
铝/钢异种金属熔钎焊方法研究现状
2018-03-19 09:19黄健康靳全胜
电焊机 2018年1期
李 杰 ,黄健康 ,靳全胜
(1.西安航空职业技术学院 航空材料工程学院,陕西 西安710089;2.兰州理工大学有色金属合金及加工教育部重点实验室,甘肃兰州730050)
0 前言
近年来,能源问题和汽车尾气排放引起的环境问题受到人们的广泛关注,汽车轻量化成为汽车工业节能减排的重要方法之一[1],车身制造中所用的大量钢已被轻金属、塑料等代替[2]。目前,部分汽车结构件制造已用铝代替了钢,铝与钢异种金属焊接复合结构在汽车制造中得到较为普遍的应用。
铝/钢的热物理性能和化学性能相差较大,两者之间较大的熔点差异使得焊接时低熔点铝发生熔化,而高熔点钢处于固体状态几乎不熔化;热膨胀系数的显著差异会使焊接接头中产生较大内应力,影响接头的机械性能;铝铁化学相容性较差,在焊接热源作用下铝铁原子反应极易生成大量铝铁金属间化合物,导致接头性能变脆;此外,两者的导热性能、腐蚀性能也存在明显差异。因此,一些学者提出选用固相焊方法焊接铝/钢异种金属,如扩散焊、爆炸焊、摩擦焊和搅拌摩擦焊等[3-5]。这些焊接方法虽然能够获得各项性能优良的铝/钢焊接接头,但实际生产中受工件形状尺寸的限制,这些方法很难实现。目前,在铝/钢等异种金属焊接中广泛采用熔钎焊方法。熔钎焊过程中,在焊接热源作用下,低熔点的金属和填充材料发生熔化,即为熔焊过程;高熔点金属几乎不发生熔化,属钎焊过程,整个接头实质上是一个熔钎焊焊接接头。相对于纯熔焊工艺,熔钎焊可以有效地限制异种金属之间的大量混合,从而避免大量生成界面反应层金属间化合物[6]。本研究重点论述了各类熔钎焊方法在铝/钢异种金属焊接中的应用,并探析不同熔钎焊方法的特点,为今后铝/钢异种金属焊接的研究和实际工程应用提供参考依据。
1 铝/钢异种金属电弧熔钎焊研究现状
电弧焊是发展相对成熟、成本较低、在工业生产中应用最为普遍的焊接工艺。因此,用电弧熔钎焊方法实现铝/钢异种金属的连接成为铝/钢焊接研究热点之一。铝/钢电弧熔钎焊实质是利用液态铝在固态钢表面的浸润与铺展,通过铝铁原子相互扩散及冶金反应结合在一起。采用电弧熔钎焊方法进行铝/钢异种金属焊接时,要求严格、准确控制焊接热输入。
TIG焊是当前应用最广泛的电弧焊方法之一,具有电弧燃烧稳定、热输入量小、焊接参数易调节等优点,且在异种金属熔钎焊连接中焊接成本较低,是铝/钢熔钎焊的有效工艺方法之一。哈尔滨工业大学的林三宝[7]研究了TIG熔钎焊铝合金/不锈钢异种金属时液态金属在坡口表面的铺展行为和界面微观组织,熔化的填充金属一部分铺展到不锈钢坡口背面,另一部分沿着焊接坡口从下向上铺展,形成一个成形美观的焊接接头,其对接接头的平均抗拉强度达到120 MPa。大连理工大学的董红刚等人[8]采用TIG熔钎焊方法连接5A02铝合金和Q235B碳钢,焊接示意如图1所示,试验中以Zn基药芯焊丝作为填充金属,送丝速度300 mm/min,焊接速度60 mm/min,焊接电流40 A。结果表明,在铝/钢连接界面处生成一层约15 μm的金属间化合物,其焊接接头的拉伸强度达到111 MPa。
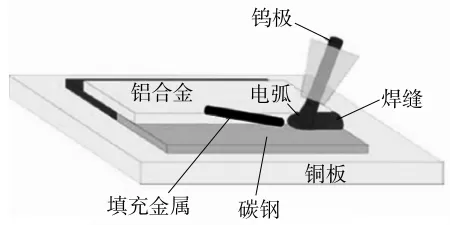
图1 铝/钢异种金属TIG熔钎焊示意
TIG焊由于钨极对电弧热的承载能力有限,焊接电流不易太大,相对于MIG焊而言焊接效率较低。MIG焊在提供电弧热的同时还可以提供填充材料,既能在小电流下焊接,也能在大电流下焊接,熔化的填充金属提高了对接头装配质量的适应性,为铝/钢异种金属高速熔钎焊的实现提供了一种新思路。因此,如何利用MIG焊方法实现铝/钢异种金属高效熔钎焊引起了大量学者的关注。山东大学李亚江等人[9]以Al-5Si焊丝为填充金属,研究用GMAW焊进行Q235钢和5A02铝合金熔钎焊的可行性,分析接头区显微组织和缺陷。研究表明,采用GMAW熔钎焊可以实现铝/钢的良好连接,金属间化合物厚度限制在约5 μm,但是当焊接工艺参数不当时,接头中会出现气孔、未钎透及裂纹等缺陷。山东大学秦国梁等人[10]采用数字化脉冲MIG焊机,以4043铝合金丝作为填充金属,进行6013铝合金与T4镀锌钢板的熔钎焊。研究表明,随着焊接热输入的增大,焊接接头抗拉强度先增大后减小,当热输入为850 J/cm时,强度达到229 MPa,拉伸断裂发生在铝热影响区,断口表现为塑性断裂;当焊接热输入量较小时焊接接头在熔钎焊界面发生断裂,属脆性断裂。
MIG熔钎焊尽管没有钨极烧损问题,可以实现大电流高速焊接,但铝/钢异种金属焊接在界面层易形成脆性金属间化合物。MIG熔钎焊铝/钢时,其熔滴过渡方式多为短路过渡,容易产生飞溅,仅适宜于薄板焊接。对普通MIG焊而言,受外界因素影响其电弧稳定性较差,且在高速焊接时焊缝成形差,易产生咬边、驼峰焊道等缺陷。这些因素造成铝/钢MIG熔钎焊接头焊接质量稳定性较差,因此如何保证电弧的稳定燃烧成为铝/钢MIG电弧熔钎焊的一个关键问题。
由奥地利FRONIUS公司提出的冷金属过渡(CMT)焊接方法是一种低热输入电弧焊方法,其原理是在熔滴短路过渡时利用焊丝迅速回抽产生的力使熔滴过渡到熔池中,短路电流很小,焊接过程稳定。该方法焊接过程中熔化焊丝和母材所需的电弧热和使熔滴发生过渡的力分别采用不同途径根据实际需求进行调节,其焊接参数调节更加灵活,更容易实现铝/钢异种金属电弧熔钎焊的良好焊接。大连理工大学的董红刚等人[11]以ER4043铝合金焊丝为填充金属,用CMT焊接技术进行汽车用铝合金和镀锌钢异种金属的搭接焊,获得了机械性能优异的焊接接头,其接头最大抗拉强度是189 MPa,为铝母材强度的89%。
旁路电弧的双电极GMAW方法(DE-GMAW)是2007年美国肯塔基大学的张裕明教授[12]提出的又一种新型低热输入电弧焊方法,基本原理如图2所示。该方法本质上不同于普通多弧焊方法,焊接总电流(熔化焊丝的电流Itotal)由流进母材的电流(Imain)和流过GTAW焊枪的电流(Ibypass)构成,焊接电流满足Itotal=Imain+Ibypass。基本原理是在焊丝与工件之间的GMAW电弧中并入一个TIG电弧,通过调节TIG电弧电流大小,改变流入母材的电流,实现焊接过程中热输入的精确控制。兰州理工大学石玗等人[13]对此进行了深入系统的研究,并在此基础上提出用旁路耦合电弧MIG熔钎焊方法进行铝/钢异种金属焊接,最终获得了成形良好、性能优异的铝/钢焊接接头。石玗等人还对比分析了脉冲旁路耦合电弧MIG焊和CMT两种熔钎焊方法获得的焊缝成形、接头强度和连接界面处的金属间化合物。研究表明,两种电弧熔钎焊均可实现焊接热输入的精确控制,获得拉伸性能良好的焊接接头。脉冲旁路耦合电弧熔钎焊相对于CMT熔钎焊其焊接设备成本较低[14],但CMT熔钎焊的焊接稳定性更高。

图2 旁路电弧的双电极GMAW方法原理
2 铝/钢异种金属高能束熔钎焊研究现状
在TIG、MIG焊过程中,由于很难精确地控制其焊接热量,在电弧热作用下,铝/钢焊接接头界面层中会形成大量脆性铝铁金属间化合物,降低接头的力学性能。激光焊是目前应用最广泛的高能束焊接方法之一,该方法可以精确、方便地控制焊接过程中的热输入和加热区域,能够有效控制焊接接头钎焊界面上铝铁原子的反应,实现铝/钢异种金属激光熔钎焊。M.J.Zhang[15]等人采用激光深熔钎焊方法实现了镀锌钢板和铝合金的对接焊,焊接过程中采用流量16 L/min的氩气为保护气体,激光功率2.6kW、离焦量+5mm,焊接速度1m/min,送丝速度2.22m/min。最终获得性能良好的焊接接头,接头的最大抗拉强度达162 MPa且断裂出现在铝热影响区[15]。英国Sonia Meco等人[16]还研究了铝/钢异种金属激光熔钎焊过程中激光参数对界面反应层金属间化合物形成的影响,采用8 kW纤维激光实现了2 mm厚钢板和6 mm铝合金的搭接焊。焊接过程中通过改变激光束离焦量精确控制焊接热输入,使钢不发生熔化,仅铝发生熔化。研究表明,焊接接头的机械性能与接头界面层金属间化合物厚度并非简单的对应关系,其性能还取决于液态铝在钢表面的浸润铺展情况,当能量密度为3.77 kW/cm2时,液态铝在钢表面的浸润铺展性良好且接头中未生成过量金属间化合物,此时接头性能最好。南昌大学的李玉龙等人采用YAG激光焊实现了316L不锈钢与6061铝合金的熔钎焊,试验优化了不锈钢和铝合金异种金属激光焊焊接工艺参数。结果表明,当焊接电流为100A、激光频率12Hz、脉宽4.5ms,焊接速度0.17m/min时,焊接接头的抗拉剪强度达到最大值98.86 MPa[17]。
铝/钢异种金属激光熔钎焊的焊接热输入量即激光能量密度的调节一方面是通过调节激光光斑直径实现,若要减小焊接热输入、提高焊接速度,就需要减小光斑直径,这就要求提高工件的装配精度,增加焊接装配成本;另一方面若在大光斑条件下达到所需功率密度,需要大功率激光器,增加了焊接设备成本,激光焊接设备的一次性投入成本很高。此外,铝合金对激光具有较高反射率,在铝/钢熔钎焊焊接过程中铝合金、铝填充金属对激光吸收率较低。这些缺点使铝/钢异种金属激光熔钎焊在实际应用中受到一定限制。
电子束焊是一种精密的焊接方法,具有焊接能量密度大、焊缝深宽比大、焊接变形小、焊接速度快、参数调节灵活及焊接过程稳定等特点,在航空航天、飞机制造等行业的焊接中具有广阔的应用前景。为此,一些学者进行了铝/钢异种金属电子束熔钎焊研究。哈尔滨工业大学张秉刚等人[18]用电子束熔钎焊进行2 mm厚铝合金/钢的对接焊,分析铝/钢焊接接头不同区域组织形态和结构,提出焊接接头中金属间化合物的分布、形态及数量对铝/钢电子束熔钎焊接头性能有很大影响。德国汉诺威大学的Bacha等人在大气环境中采用电子束熔钎焊进行含硅EN AW-6016铝合金与热轧双相镀锌钢板DPW600+Z以及含镁的AW-5182铝合金与热轧双相镀锌钢板DPW600+Z的焊接。结果表明,两类焊接接头界面层金属间化合物厚度差异很大,AW-6016与镀锌钢板接头,金属间化合物层厚度约为5~8 μm;AW-5182铝合金与镀锌钢板接头的金属间化合物层厚度超过10 μm。拉伸测试时,第一种焊接接头断裂于铝热影响区,第二种接头断裂于焊接区域,这可能与两种焊接接头金属间化合物层厚度的较大差异相关[19]。相对于激光焊,电子束焊设备一次性投入成本更高,焊接过程中对装配间隙要求更加严格,因此,该焊接方法极少用于铝/钢异种金属熔钎焊中。
3 铝/钢异种金属复合热源熔钎焊研究现状
针对单纯激光焊热源集中、液态金属浸润与铺展差,铝材料对激光吸收率低,薄板对接焊困难等问题,学者们提出用激光+电弧复合热源进行铝/钢熔钎焊。激光+电弧复合焊是近十年来发展较快的高效焊接方法之一,它集中了电弧焊和激光焊优点,具有焊接速度快、焊缝成形好、焊接过程稳定、焊接热输入控制准确以及接头机械性能优等特点,在异种材料焊接中得到了较广泛的应用。激光+电弧复合热源的研究主要包括激光+MIG复合热源、激光+TIG复合热源和激光+TIG辅助热源。
西南交通大学的Zhu Z等人采用ER4043铝合金焊丝、用激光+MIG复合熔钎焊方法进行了AA6061铝合金和304不锈钢的对接焊。研究结果表明,当以Al-Si-Mg合金作为中间过渡层时,熔钎焊界面生成的金属间化合物由邻近不锈钢的Fe2Al5和邻近焊缝的Fe4Al13组成,厚度约为3.7 μm,焊接接头的拉伸强度达到149 MPa,对接接头的断裂发生在铝/不锈钢的熔钎焊界面[20]。基于CMT短路过渡时焊接电流小、飞溅少、焊接过程稳定的优点,华中科技大学M.Gao等人[21]提出用激光+CMT复合热源进行铝/钢异种金属的熔钎焊,激光+CMT复合焊示意如图3所示。采用该方法有利于获得一个更加稳定、热输入更低的铝/钢异种金属焊接过程。试验中采用激光+CMT复合热源焊接铝合金/不锈钢,研究焊接接头的界面性能和断裂行为,拉伸试验表明焊接接头断裂于界面金属间化合物层,拉伸强度约为165 MPa[21]。
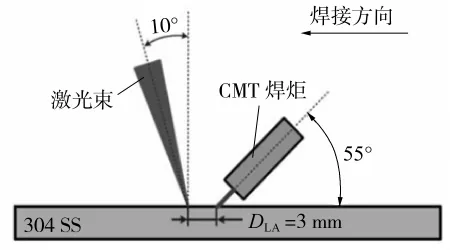
图3 激光+CMT复合焊示意
北京科技大学的陈树海等人提出了一种激光+TIG复合热源新方法,并探索采用该复合焊进行铝/钢熔钎焊的可行性及焊接工艺对接头特性的影响。采用该方法进行铝/钢异种金属对接接头的熔钎焊,当激光功率为3 kW、TIG焊接电流为30 A时,接头抗拉强度达到了最大的83.6 MPa,约为铝母材强度的40%。钢/铝焊缝钎接面是焊接接头的薄弱区,拉伸试验时断裂在该钎接面上。由于焊接过程中坡口不同位置的加热温度差异,界面反应层金属间化合物厚度分布不均匀,坡口顶端和底部金属间化合物较厚,中间部位最薄[22]。在该复合焊中,TIG电弧与激光为一个耦合热源,如图4所示,焊接时在激光热和电弧热的共同作用下形成了一个熔池,前置TIG电弧一方面可解决单纯激光焊时装配间隙要求高的问题,另一方面可改善铝母材及铝合金丝对激光的吸收率,同时提高焊接效率。激光+TIG复合熔钎焊适用于铝/钢高速熔钎焊,但可能会增加对母材的焊接热输入,较难控制金属间化合物的生成。

图4 激光+TIG复合焊示意
兰州理工大学樊丁等人提出用电弧辅助激光进行铝/钢异种金属熔钎焊,原理如图5所示,焊接过程中激光热源在前,小功率TIG热源在后,两个热源是相对独立的体系。结果表明,与单纯激光焊相比,电弧辅助激光焊改变了焊接温度场的分布,改善了液态铝在钢侧的浸润铺展,其接头最大抗拉强度可达163 MPa,约为铝母材抗拉强度的74%,是纯激光焊接头强度的1.3倍[23]。该焊接方法中TIG电弧电流较小,对母材的热输入量不大,在焊接过程中作为辅助热源,重点起改善液态铝在钢表面及接头间隙中浸润和铺展的作用。
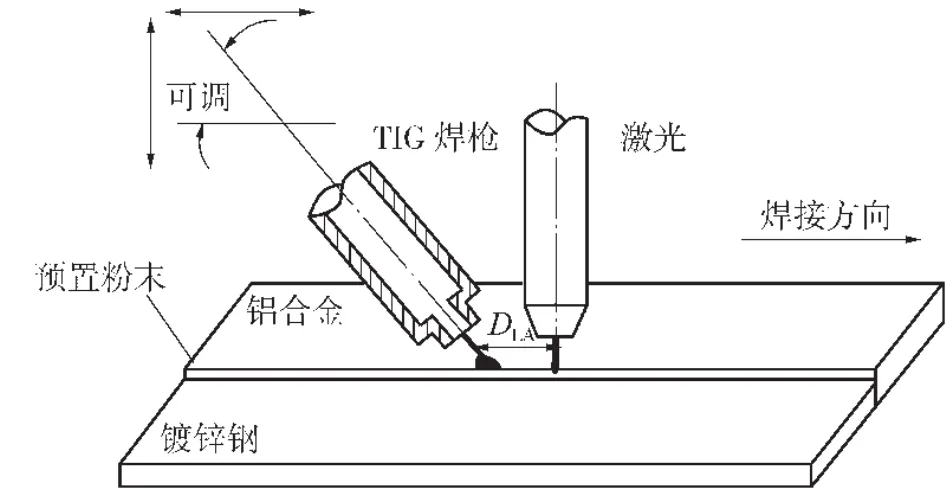
图5 TIG电流辅助激光焊示意
4 结论
铝/钢异种金属连接技术中,铝/钢熔钎焊技术因其高效、应用范围广的特点得到越来越广泛的应用。普通电弧铝/钢熔钎焊存在不易精确控制焊接热输入的问题,新型低热输入CMT焊、脉冲旁路耦合电弧焊可以实现焊接热输入的精确控制,获得性能良好的铝/钢熔钎焊焊接接头。高能束焊接激光焊、电子束焊参数调节灵活,能够严格控制母材热输入量且焊接过程稳定,但装配精度要求较高、设备一次投入高,应用范围受到一定限制。激光+电弧复合焊、电弧辅助激光焊集合了电弧焊和激光焊的优势,在铝/钢异种金属熔钎焊中具有广阔的应用前景。
[1] 李永兵,马运五,楼铭,等.轻量化多材料汽车车身连接技术进展[J].机械工程学报,2016,52(24):1-23.
[2] Liedl G,Bielak R,Ivanova J,et al.Joining of aluminum and steel in car body manufacturing[J].Phys Procedia,2011(12):150-156.
[3]Masoumeh Pouralia,Amir Abdollah-zadeha,Tohid Saeidb,et al.Influence of welding parameters on intermetallic compounds formation in dissimilar steel/aluminum friction stir welds[J].Journal of Alloys and Compounds,2017(715):1-8.
[4]Costanza G,Crupi V,Guglielmino E,et al.Metallurgical characterization of an explosion welded aluminum/steel joint[J].METALLURGIA ITALIANA,2016(11):17-22.
[5] Zhang Y,Sun D.Microstructures and Mechanical Properties of Steel/Aluminum Alloy Joints Welded by Resistance Spot Welding[J].Journal of Materials Engineering and Performance,2017,26(6):2649-2662.
[6]Bouche K,Barbier F,Coulet A.Intermetallic compound layer growth between solid iron and molten aluminium[J].Materials Science and Engineering A,1998,249(1-2):167-175.
[7]J L Song,S B Lin,C L Yang,et al.Spreading behavior and microstructure characteristics of dissimilar metals TIG welding-brazing of aluminum alloy to stainless steel[J].Materials Science and Engineering A,2009,509(1-2):31-40.
[8]DONG H G,HU W J,ZHANG X C.Detachment of interfacial layers during arc-brazing aluminum alloy to carbon steel with filler wire[J].Transactions of Nonferrous Metals Society of China,2013,23(6):1583-1588.
[9] 秦国梁,苏玉虎,王术军.铝合金/镀锌钢板脉冲MIG电弧熔钎焊焊接接头组织性能[J].金属学报,2012,48(8):1018-1024.
[10]Niu S,Chen S,Dong H,et al.Microstructure and Properties of Lap Joint Between Aluminum Alloy and Galvanized Steel by CMT[J].Journal of Materials Engineering and Performance,2016,25(5):1839-1847.
[12]Li K H,Chen J S,Zhang Y M.Double-Electrode GMAW Process and Control[J].Welding Journal,2007,86(8):231-237.
[13]Shi Y,Zhang G,Huang Y,et al.Pulsed double electrode GMAW brazing for joining of aluminum to steel[J].Welding Journal,2014,93(6):216-224.
[14]石玗,何翠翠,黄健康.几种铝钢异种金属熔钎焊工艺的对比与分析[J].焊接学报,2014(5):1-4,113.
[15]Zhang M J,Chen G Y,Zhang Y,et al.Research on microstructure and mechanical properties of laser keyhole welding-brazing of automotive galvanized steel to aluminum alloy[J].Materials and Design,2013(45):24-30.
[16]Sonia Meco,Supriyo Ganguly,Stewart Williams,et al.Effect of Laser Processing Parameters on the Formation of Intermetallic Compounds in Fe-Al Dissimilar Welding[J].Journal of Materials Engineering and Performance,2014,23(9):3361-3370.
[17]李玉龙,李鹤,赵诚.铝/钢异种金属小功率YAG激光焊接工艺[J].应用激光,2015,35(4):456-460.
[18]张秉刚,何景山,曾如川,等.LF2铝合金与Q235钢加入中间Cu层电子束焊接接头组织及形成机理[J].焊接学报,2007,28(6):37-40.
[19]F W Bacha,A Beniyashb,K Lauc,et al.Joining of Steel-Aluminium Hybrid Structures with Electron Beam on Atmosphere[J].Advanced Materials Research,2005(6-8):143-150.
[20]Zhu Z,Wan Z,Li Y,et al.Intermediate layer,microstructure and mechanical properties of aluminum alloy/stainless steel butt joint using laser-MIG hybrid welding-brazing method[J].International Journal of Modern Physics B,2017,31(16-19):1-7.
[21]Mei S W,Gao M,Yan J.Interface properties and thermodynamic analysis of laser-arc hybrid welded Al/steel joint[J].Science and Technology of Welding and Joining,2013,18(4):293-300.
[22]李猛,陈树海,杨磊磊,等.铝合金/碳钢激光-TIG复合热源熔钎焊工艺与接头显微结构分析[J].焊接学报,2016,37(12):21-24.
[23]樊丁,王斌,李春玲,等.铝/钢异种金属电弧辅助激光对接熔钎焊方法[J].焊接学报,2015(1):15-18,58.
猜你喜欢
智能建筑电气技术(2022年2期)2022-02-06
制造技术与机床(2019年9期)2019-09-10
制造技术与机床(2017年3期)2017-06-23
电子制作(2017年22期)2017-02-02
动画大王(漫画行)(2016年7期)2016-07-30
动画大王(漫画行)(2016年5期)2016-07-29
动画大王(漫画行)(2016年4期)2016-07-29
动画大王(漫画行)(2016年1期)2016-07-29
焊接(2016年3期)2016-02-27
焊接(2015年10期)2015-07-18
