
超超临界锅炉过热器连通管焊接接头开裂原因分析与处理
2018-03-19 09:19:28王文涛马艳丽
电焊机 2018年1期
陈 明 ,王文涛 ,董 鹏 ,马艳丽
(1.华电电力科学研究院,浙江 杭州310030;2.中国能源建设集团山西电力建设第一有限公司,山西 大同 037008)
0 前言
某在役发电厂的锅炉为上海锅炉厂生产的超超临界参数变压运行直流炉,采用四角切向燃烧方式,为一次中间再热、单炉膛平衡通风、固态排渣、露天布置、全钢构架的∏型直流炉。锅炉型号SG-2037/26.15-M626。机组2012年投产,运行约3万h。1号锅炉在检修过程中,对过热器连通管与集箱对接焊口进行MT检测时发现有裂纹(见图1),经全面检测发现该管系中共有4道焊口存在裂纹。连通管及集箱材质均为12Cr1MoVG,三通为φ457×φ457×φ457×75的热压三通,连通管规格φ457×75,焊接方法为TIG+SMAW,焊丝牌号TIG-R31,焊条牌号R317。

图1 支管侧HAZ凹槽及裂纹
12Cr1MoVG钢属珠光体耐热钢,热强性和持久性较高,广泛应用于电力行业[1],焊接工艺也较为成熟。但近年来多家电厂的锅炉连通管焊接接头都出现裂纹,且大多出现在三通焊缝靠近支管侧的HAZ,运行时间从几千h到几万h均有发现,亚临界机组和超临界机组均有。为了预防因焊口开裂引起机组非停,必须加强对12Cr1MoVG三通焊口质量的监督。随着电力行业快速发展,大量机组相继投产运行,根据国内的基建工艺来看,将会有多台机组出现或已出现类似情况,所以有必要研究该类裂纹的成因及修复工艺。
1 裂纹产生原因
1.1 材质光谱分析
采用便携式光谱分析仪分别分析4道开裂焊口材质,母材和焊缝金属化学成分结果如表1所示。焊条R317的化学成分如表2所示。A和C为两侧母材,B为焊缝金属,经分析母材及焊缝金属成分均符合标准要求。
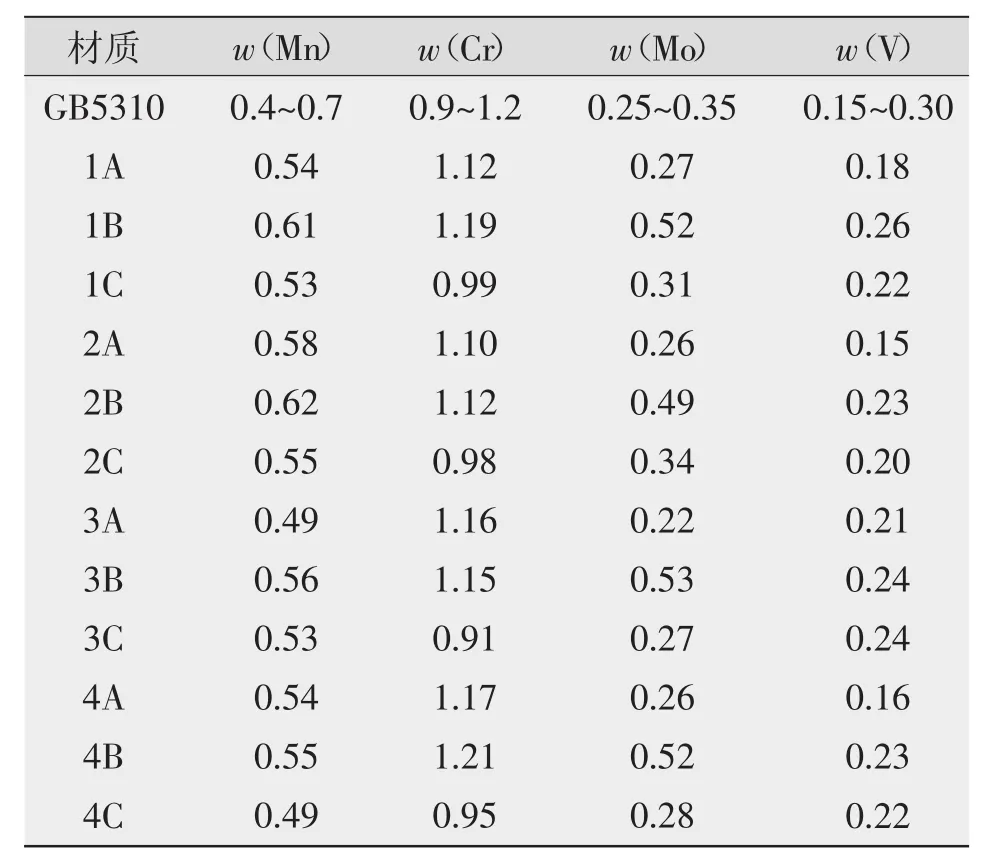
表1 母材及焊缝的化学成分%

表2 焊条R317的化学成分%
1.2 宏观分析
裂纹形貌如图2所示。裂纹均位于三通支管侧的HAZ粗晶区,连通管侧熔合区未见开裂,扩展方向与焊缝平行,呈纵向分布,最长裂纹约130 mm,深度约5~15 mm,裂纹由外表面向内壁扩展。开裂处的晶粒粗大,裂纹形状不规则,主裂纹呈断续状延晶扩展延伸,支裂纹延伸到细晶区终止,具有典型的再热裂纹特征。
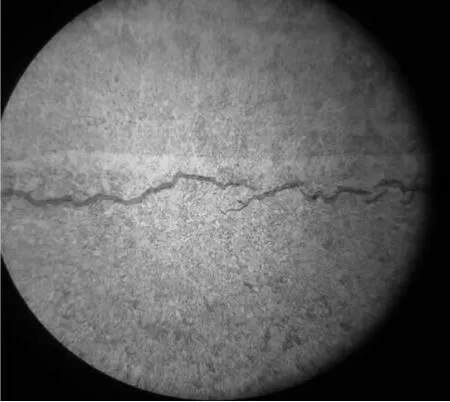
图2 裂纹形貌
1.3 焊接及热处理工艺
12Cr1MoVG钢焊接性能良好,但在一定条件下也具有一定的裂纹倾向[2]。预热温度偏低、焊接热输入偏大、焊缝强度偏高以及焊后热处理参数的影响极易形成再热裂纹[3]。
三通支管焊口是按直管对接焊接工艺执行,未采取专项措施。三通焊口与直管对接焊口不同,预热及焊后热处理时焊缝两侧是非对称传热,因三通支管较短(约100 mm)及其结构特点,支管侧加热宽度无法满足工艺要求的300 mm;三通主管下半部分装有成排的接管座,不利于安装履带式加热器,且易加快散热,若未采取专项措施则会导致:(1)预热温度偏低,接头强度升高,塑韧下降;(2)焊后热处理时温度达不到设定值,使得应力消除不彻底;(3)温度分布不均匀,产生较大的附加热应力,焊后热处理无法使之释放,最终在焊接接头中保持下来。该类接头不仅存在30℃的内外壁温差,还有40℃的周向温差。应力计算结果表明,加热区域有较大的热应力,其中支管最大Von Mises应力为182 MPa,该最大应力均位于三通肩部近焊缝金属处[4]。
当锅炉运行时,管系整体处于500℃以上的工作温度中,而12Cr1MoVG钢再热裂纹形成的敏感温度区间为500~700℃[5]。焊接接头在该运行温度下引起应力松驰,产生塑性变形,当应力集中区域的塑性变形量εp超过该处材料的临界塑性变形能力εc时会产生再热裂纹[6-7]。塑性变形量εp主要取决于应力大小及集中度,临界塑性变形能力εc主要取决于晶粒大小。
近15年火电行业井喷式发展,建设单位为了尽快回收成本并赢利,不断压缩工期,导致施工单位只能通过抢工期来完成施工进度。此外,部分施工单位按当日完成焊口数结算工资,焊工为了完成焊口数量最大化,不按工艺执行,私自采用大热输入施焊。大的热输入量易粗化HAZ粗晶区晶粒,增大晶界的应变,降低临界塑性变形能力εc,从而增加再热裂纹倾向[8]。
由金相分析可知,HAZ组织为贝氏体,未见铁素体,HAZ组织中5%~8%的铁素体能降低再热裂纹的敏感性,贝氏体HAZ组织再热裂纹敏感性较高[9],表明焊接工艺及热处理不良。
由上述分析可知,支管接头HAZ晶粒粗大,存在焊接残余应力及热处理温度不均形成的应力,接头所处工况在12Cr1MoVG钢再热裂纹形成的敏感温度区间为500~700℃。
1.4 三通结构应力
在管系中三通是结构不连续、承受应力较大的元件,是管系中的薄弱环节。常见的三通种类为焊制三通、挤压三通、锻造三通和铸造三通4类,不同类型的三通有不同的结构特征,结构应力也不同。该管系中三通为热压三通,由热压三通制作工艺可知,支管高度均较低,约100 mm。锅炉运行过程中三通在受内压力轴向力作用时,最大应力部位发生在三通肩部的内外侧和三通的腹部外侧,相同工况下,三通与直管最大应力的比值一般为3.5~5.0[10],焊口位置正处在高应力集中区。
三通整体结构尺寸大、管壁厚度大,且三通支管比连通管厚10~15 mm。三通侧过渡角度过大,未达到DTL869-2012规程要求,支管侧HAZ粗晶区有深度2~4 mm的凹槽(见图1),在两肩部上方区域更明显,加剧了结构突变,导致应力集中,与开裂位置吻合。
1.5 管系热应力
低温过热器至分隔屏过热器由两根从炉后至炉前并列的连通管构成,以锅炉中心线为界对称布置在炉左炉右,呈倒U型,如图3所示。管系中有4道焊口是与三通支管焊接,分别是连通管与低过出口集箱及分隔屏入口集箱连接处。开裂的4道焊口即是上述4道焊口。
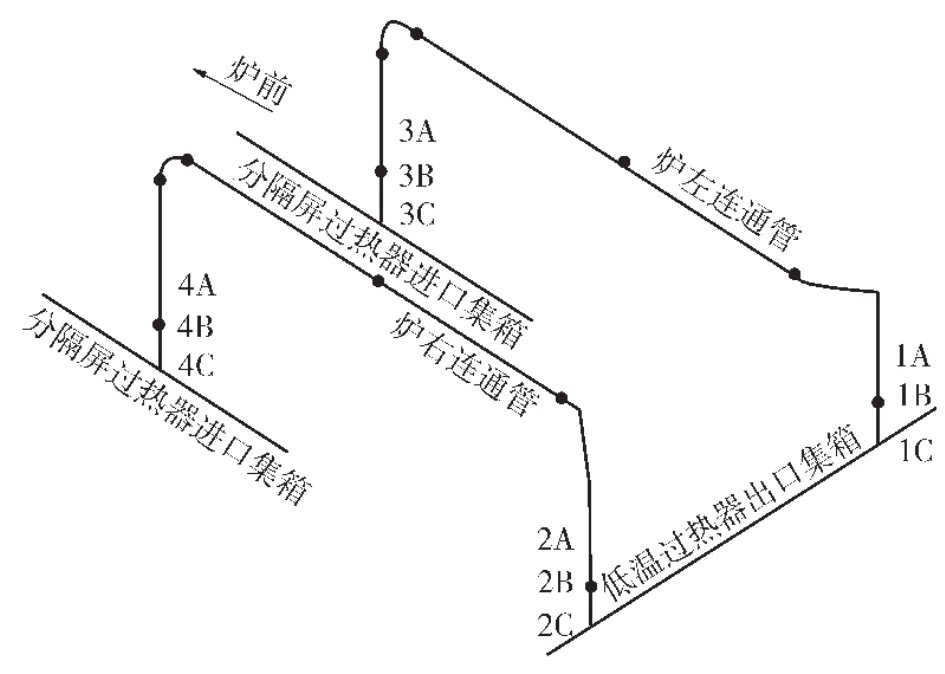
图3 低温过热器至分隔屏过热器连通管
从裂纹分布看出,裂纹均产生在三通水平连通管延伸方向及反方向(见图4),分析认为低过至分隔屏连通管水平段较长,当三通在高温高压环境并伴有周期性变化载荷长期运行时,尤其在锅炉启停过程中及负荷突变时,由热胀冷缩会产生伸长或缩短,在相对刚性管系中形成水平力,在支管接头处则形成弯曲应力,进一步加大接头处应力,引起开裂。

图4 裂纹位置与连通管
2 分析和结论
连通管材质为12Cr1MoVG钢,该钢材焊接性良好,但有再热裂纹倾向。管道安装施焊时使用过大的热输入量,造成HAZ粗晶区晶粒粗化,塑韧性不足,增大开裂倾向。焊后热处理时因焊口两侧非对称加热且未采取辅助加热措施,导致温度分布不均形成热应力(包括焊接残余应力),焊后热处理则无法使因温度不均导致的热应力释放,最终在焊接接头中保持下来;该应力与三通结构应力及负荷突变引起的热应力叠加,在支管焊接接头区域形成应力峰值。由于该管系工作温度在500℃以上,处于12Cr1MoVG钢再热裂纹敏感温度500~700℃区间,使得HAZ粗晶区发生应力松驰,产生塑性变形,在应力峰值的长期作用下,HAZ粗晶区的应力集中区塑性变形量εp超过了该处材料的临界塑性变形能力εc后产生裂纹。根据母材的焊接性,裂纹产生的位置、产生的时间和形貌特征来看符合再热裂纹特征,为再热裂纹。
管系中每个三通有3道焊口,主管两端焊口均未发生开裂的情况,管系中直管对接接头也无一开裂,只有支管焊口开裂,进一步印证了上述结论。
3 处理措施
(1)首先用超声波检测裂纹深度及内部走向,确定是否需要打止裂孔,再用机械方式清除裂纹,清除过程中接近超声确定的深度时采用渗透跟踪检测,直到确定裂纹已全部清除。
(2)将坡口修磨成“V”型,坡口角度 30°~40°;清除坡口面和坡口边缘外表面15~20 mm范围内的铁锈、油污,并全部露出金属光泽。
(3)施焊前预热及焊后热处理采用电加热方式进行,为保证焊口两侧温度均匀,在三通支管侧布置绳加热器,同时在三通主管两端增加辅助加热器,如图5所示,采用分区控温方式加热。
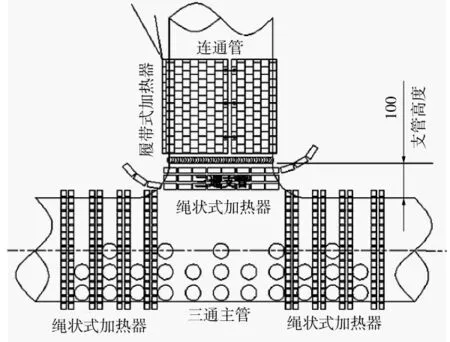
图5 热处理加热器布置
(4)过程中采用远红外测温仪测量坡口温度,确保温度与热处理记录仪温度一致并达到设定值。
(5)因预热温度较高(300℃),不采用TIG方法补焊,选用SMAW方法,焊条牌号R317。焊后热处理按名义厚度确定恒温时间,其他工艺参数与正式焊接工艺相同。
经上述措施修补后,目前机组运行已一年有余,未发生开裂,说明该措施可行。
4 建议
(1)三通支管与连通管管壁不等厚产生的台阶应圆滑过渡,尽量平缓,避免应力集中。
(2)在基建或检修焊接过程中应严格执行焊接工艺,防止HAZ过热区组织严重粗化。
(3)优化热处理措施,在三通主管上增设加热器,确保温度符合工艺要求。
(4)基建安装后应对照图纸确保锅炉连通管能自由膨胀。
(5)此类裂纹返修补焊时易再次发生开裂,预热温度是关键,应取焊接工艺上限。
在第一次返修时,采用TIG方法补焊,焊丝TIG-R31,预热 150℃,热处理 720℃,恒温 3 h,升降温速度83℃/h,MT复检时发现再次开裂,共3处裂纹,最长约18 mm。第一次补焊后开裂原因是加热器布置不合理,未增加辅助加热器,升温困难,预热温度低,拘束度大,焊后热处理过程中在再裂纹热敏感区停留时间过长造成的。
[1] 牛锐锋,尚亮,朱一乔,等.12Cr1MoVG钢焊接接头粗晶区的再热脆化行为[J].机械工程材料,2015,39(6):79-83.
[2] 姜求志,王金瑞.火力发电厂金属材料手册[M].北京:中国电力出版社,2000.
[3] 刘学迅.调峰机组集汽集箱管座及支座开裂的原因分析及处理[J].发电设备,2006,20(4):243-245.
[4] 陈忠兵,赵彦芬,赵建仓,等.厚壁12Cr1MoVG钢焊接接头裂纹分析及其控制[J].中国电机工程学报,2012,32(35):137-143.
[5] 傅求华,齐亮.12Cr1MoVG大口径厚壁管三通焊口裂纹产生原因分析与处理[J].焊接技术,2011,40(s1):14-17.
[6] 周振丰,张文钺.焊接冶金与金属焊接性[M].北京:机械工业出版社,1988:244-253.
[7] 上田修三.结构钢的焊接[M].荆洪阳,译.北京:冶金工业出版社,2004:233-251.
[8] 李萌盛,吴元峰.焊接参数对异种钢接头热应力影响的数值模拟[J].焊接,2005(1):16-18.
[9] 石云哲,王淦刚.HAZ组织对12Cr1MoVG再热裂纹敏感性的影响[J].焊接学报,2015,36(11):65-68.
[10]董强.电厂管道三通应力计算及分析[J].东北电力技术,2000(12):20-22.
猜你喜欢
机械工程与自动化(2022年4期)2022-08-23 01:42:48
力学与实践(2021年6期)2021-12-31 07:48:06
黑龙江电力(2021年5期)2021-12-29 07:47:06
科学技术创新(2021年8期)2021-04-24 11:06:02
舰船科学技术(2021年2期)2021-04-10 04:12:00
装备制造技术(2020年2期)2020-12-14 03:09:16
强度与环境(2020年2期)2020-06-16 03:08:28
全面腐蚀控制(2020年3期)2020-02-27 00:37:09
科技风(2018年9期)2018-05-14 13:45:48
石油化工建设(2018年6期)2018-04-22 03:16:50
