
太阳能热水器内胆的焊接方法及工艺
2018-03-19 09:19:52
电焊机 2018年1期
(钦州学院工程训练中心,广西钦州535011)
0 前言
目前,市场上所有结构的太阳能热水器都是由集热部件(真空管式为真空集热管,平板式为平板集热器)、保温水箱、支架、连接管道、控制部件等组成[1]。太阳能集热部件(又称太阳能集热器)是接收太阳辐射并向传热工质传递热量直接使用,或聚焦太阳光使热能集中作为热源,是太阳能热水器的主体[2]。太阳能热水器的另一主要主体是保温水箱,由内胆、保温层、水箱外壳三部分组成。水箱内胆是储存热水的重要部分,其材料强度和耐腐蚀性至关重要。市场上太阳能热水器水箱内胆材质有奥氏体不锈钢、碳钢搪瓷等材质:平通热水器内胆材质多为奥氏体不锈钢,日本钢材牌号SUS304;承压式热水器内胆多为碳钢,牌号Q235A,焊后进行搪瓷工艺处理。
1 太阳能热水器水箱内胆的材质及焊接性
1.1 普通太阳能热水器(即玻璃真空管太阳能热水器)的储水箱内胆材质
普通太阳能热水器储水箱内胆材质为奥氏体不锈钢,目前常用的进口材质为日本牌号SUS304,国内相应钢材牌号为0Cr18Ni9Ti,厚度0.5~0.6 mm。0Cr18Ni9Ti钢热导率小,线膨胀系数较大,焊接时易产生较大的焊接变形,特别是薄钢板的焊接,波浪变形特别严重,因此一般选择能量较集中的焊接方法,以机械化快速焊为佳。0Cr18Ni9Ti钢化学成分如表1所示,其焊接性能优良,综合考虑优先选用钨极氩弧焊或电阻缝焊进行焊接。
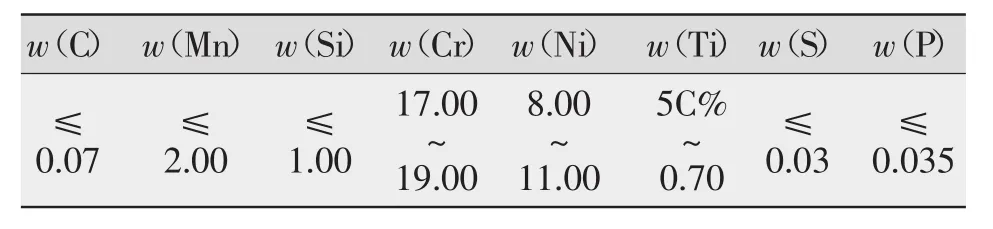
表1 0Cr18Ni9Ti钢的化学成分%
1.2 承压式太阳能热水器储水箱内胆材质及焊接性
搪瓷内胆主要应用在承压的太阳能热水器水箱中[3],承压式太阳能热水器储水箱内胆材质为普通碳钢(Q235A等),厚度2 mm。Q235A钢韧性和塑性较好,有一定的伸长率,焊接性能和热加工性良好,焊接性能优良,其化学成分如表2所示,常用焊接方法有氩弧焊、CO2气体保护焊、MIG焊、MAG焊等。

表2 Q235A钢的化学成分%
2 太阳能热水器水箱内胆的焊接方法及工艺
2.1 主要焊接方法
普通太阳能热水器(即玻璃真空管太阳能热水器)多采用钨极氩弧焊(带脉冲和不带脉冲),也有等离子弧焊和电阻焊。焊缝接头形式主要是筒体纵缝I型坡口对接和搭接两种,筒体与端盖环焊缝的卷边接头和对接接头两种。自动钨极氩弧焊只用于内胆筒体纵缝的焊接,坡口形式为I型对接,对口间隙和坡口处的焊前清理要求非常严格,焊缝坡口边不能有飞边、毛刺等缺陷(即要求上道工序剪板下料有足够高的精度,普通剪板机很难达到要求),否则焊接过程中会烧穿,造成焊接质量缺陷,返修量大,带来质量隐患。在实际生产过程中该方法未得到很好的推广使用,后来逐渐被质量好、成本低、效率高的电阻焊所替代,即热水器水箱内胆筒体纵缝由原来的I型坡口对接接头变为搭接接头,电阻缝焊与手工钨极氩弧焊联合焊接热水器内胆。手工钨极氩弧焊主要用于内胆筒体与端盖及水箱水嘴的焊接,因其设备投资少、操作灵活等特点,在最初太阳能热水器储水箱内胆焊接过程中得到了很好的推广,但其生产效率低、成本高、焊接质量受人为因素影响较大等缺点以及电阻缝焊的突出优点,内胆筒体与端盖环焊缝焊接也逐渐被电阻缝焊所替代,最后形成完全由电阻焊焊接热水器内胆的制造工艺。
电阻焊在热水器中的应用是太阳能热水器制造行业的一大进步,为今后的热水器制造自动化提供了很好的研发方向。解决了内胆焊接受人为因素影响大、生产效率低、成本高等一些难题,同时大大降低了内胆的制造成本。电阻焊在热水器水箱制造中主要采用点焊和缝焊。点焊主要用在热水器水箱附件的点焊和内胆内盖的点焊定位等,缝焊主要是热水器水箱内胆的纵焊缝焊接和内胆与端盖的环焊缝焊接[4]。
2.2 主要焊接工艺参数(以δ=0.6 mm为例)
2.2.1 手工钨极氩弧焊工艺参数(参考)
手工钨极氩弧焊工艺参数如表3所示,主要用于补焊或水嘴的角焊缝焊接,一般无法进行根部保护。
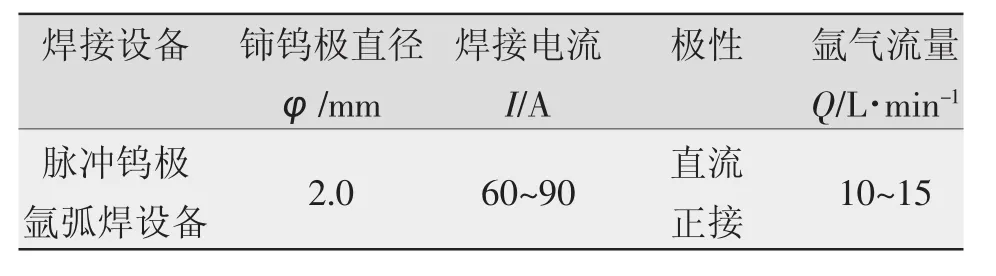
表3 手工钨极氩弧焊工艺参数
2.2.2 自动钨极氩弧焊工艺参数(参考)
自动钨极氩弧焊工艺参数如表4所示,主要用于水箱内胆纵缝焊接等。
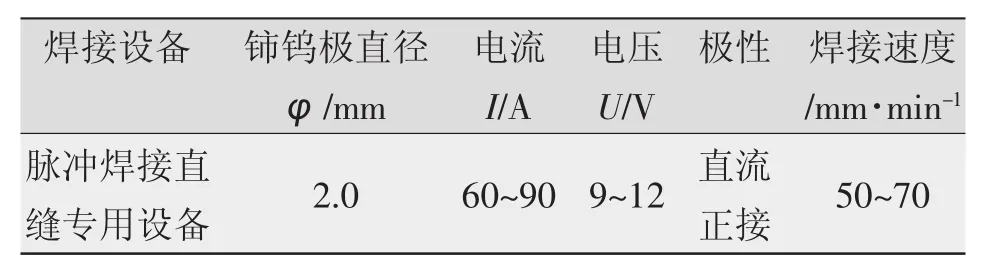
表4 自动钨极氩弧焊工艺参数
2.2.3 电阻点焊工艺参数(参考)
电阻点焊工艺参数如表5所示,主要用于水箱内胆附件的焊接工作及点焊定位。焊接工艺要点为:(1)电极表面应保持清洁,保证电极接触面直径尺寸,经常修磨(可采用车床车削);(2)奥氏体不锈钢电焊焊接过程中采取强制水冷措施,有利于焊接电极及焊接质量;(3)焊缝搭接位置及周围10 mm范围内应清理干净,保证无油污、杂物等,最好用丙酮或酒精清洗。
2.2.4 电阻缝焊工艺参数(参考)
电阻缝焊工艺参数如表6所示,主要用于水箱内胆纵焊缝及环焊缝的焊接及内胆机械化生产线的焊接等。焊接工艺要点为:(1)电极表面保持清洁,保证电极接触面宽度尺寸,经常修磨(可采用车床车削)。(2)奥氏体不锈钢电焊焊接过程中采取强制水冷措施,有利于焊接电极及焊接质量。(3)焊缝搭接位置及周围10 mm范围内应清理干净,保证无油污、杂物等,最好用丙酮或酒精清洗。(4)每次正式焊接前均应对焊接规范进行验证,即检验试板焊接质量是否满足质量要求,主要是进行撕裂试验。
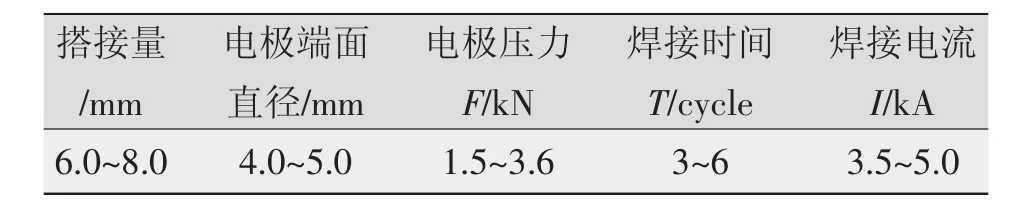
表5 电阻点焊工艺参数
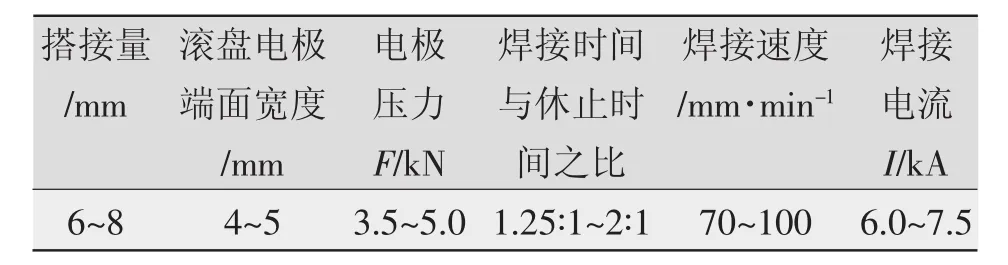
表6 电阻缝焊工艺参数
2.3 承压式太阳能热水器储水箱内胆焊接方法及工艺
考虑效率和成本等因素,承压式太阳能热水器储水箱内胆Q235A钢板的焊接多采用CO2气体保护焊,其纵焊缝坡口形式为I型对接坡口,环焊缝带衬垫I型对接坡口。CO2气体保护焊工艺参数如表7所示。
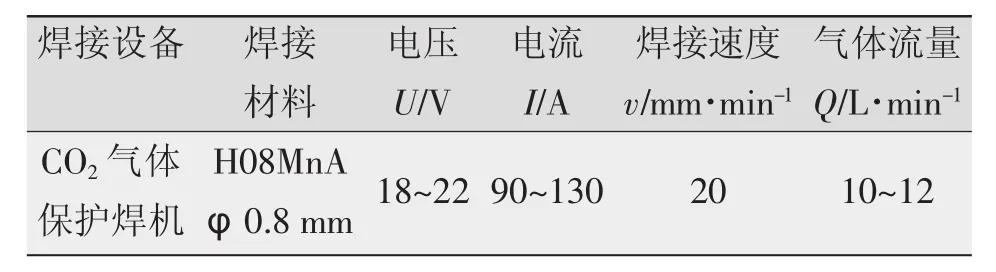
表7 CO2气体保护焊工艺参数
3 结论
现阶段太阳能热水器制造行业中水箱内胆常用的焊接方法主要有普通热水器内胆奥氏体不锈钢的电阻缝焊和承压热水器搪瓷内胆Q235A钢的CO2气体保护焊两种。其中电阻缝焊工艺正趋向机械化方向发展,其焊接质量的检验方法仍需加强和改进。
[1] 罗运俊,陶桢.太阳热水器及系统[M].北京:化学工业出版社,2007.
[2] 王元良.焊接领域发展的新动向—太阳能应用中的焊接及表面工程[J].电焊机,2012,42(4):1-7.
[3] 王冬梅,贺胜民,赵杰.太阳能热水器水箱内胆及其防腐技术[J].太阳能,2016,145(8):52-55.
[4] 石南辉,杨德云,吴犇,等.焊接技术在太阳能热水器制造中的应用[J].中国太阳能工程,2013(5):53-55.
猜你喜欢
中国特种设备安全(2021年4期)2021-10-13 06:42:04
粉末冶金技术(2021年3期)2021-07-28 06:26:30
装备制造技术(2020年9期)2021-01-26 00:14:42
紫禁城(2020年9期)2020-10-27 02:05:14
金桥(2018年6期)2018-09-22 02:19:00
数学大王·低年级(2017年4期)2017-04-10 07:44:13
电子制作(2017年19期)2017-02-02 07:08:44
焊接(2016年10期)2016-02-27 13:05:35
少儿科学周刊·儿童版(2015年7期)2015-11-24 03:48:40
少儿科学周刊·儿童版(2015年7期)2015-11-24 03:46:52
