
常压灭菌工艺对食用菌培养料质量性状 及子实体产量的影响
2018-07-31 12:23钱琼秋陈再鸣
浙江农业科学 2018年7期
陈 青,陈 天,钱琼秋,陈再鸣*
(1.浙江省农业技术推广中心,浙江 杭州 310058;2.上海浩泽净水科技发展有限公司,上海 201206; 3.浙江大学 农业与生物技术学院,浙江 杭州 310058)
随着食用菌 “机器换人”产业趋势的兴起,菌袋集约化生产得到快速发展。目前,浙江省香菇、木耳等菌袋集约化生产量已超1亿袋,占全省食用菌总生产量的1/4,成为食用菌生产方式转型的支点之一[1]。但这种新兴产业模式尚存在诸多急需解决的关键技术问题,目前的研究多集中在菌种、培养料配方和栽培条件控制等方面,如张介驰等[2]研究了发菌温度对黑木耳菌丝和子实体生长的影响,认为适当低温发菌有利于黑木耳产量和品质的提高;马瑞霞[3]研究了不同配方培养料对白灵菇生长发育和产量的影响。根据食用菌生物学特性,菌丝体营养和生殖生长高度依赖于其培养料的理化和生物性状,陈青等[4]研究认为,秀珍菇培养料的理化性状与其菌丝营养和生殖生长相关性强,对培养料全面质量性状与子实体形成的相关性方面进行系统研究,有助于解决菌袋生产中存在的标准缺陷等瓶颈制约难题,尤其是香菇、木耳等菌袋的集约化生产,常规工艺普遍采用聚乙烯长袋装袋和常压灭菌法,虽然此法投资较少、设施简单,但耗时耗能,加上每次灭菌数量大、过程控制经验化,往往造成因灭菌环节失控引发的微生物厌氧发酵,导致培养料营养分解、pH下降、微生物次生代谢有害物质积累,致使料袋劣变,对接种后菌丝营养和子实体生长带来负面影响,造成不同程度的生产安全隐患。针对上述问题,作者进行了培养料常压灭菌工艺对香菇、木耳菌袋质量性状变化与菌丝生长和产量的相关性研究,旨在为困扰食用菌菌袋集约化生产中高效灭菌难题提供解决方案。
1 材料与方法
1.1 材料
1.1.1 品种
所用黑木耳品种为916,香菇品种为L808。均来自浙江大学食用菌研究中心。
1.1.2 培养基配方
黑木耳试验配方为阔叶树木屑86.6%,麸皮10.7%,碳酸钙2%,石灰0.7%,含水量(53±1)%。
香菇试验配方为阔叶树木屑78%,麸皮20%,石膏2%,含水量(62±1)%。
1.2 方法
1.2.1 黑木耳试验
培养料配制。按配方将各配料加水后用搅拌机进行充分混合,用规格为15 cm×55 cm的聚乙烯塑料袋装料,湿重1.7~1.8 kg·袋-1。装袋全程在拌料后2 h内完成。
料袋灭菌处理设计。采用木耳料袋集约化制作时的主流常压灭菌工艺。以灭菌时料袋的不同堆叠方式设计2个处理,试验组(T1)处理为周转架堆叠方式,对照组T2(CK1)处理为料袋直接墙式堆叠。2组处理的灭菌料袋数量均为单柜1万袋。预备试验先测定2组处理从灭菌起始至料袋升温到100 ℃(料温中心温度)所需的时间,结果T1为2 h,T2为12 h。同时预备试验还设计了料温升到100 ℃为灭菌计时点,每6 h检测一次料袋灭菌后的菌落总数,以此作为正式试验时的灭菌标准参数。最后确定的灭菌程序为:T1处理组2 h升温至100 ℃,100 ℃保温12 h,冷却至80 ℃结束,T2处理组12 h升温至100 ℃,100 ℃保持72 h,冷却至80 ℃结束。以上每组处理设置3次重复,每个重复数为90袋。
接种、培养及出耳管理。各组料袋同时接种固体栽培种(常规三级制种法制种),20~25 ℃培养,观察菌丝萌发,每7 d测量菌丝营养生长情况,直到菌丝满袋后结束。菌袋后熟完成,进行刺孔、催耳和排场、露地栽培,管理同常规。记录采收日期和各潮产量。
1.2.2 香菇试验
培养料配料、装袋。按配方将各配料加水后用搅拌机进行充分混合,用规格为15 cm×55 cm的聚乙烯塑料袋装料,湿重1.9~2.0 kg·袋-1。装袋全程在拌料后2 h内完成。
料袋灭菌处理设计。采用香菇料袋集约化制作时的主流常压灭菌工艺。以灭菌时料袋的不同堆叠方式设计2个处理,试验组(T3)处理为周转架堆叠方式,对照组T4(CK2)处理为料袋直接墙式堆叠,2组处理的灭菌料袋数量均为单柜1万袋。预备试验先测定2组处理从灭菌起始至料袋升温到100 ℃(料温中心温度)所需的时间,结果T3为4 h,T4为11 h。同时预备试验还设计了料温升到100 ℃为灭菌计时点,每6 h检测一次料袋灭菌后的菌落总数,以此作为正式试验时的灭菌标准参数。最后确定的灭菌程序为:T3处理组4 h升温至100 ℃,在100 ℃保温24 h,冷却至80 ℃结束,T4处理组11 h升温至100 ℃,在100 ℃保持60 h,冷却至80 ℃结束。以上每组处理设置3次重复,每个重复数为90袋。
接种、培养及出菇管理。各组料袋同时接种固体栽培种(常规三级制种法制种),20~24 ℃培养,观察菌丝萌发,每7 d测量菌丝营养生长情况,直到菌丝满袋后结束。菌袋后熟、转色,统一脱袋出菇,管理同常规,记录采收日期和分期产量。
1.2.3 理化性状检测
各组灭菌后的料袋随机抽样3袋,作为测定各项理化指标的样品。样品经50~60 ℃风干10 h,粉碎后作为待检测样品。以四分法取混合样品,一半作物理分析,另一半作化学分析。
参照文献[5]方法,测定容重、通气孔隙度、吸水能力(含水量)和化学指标EC、pH值、粗蛋白、粗纤维、可溶性碳水化合物等理化指标。其中粗蛋白含量测定采用凯氏定氮法(丹麦FOSS-8500全自动凯氏定氮仪),纤维素测定用丹麦FOSS-FT350仪,可溶性碳水化合物采用差减法,EC值用BANTE520型EC计、pH 值用PHS-3C型pH计测定。
1.2.4 生物性状检测
菌丝萌发率检测。采用液体菌种萌发法。液体菌种培养所用种源同1.1.1节的固体栽培种所用种源。培养基为PDA去除琼脂后的液体培养基。培养条件为24 ℃、120 r·min-1、96 h。接种前,采用TTC法进行菌种活力检验。检测时,取1.2.1节和1.2.2节灭菌后的料袋,无菌操作接入用三角瓶摇床发酵制备的液体菌种,每袋接种量为10 mL。(23±2) ℃培养,观察菌丝营养生长情况。重复3次,每次5袋。
培养料菌落总数和细菌残留检测。参照文献[6]方法,取1.2.1节和1.2.2节灭菌后的培养料样品各10 g,制成10~106稀释液,然后取104~106倍的稀释液0.1 mL,涂布平板,32 ℃培养48 h。菌落总数按细菌和真菌合计,细菌采用结晶紫单染法进行菌体形态观察。
1.3 数据处理与统计
数据处理采用DPS统计分析软件,用Duncan新复极差法进行多重比较。
2 结果与分析
2.1 对培养料理化性状的影响
不同常压灭菌工艺对黑木耳和香菇料袋培养料理化性质影响见表1。物理性状方面, T1、T3培养料的容重和含水量均比相应的对照组T2、T4略有增大,而通气孔隙度均呈现减小现象。化学性状方面,试验组T1、T3的EC值分别为5.5和5.1 mS·cm-1,与其相应的对照组也基本相同;pH指标在黑木耳培养料T1组为6.0,T2组为4.5,香菇培养料T3组为5.8,T4组只有4.4,这二种培养料的试验组与对照组均呈现出显著性差异,从感官上有明显的酸臭味。从营养成分的变化看,T1、T3的粗蛋白、碳水化合物含量比与其相应的对照组T2、T4高,而粗纤维含量二者差异较小。

表1 不同灭菌处理培养料理化指标
常规配制食用菌培养料时,只对碳含量、氮含量、碳氮比、含水量、pH等指标有比较明确的要求,而忽视对培养料的物理、化学和生物等综合性状的检测。根据真菌菌丝生物学特性,培养料综合质量性状会与菌丝营养生长和生殖生长密切相关,三者之间不可偏颇。容重、孔隙度反映了培养料的持水率和透气性,而这一特性又与菌丝营养生长和生殖生长高度相关。EC在植物基质检测中是常用指标之一,一般适宜的植物基质电导率为≤3.5 mS·cm-1,食用菌培养料的EC值往往高于植物基质,这是由于食用菌菌丝代谢需要较高的营养成分,但过高的EC也会抑制菌丝的代谢[7]。结果也表明,不良的灭菌工艺会导致培养料理化性状的劣变,从而抑制菌丝生长。
2.2 对培养料生物指标的影响
对黑木耳和香菇二种料袋的灭菌预备试验获得的培养料进行了菌落总数检测,结果见表2。从结果可见,T1、T3试验组培养料灭菌彻底所需的时间为12和24 h,比对照T2、T4分别缩短了54和36 h。这种实验料袋之间菌落总数变化的差异,主要是实验组与对照组料袋在灭菌升温阶段所需的时间长短不同造成。实验组(T1、T3)在料袋堆叠方式上用周转架代替对照组(T2、T4)的墙式堆叠法,使料袋间空隙增加,提高了蒸汽的穿透性,缩短了料袋灭菌升温时间,从而避免了料袋在35~65 ℃的中高温区间芽孢杆菌的大量繁殖,因此料袋中菌落总数少,灭菌所需的时间也相应缩短。

表2 常压灭菌不同时间培养料的菌落总数 个·皿-1
注:料袋温度达到100 ℃开始计时。
料袋菌丝萌发率检测是检验培养料质量的重要生物指标。萌发试验所用的液体菌种在接种前均采用TTC法进行活力测试,菌丝活力良好。表3结果显示,T1、T3试验组料袋接种后菌丝萌发率为100%,而T2、T4组的料袋菌丝萌发率分别只有10.7%和15.2%。菌落总数检测表明,T1、T3试验组料袋无细菌感染,而T2、T4组的料袋则残留了大量的未经杀灭的芽孢杆菌,镜检结果显示,芽孢杆菌种类至少在4种以上。据分析,芽孢杆菌的厌氧发酵会导致培养料营养丧失、生物毒素积累和pH的下降,使培养料产生劣变,抑制菌丝营养生长,严重影响子实体的产量和质量。因此,料袋生物性状是培养料质量控制的重要指标之一。
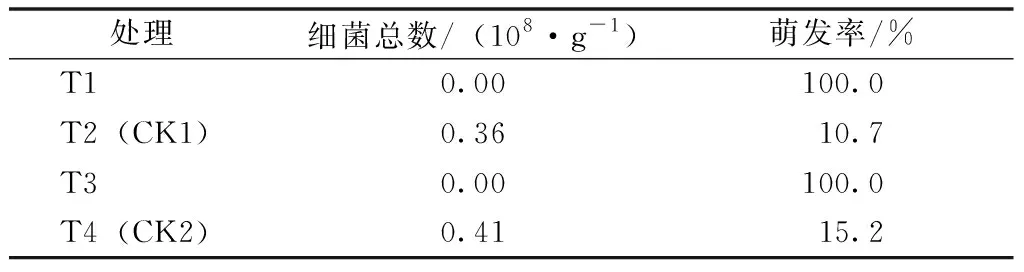
表3 不同灭菌处理培养料的生物指标
2.3 对菌丝营养生长的影响
2.3.1 黑木耳
黑木耳料袋接种后,经20~25 ℃培养,测量和比较菌丝营养生长情况。从T1和T2组菌丝营养生长速度看,T2组料袋接种后菌种萌发时间为48 h,菌丝满袋时间为49 d,平均生长速度为0.96 mm·d-1,而T1组料袋接种后菌种萌发时间为24 h,菌丝满袋时间为43 d,平均生长速度为1.04 mm·d-1,比对照提前6 d发满全袋,同时,T1菌丝比T2浓白、粗壮。从菌袋成品率统计,T1组菌袋接种成品率99.5%,T2的菌袋成品率只有89.0%,二者差异明显。
2.3.2 香菇
香菇料袋接种后,经20~24 ℃培养,测量和比较菌丝营养生长情况。从菌丝营养生长速度看,T4组料袋接种后菌种萌发时间为48 h,菌丝满袋时间为55 d,平均生长速度为0.85 mm·d-1,而T3组料袋接种后菌种萌发时间为24 h,菌丝满袋时间为49 d,平均生长速度为0.96 mm·d-1,比对照提前6 d发满全袋。从菌丝形态观察,T3菌丝比T4浓白、粗壮。从菌袋成品率统计,T3组菌袋接种成品率99.7%,T4的菌袋成品率只有92.0%,二者差异明显。
本实验结果说明,黑木耳、香菇的培养料随着灭菌时间的延长,料袋的理化、生物性状劣变,导致菌种萌发减慢、抗性下降,菌丝生长速度也减慢。分析认为,培养料良好的理化、生物性状与菌丝营养生长呈高度正相关性,尤其是pH、萌发率等2个指标,能正确反映培养料的特性与菌丝营养生长的关系,因此,可作为培养料制作的重要技术参考指标。
2.4 对子实体产量的影响
2.4.1 黑木耳
菌袋满袋后,进行刺孔、催耳和排场,露地栽培出耳,结果见表4。实验菌袋在第49天刺孔,第58天排场出田,至第212天出耳结束,共采收5潮木耳。其中第1潮木耳采收时间,T1为104 d,T2为115 d,T1比T2提早11 d。从各潮次产量比较分析,统计冬耳和春耳二个阶段的产量情况,T1冬耳共采收3潮,产量49.5 g(干耳),比T2的2潮、28.0 g,增产76.8%。从总产统计,T1比T2增加28.9%。由于木耳栽培中,冬耳品质明显优于春耳,加上市场消费因素,一般冬耳的价格也明显高于春耳,所以,提早出耳、增加冬耳比例,对提升黑木耳栽培的经济效益关系重大。从本试验看,灭菌工艺会对黑木耳出耳周期和产量产生较大的影响,因此,集约化菌袋生产中必须提高对这一工艺环节的认知。
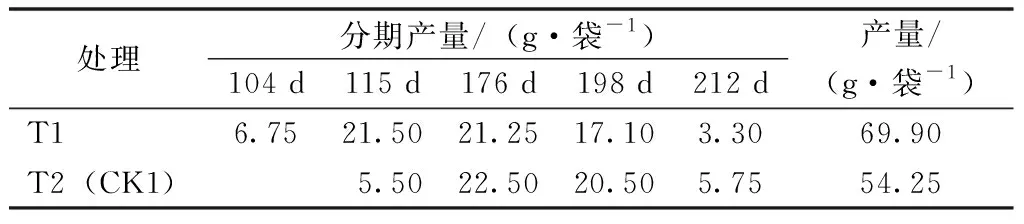
表4 不同灭菌工艺对黑木耳产量的影响
2.4.2 香菇
菌袋满袋后,进行后熟、转色、脱袋和栽培出菇,结果见表5。试验菌袋在第120天脱袋出菇,至第205天出菇结束,共统计3潮菇。从采收时间分析,T3和T4的3潮菇均在同一时间采收,说明二者菌袋菌丝的成熟度较一致,无明显差异;从总产量比较,T3为720 g(鲜菇),较T4的670 g增产7.5%,无统计学上的差异;再进一步从分期产量看,T3组的前2潮菇总产量为380 g,而T4组为320 g,T3比T4增产18.8%,说明T3组的香菇产量在早中期较高,而T4的菌袋后期出菇相对较多。由此分析,新工艺灭菌由于提高了料袋的质量,促进了菌丝的营养生长,使菌丝在出菇前较多地积累了养分,提高了前期的产量。这与对黑木耳的影响趋势一致。
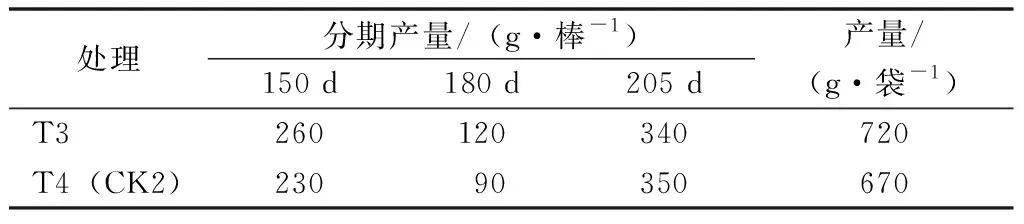
表5 不同灭菌工艺对香菇产量的影响
3 小结与讨论
食用菌培养料的作用除了提供菌丝生长所需营养外,还作为菌丝的固定物,它影响着菌丝生长过程的传质、传热和代谢功能,继而与栽培产量和质量有着高度的相关性[8]。所以,培养料的质量性状(包括物理、化学和生物性状)的控制尤为重要。研究分析,质量性状除与配方使用的各种原料有关外,配制过程也是一个重要环节,而灭菌工艺是配制过程中质量关键控制点,它会对培养料的各种质量性状指标产生重要的影响。
培养料的物理性状中,料的颗粒大小、容重、孔隙度等影响着菌丝的生物量积累、氧气的供给和二氧化碳的移出率;同时,含水量对菌丝营养和生殖生长影响巨大,良好的培养料要求没有游离水且水活度在0.6~0.7,这样既适合食用菌菌丝的生长,又可以排除其他杂菌的污染[9]。化学性状中,除了碳源、氮源等主要营养成分,EC反映了培养料的可溶性盐(主要由有机酸盐和无机盐等组成)的含量,也是对菌丝产生抑制作用的主要因素之一。根据资料,植物基质的适宜EC范围是≤3.5 mS·cm-1,食用菌培养料适宜的EC范围还未见报道,本研究结果显示,正常常压灭菌后培养料的EC在5.4 mS·cm-1左右,料袋厌氧发酵会使其EC值增大,从而导致菌丝营养生长受到抑制[10]。pH也是影响菌丝生长的重要指标之一。大部分食用菌菌丝适宜的pH在6.5~7.0[11],但灭菌会降低培养料的pH,正常情况下下降范围在1.5~2.0,所以在培养料配制时,往往需要添加石膏、碳酸钙和石灰等缓冲物质以提高培养料的起始pH至8.0~8.5,这样灭菌后的培养料pH可以保持在合适的范围内,满足菌丝生长发育的需要。本实验的香菇、木耳菇种,其料袋集约化生产中,由于采用常压灭菌技术,往往出现培养料灭菌前,料袋装袋后等待灭菌时间超过4 h,这就导致培养料在灭菌前和灭菌开始的起始阶段产生厌氧发酵,这种发酵程度在35~65 ℃达到高峰,厌氧芽孢杆菌大量繁殖,pH迅速下降到4.0~4.5,同时还伴随着其他理化和生物指标的劣变,继而严重影响子实体的产量并诱发病虫害,造成生产事故,这是目前集约化菌袋生产中急需解决的问题。
本实验用料袋周转架代替墙式堆叠,确定单柜1万袋料袋常压灭菌标准程序,其中,木耳料袋灭菌程序为:2 h升温至100 ℃,100 ℃保温12 h,冷却至60 ℃结束;香菇料袋灭菌程序为:4 h升温至100 ℃,在100 ℃保温24 h,冷却至60 ℃结束。新工艺不但与现有菌袋生产工艺相衔接,将木耳和香菇的灭菌工效分别提高了83.3%和60.0%,还有效提升了料袋的质量性状,达到降低成本安全生产的综合效果,在实际生产中有较大应用价值。
猜你喜欢
乡村科技(2021年17期)2021-12-05
中国食用菌(2021年10期)2021-11-04
农家之友(2020年5期)2020-06-28
山西农业科学(2020年5期)2020-05-19
农机使用与维修(2020年3期)2020-04-07
科学种养(2018年5期)2018-06-21
现代农村科技(2018年11期)2018-01-18
科学种养(2017年8期)2017-08-10
天津农业科学(2017年5期)2017-05-15
江苏农业科学(2016年8期)2017-02-15
