
谈分段钻对印制板上短槽质量的改善
2022-02-08 08:08谢斯文
印制电路信息 2022年12期
谢斯文
(福建蓝建集团有限公司工程部经理,福建 福州 350000)
1 背景
随着电子产品多功能化,小型化,轻量化的趋势发展,相应PCB产品密度越来越高,槽孔也越做越小。由此加大了PCB厂商的制作难度。
短槽一直都是机械加工的难点之一,短槽在生产过程中主要存在槽孔毛刺,槽孔缩短,偏位,甚至变形。这使许多PCB厂家不得不通过减少叠板数来保证槽孔质量。但是减少叠板数量较大地降低了产能,且不能从本质上改善短槽的质量,只是减少了缺陷。
为此结合原理分析及大量实验数据,得出一种可以很大程度地改善短槽质量,且效率降低不多的方法。
2 基础理论及分析
短槽定义为槽长L小于两倍槽宽W的,槽定义为短槽(如图1所示:L<2W)。

图1 槽孔钻孔方式图
槽孔现阶段钻孔方式:按1→2→3→4→5顺序钻出方式完成。
若为短槽则第一个孔与第二个孔相交。当钻完第一孔后,钻第二个孔时,第一个钻孔留下的空洞区阻力小而使第二个孔往第一个孔偏移,加上钻头旋转方向的反作用力,最终造成短槽缩短偏移(如图2,图3所示)。

图2 二个孔间空洞与受力图
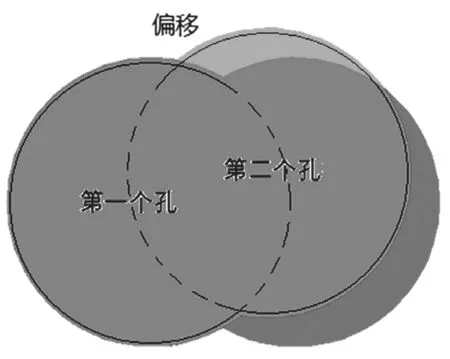
图3 短槽偏移图
3 改善方法及实验部分
3.1 补偿钻槽程序方法
根据原理分析得出短槽偏移规律(缩短及图3中显示的上偏移),为纠正偏移及缩短量,我们将钻槽程序进行拉长及反向偏移。
选取0.8 mm×1.4 mm的槽孔,板厚1.6 mm,三片一叠进行实验。
实验一:钻槽程序未做任何改变(如图4所示),结果见表1所示。

表1 实验一结果表

图4 钻槽程序图
由实验一结果得出的数据与理论分析数据相符,因此我们得出反向补偿来中和偏移缩短量。
实验二:中和面板,中间板、底板三者的缩短值及偏移值对钻槽程序进行拉长及反向补偿(如图5所示),结果见表2所示。
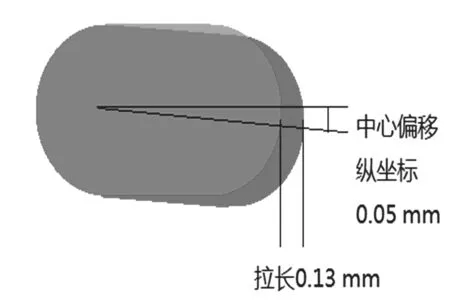
图5 补偿钻槽程序图

表2 实验二结果表
从实验二得出结论:钻孔程序上将短槽拉长及反向偏移可以让短槽控制在公差范围内,但是面板与底板间的差距仍然较大,仍然存在稳定性不足。为此我们需要缩小面板与底板间的差距。
从原理上分析钻头下探过程中阻力变大,钻孔直径也随着偏移量会加大,也意味着底板的偏移量会大于面板。导致面板与底板偏移量相差较大。
虽然我们按实验二的数据对程序做出的反向的拉伸量,但仍然存在钻孔叠板数越多,同一批次板的面板、底板差异较大的情况。为减少差异,显而易见的就是减少钻头下探深度,减少深度意味着减少叠板数。但减少叠板数是所有厂家都无法接受的。
3.2 分段钻方法
为解决差异而产生了分段钻的思路(。所谓分段钻就是把同一叠板分成几段钻,这样减少了钻头下探深度,来改善叠板之间的差异。分段钻参数如图6所示。

图6 分段钻参数图
为此进行分段钻实验(钻孔机台的参数可以设置控制分段数,第一进刀深度、抬刀高度,第二次进刀深度……)。
实验三:实验二中是为了让面板、中间板、底板都控制在公差内,选择了中和面板、中间板、底板三块板的偏移参数。我们选择面板的缩短值及偏移值对钻槽程序进行拉长及反向补偿(如图7、表3所示)。

表3 实验三结果表
图7 分段钻的补偿钻槽程序图
实验三的结果:面板、中间板、底板均控制在公差范围内,且三组数据偏差很小,稳定性相对较高。
从而得出结论短槽拉长及反向偏移可以让短槽控制在公差范围内,分段钻孔能缩小面板与底板间的差距。二者结合可以较为完善地改善短槽的质量。
4 结语
短槽一直都是机械加工的难点之一,通过诸多实验得到了利用钻孔程序偏移量加上机械钻机台设置分段钻参数来改善短槽缩短,偏位、变形等质量问题,改善效果尤为明显。目前我司短槽异常大幅减少。
本文仅在方法上进行论述,具体偏移量跟短槽的宽度,长度不同而不同,我公司经过大量的实验总结了适合本厂的偏移参数(由于各厂钻机,钻头等参数不同则偏移量也不同,在此未做阐述)。分段钻参数设置与板厚,叠板数等相关,在此未做明确阐述。
分段钻的思路不仅仅改善短槽的质量,此方法可以扩散至钻大圆孔,钻大槽孔等因为受力不均导致的面板与底板的偏移量较大的情况中。
猜你喜欢
印制电路信息(2022年3期)2022-04-08
地理空间信息(2022年3期)2022-04-01
印制电路信息(2022年1期)2022-01-22
石油勘探与开发(2021年2期)2021-06-07
印制电路信息(2020年11期)2021-01-11
中国煤层气(2019年4期)2019-11-23
计算机辅助工程(2018年4期)2018-10-09
自然资源遥感(2018年3期)2018-09-04
制造技术与机床(2017年7期)2018-01-19
制造技术与机床(2017年10期)2017-11-28
