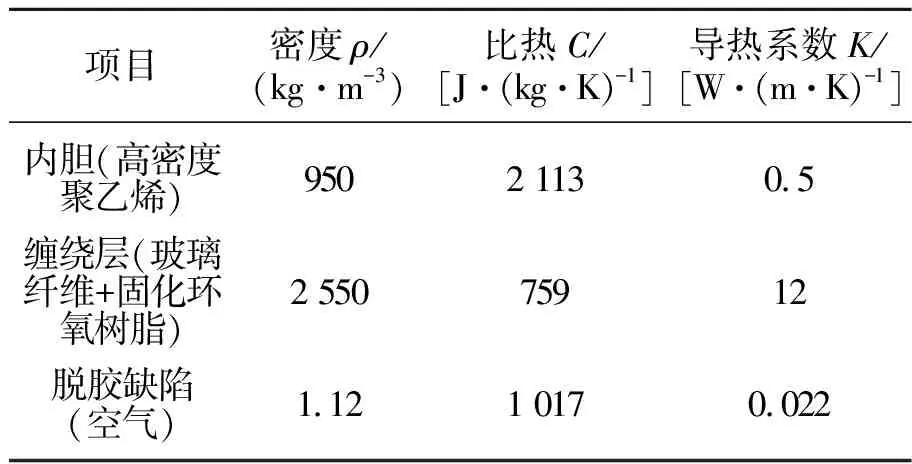
表6 含脱胶缺陷塑料内胆纤维缠绕气瓶热物性参数
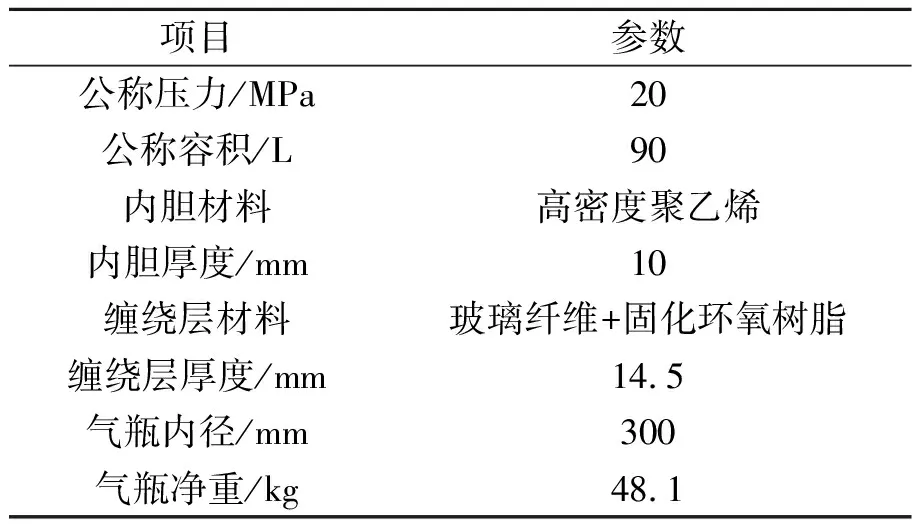
表7 塑料内胆纤维缠绕气瓶相关参数
2.2 有限元分析模型
由传热学理论[9]可知,当气瓶的纵向长度远大于气瓶的厚度时,可认为气瓶在内部热源的作用下,主要沿着气瓶的厚度方向进行。并且由于塑料内胆纤维缠绕气瓶是轴对称结构,本文主要研究含脱胶缺陷塑料内胆纤维缠绕气瓶在瓶内热源激烈的作用下,热量在气瓶厚度方向的传热过程。因此,只需建立含脱胶缺陷塑料内胆纤维缠绕气瓶纵切面的二维平面有限元模型即可。关于有限元分析模型的建立参考文献[10]。
3 结果及讨论
分别采用不同温度的蒸汽在气瓶内部进行热激励,热激励温度依次为100,110,120,130,140,150 ℃。研究含脱胶缺陷塑料内胆纤维缠绕气瓶在不同热激励温度下气瓶的传热规律和气瓶外表面的最大温差规律。传热时间为120 s,有限元计算结果绘制如图15所示,为气瓶在不同温度的蒸汽热激励下,外表面轴向方向的最大温差与传热时间之间的变化规律。
由图15可以看出,在相同的传热时间下,随着蒸汽温度的增加,气瓶外表面最大温差依次增大,并且增大幅度基本一致。同时,随着传热时间的增加,气瓶外表面最大温差依次增大,温差的增长率先增大,后减小,说明随着传热时间的继续增加,气瓶外表面最大温差增加得越来越缓慢。根据红外检测试验观察发现,Ti450红外检测仪在拍摄温差大于2 ℃的界面时,缺陷显示效果很好,红外热像仪拍摄到的图片清晰地辨认缺陷的形状及大小,有着良好的检测效果。因此,当蒸汽温度为100~150 ℃时,传热时间为50~70 s时,气瓶开始进入到最佳红外检测时机。
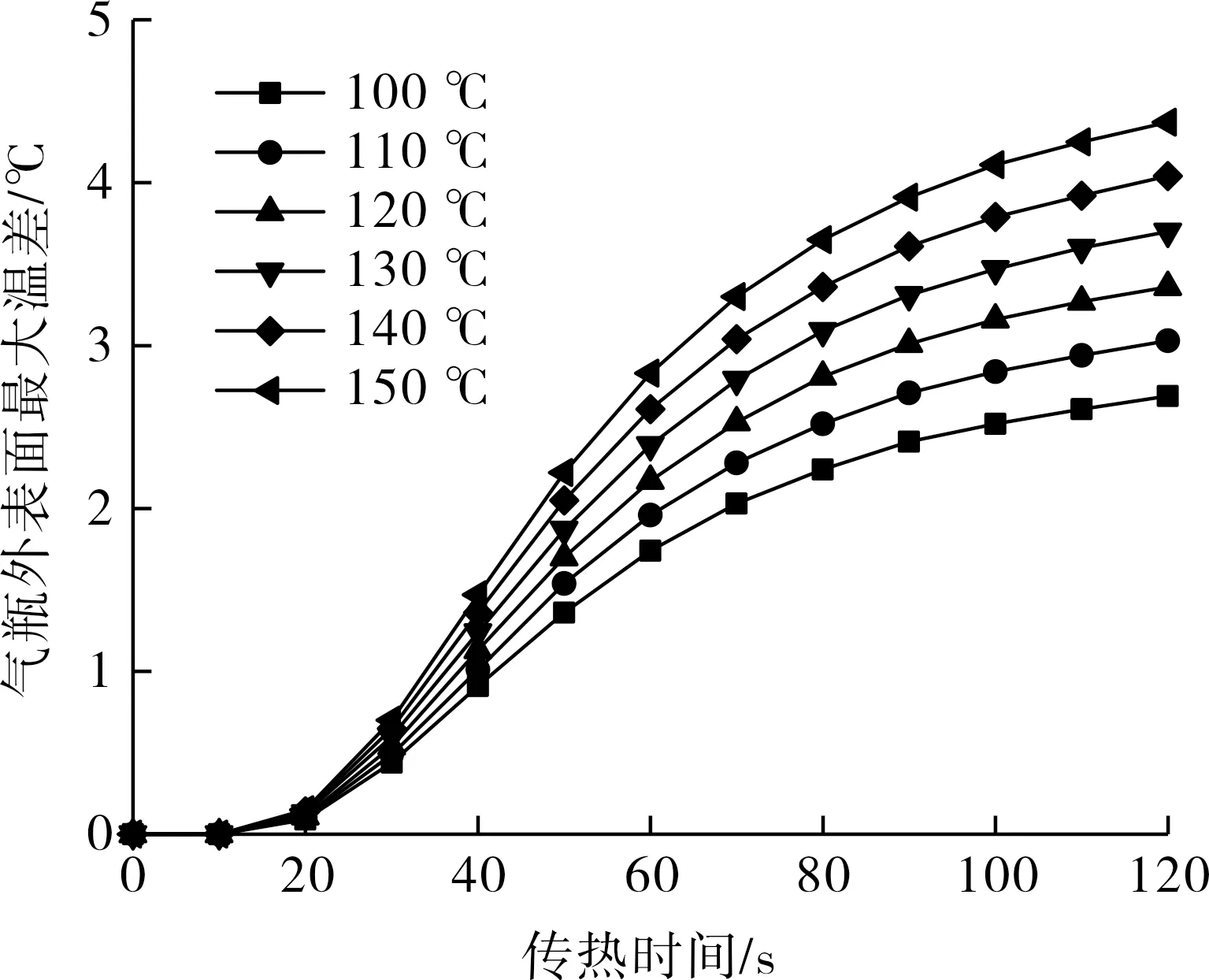
图15 不同温度蒸汽热激励时气瓶外表面最大温差与传热时间关系曲线
图16为气瓶在150 ℃的蒸汽热激励下,传热时间为120 s时,气瓶外表面轴向方向的温度分布图。可以看出,脱胶缺陷对应的外表面温度要明显低,最低温度出现在缺陷中心对应的气瓶外表面。这主要是因为脱胶缺陷的夹层里是空气,其热传导系数要比缠绕层的传热系数小,脱胶缺陷处会阻碍热量向外传递,因此脱胶缺陷对应的外表面温度要低。气瓶外表面出现温度差,为含脱胶缺陷塑料内胆纤维缠绕气瓶的红外检测提供了理论基础。
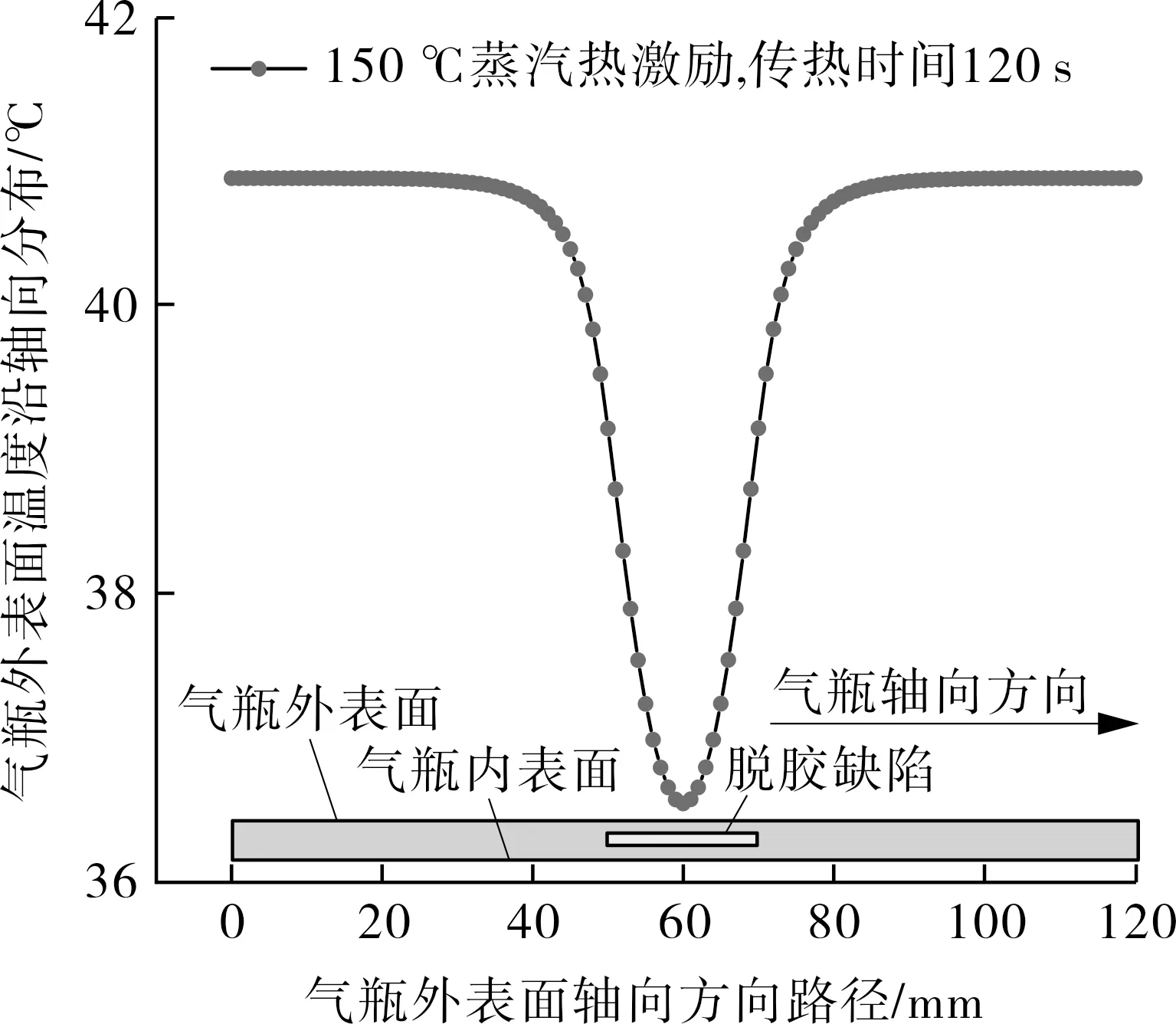
图16 气瓶外表面轴向方向温度分布
4 结论
(1)对于含脱胶缺陷塑料内胆纤维缠绕气瓶,采用蒸汽加热的热激励方式整体效果要优于气密增压和冷水加热。
(2)在相同的传热时间下,随着蒸汽温度的增加,气瓶外表面最大温差依次增大,并且增大幅度基本一致。
(3)随着传热时间的继续增加,气瓶外表面最大温差增加得越来越缓慢;当蒸汽温度为100~150 ℃,传热时间到50~70 s时,气瓶开始进入到最佳红外检测时机。
猜你喜欢
家庭医药·快乐养生(2022年5期)2022-05-20
家用电器(2022年4期)2022-04-25
东坡赤壁诗词(2022年1期)2022-02-25
小资CHIC!ELEGANCE(2021年40期)2021-11-08
少儿科技(2021年2期)2021-05-17
儿童故事画报·发现号趣味百科(2019年4期)2019-05-10
劳动保护(2018年8期)2018-09-12
劳动保护(2018年1期)2018-03-24
劳动保护(2014年1期)2014-01-02
中学科技(2006年1期)2006-03-23
