
有限元法在钎焊中残余应力的分析及应用
2018-03-19 09:19
电焊机 2018年1期
(中国航发西安动力控制科技有限公司,陕西西安710077)
0 前言
有限元法[1]是一种以变分原理和剖分插值为基础的一种数值计算方法。首先通过数学描述要求解的物理问题,表达为相应的变分问题(即泛指的极限问题),然后在单元内利用简单的插值函数将变分问题转变为普通的多元函数的极限问题,从而获得元物理问题的数值解。归根到底,有限元法[2]是求解常微分和偏微分方程的一种数值计算方法。理论上讲,凡能够归纳为求解微分方程的工程问题都可以用有限元法来解决。
1 有限元法分析计算的思路
(1)物体离散化。将某个工程结构离散为由各种单元组成的计算模型,这一步称作单元剖分,离散后单元与单元之间利用单元的节点连接起来;单元节点的设置、性质、数目等应视问题的性质、描述变形形态的需要和计算精度而定。
(2)特性分析。根据单元的材料性质、形状、尺寸、节点数目、位置及其含义等,将分割单元中任意点的未知函数用分割单元中的形状函数及离散网格点上的函数值展开,即建立一个线性插值函数。
(3)求解近似变分方程。用有限个单元将连续体离散化,通过对有限个单元作分片插值求解各种力学、物理问题的理论数值或者模型分析。
2 有限元物理模型的建立
在真空钎焊的降温过程中,整个焊接部件的冷却速度不一致,导致整个部件的温度场分布不均匀,且各种材料之间的线膨胀系数等物性参数不一样,导致各部位的收缩变形量不一致,部件产生内应力。本研究通过钛合金和硬质合金的真空钎焊试验,以镍基钎料为例,采用abaqus 6.11软件平台计算。
由于钎焊过程在真空钎焊炉中进行,钎焊加热钎焊工件与外部之间只有辐射换热而没有对流等强换热条件;冷却过程中可根据工艺需要在真空、对流及其他不同条件冷却以达到工艺要求的冷却速率。加热过程中因加热区域集中于钎缝附近,与炉体接触的底座底部温度相差较大,因此模拟过程中可以将钎焊工件视为独立体而不必考虑炉体、垫块等其他工件对结果的影响。真空钎焊实际过程较复杂,将所有因素都加以考虑非常困难,合理简化问题是建立有限元模型的重要基础,而简化与假设是否合理直接关系着有限元计算结果的正确性。模拟过程作如下假设:材料是各向同性均质;不计相变产热,材料内部无热源忽略,并且钎缝区域焊合良好,无气孔、裂纹等缺陷。
模型的边界条件是对其进行准确计算的另一重要基础。本研究有限元模拟过程中的模拟条件为:(1)将焊接温度900℃作为降温起始温度,在温度降低到室温的过程中,钎焊各部件会发生热膨胀,使钎焊部件的应力场发生变化;(2)工件周围环境温度为20℃,以热电偶所测外侧温度为钎焊降温的边界条件;(3)取整个部件的1/8作为分析部件,分别约束剖分的三个面为x方向对称约束、y方向对称约束,z方向对称约束。
在建立硬质合金[3]和钛合金钎焊接头时,由于整个部件在三个方向均为对称,为减小计算成本,选用模型的1/8进行1∶1尺寸的三维建模。结构化网格划分方法的分析精度较高,且本模型的几何较为规则,可以进行结构化网格划分。网格采用8节点六面体线性减缩积分单元,沙漏控制,C3D8R。对钎缝附近及硬质合金齿头进行网格加密处理,以保证应力结果的精确性。几何模型如图1所示。
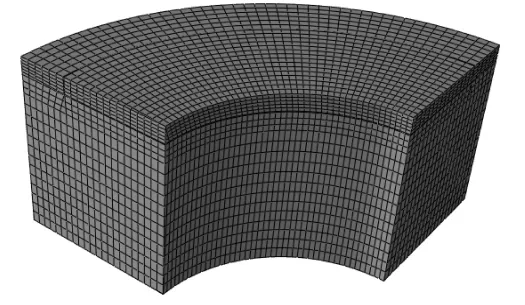
图1 计算模型及工件网格划
材料性能包括力学性能和热物理性能,均与温度密切相关,对数值模拟结果的准确性和精度有着重要影响。但这些性能参数随着温度变化不断变化,一般难以用数学函数对其进行表征。因此以表格形式分段描述材料能随温度变化的特性,具体参数如表1所示,钛合金随温度材料性能的变化曲线如图2所示。
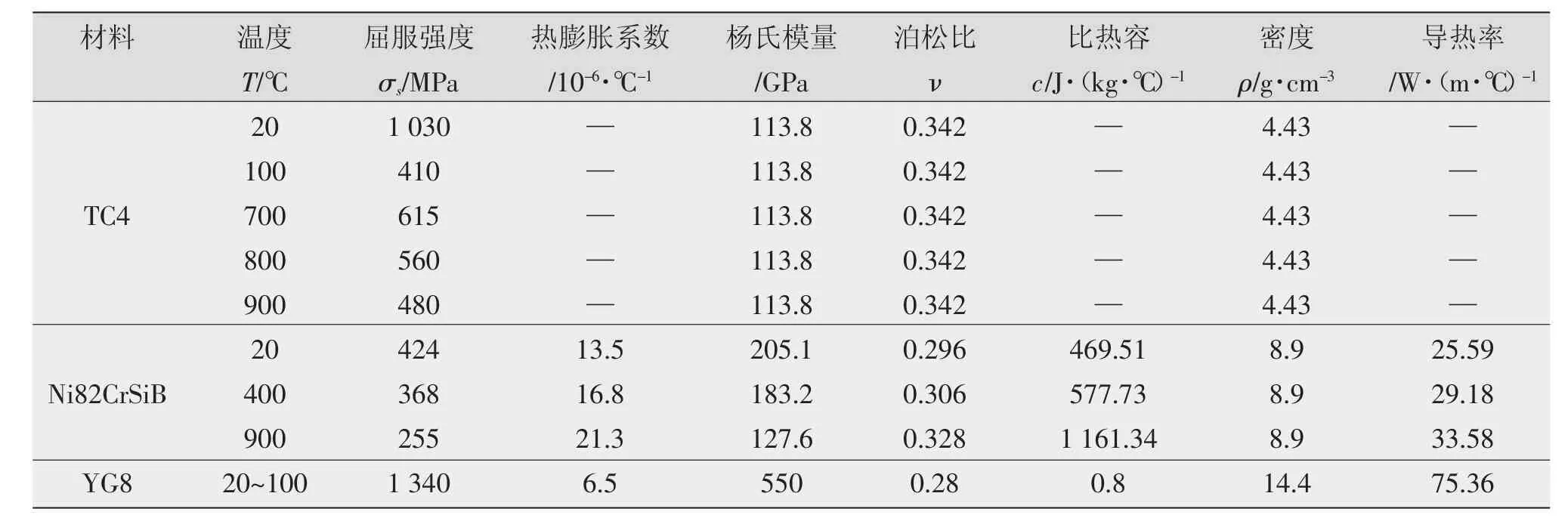
表1 有限元模拟所用部分物性参数
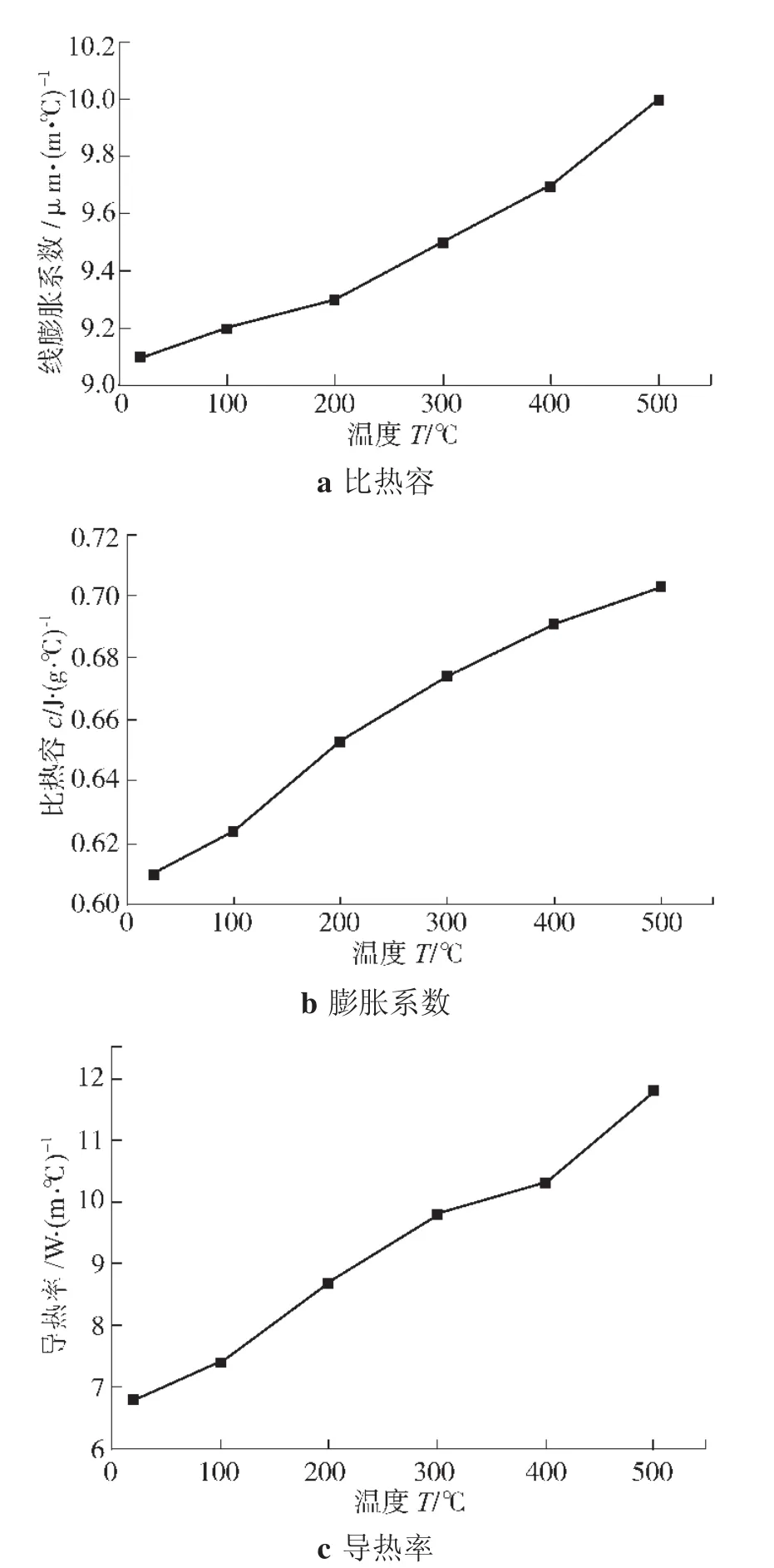
图2 钛合金随温度材料性能的变化曲线
3 试验结果分析
以Mises应力应变准则算得的焊后等效残余应力分布如图3所示。钎焊接头特别是靠硬质合金一侧存在较大拉应力,最高达1 328 MPa。残余拉应力集中分布于硬质合金一侧。硬质合金内部工艺圆孔处应力最大,在硬质合金与钎料接触侧的应力高于其他部位,与试验观察到的裂纹出现位置相符。硬质合金与钛合金相接的直角处存在较大的应力集中,可采用过渡圆弧等方式来缓释。
钎焊接头三个主应力方向的残余应力分布见图4。可以看出,硬质合金底部在径向(S11)及周向(S33)存在较大压应力,钛合金一侧呈现拉应力;钎焊接头工艺孔边缘和硬质合金一侧,以及钛合金靠圆孔附近存在轴向(S22)方向存在应力集中;三个主应力在工艺孔处的钎缝内均存在较大拉应力。
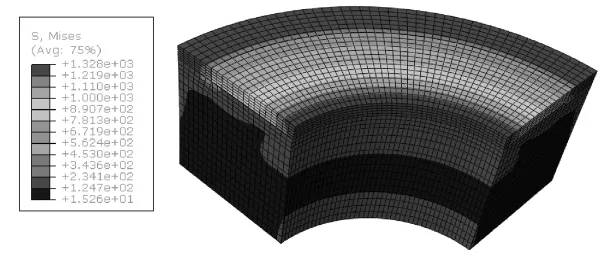
图3 等效残余应力分布
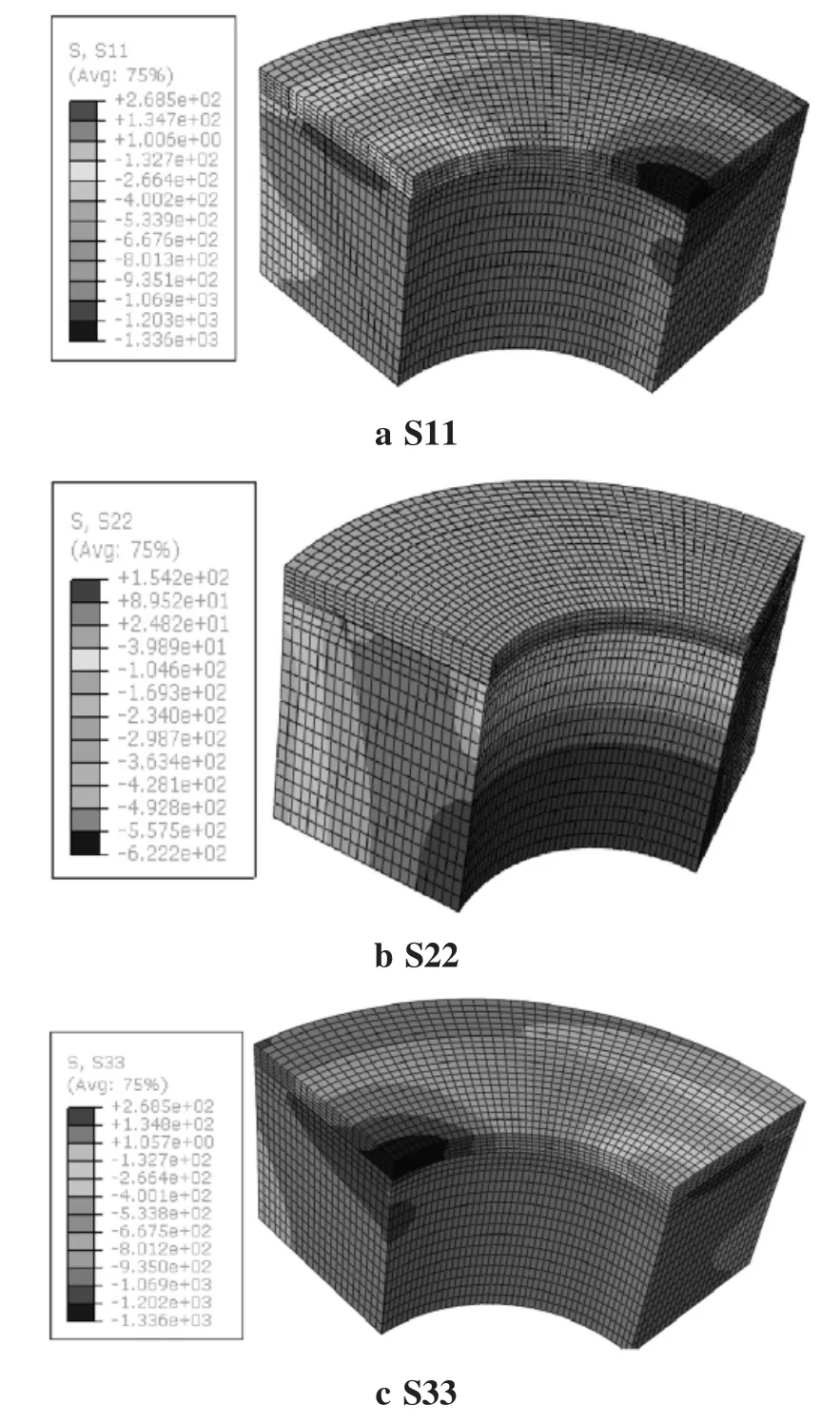
图4 钎焊接头正应力分布
4 试验验证
试验材料选用钛合金TC4[4]与硬质合金YG8[5]圆环,钎料粉末状Ni82CrSiB。焊接工艺参数为:抽真空至3×10-2Pa,以10℃/min升温速率加热至920℃,保温20 min;以15℃/min速率加热至1 050℃,保温20 min;随炉冷却,钎焊完成。获得的接头组织及形貌如图5所示。结果表明,钎料层内较亮白色的区域是Ti-V的固溶体,暗色区域为Ti-Ni的金属间化合物,推测Ti-Ni的金属间化合物主要为NiTi2。这一过程的温度区间很窄,极短时间内便可完成凝固过程,因此钎料内几乎不存在液-固两相混合的状态,降温过程中被焊件的热膨胀差异导致的热应力只能通过钎料的塑性变形来缓释。此时的钎料内已是金属间化合物及Ti基固溶体,钎料的物理性能与添加的Ni82CrSiB钎料在强度、韧性方面均产生根本性的转变,尤其是大量硬脆的NiTi2金属间化合物在钎料层内比例很大(见图5b),可以推测,接头的硬度显著提高,但是不利于应力缓释。硬质合金与钎料的界面处产生明显的裂纹,如图5c、5d所示。
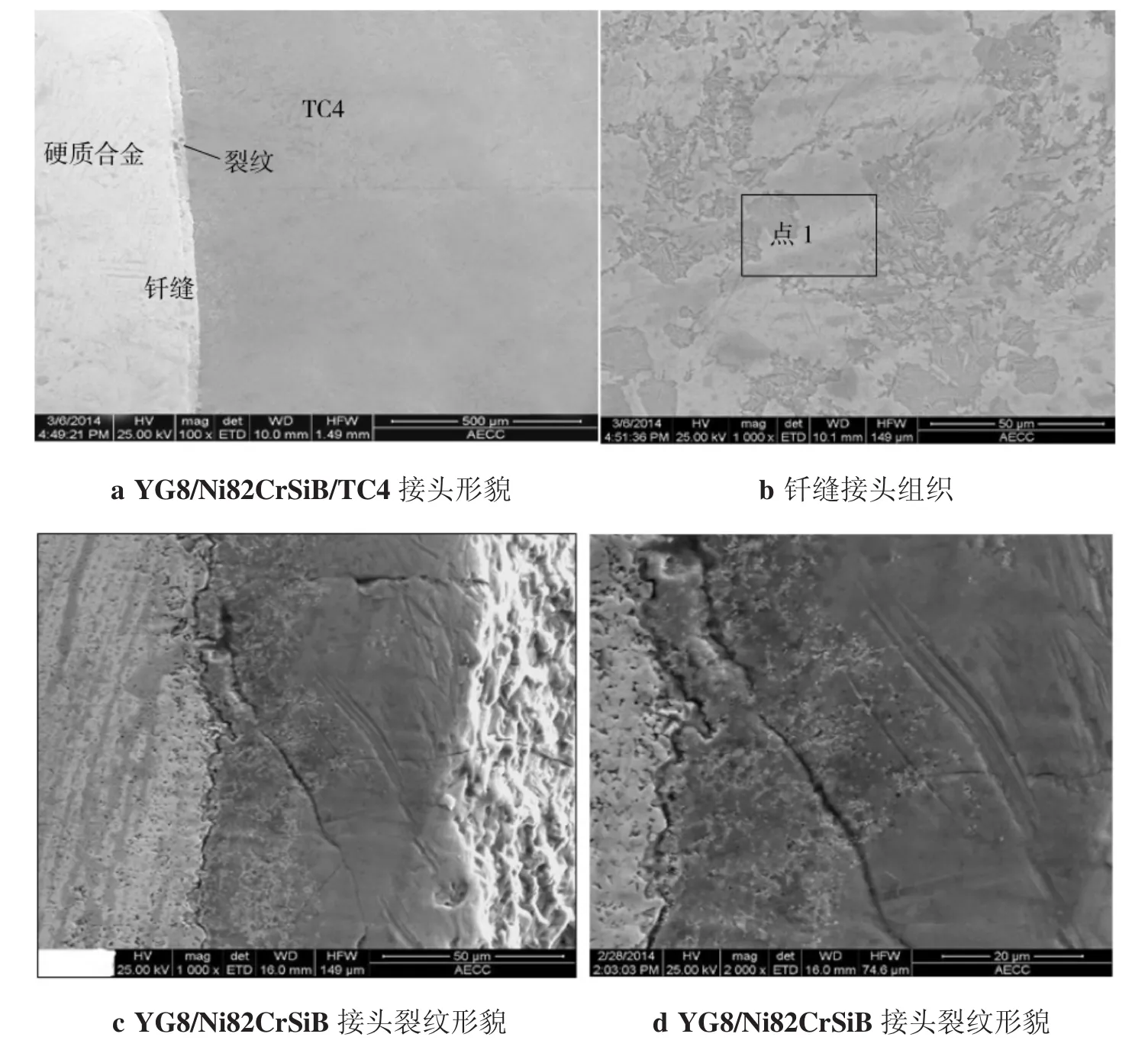
图5 采用Ni82CrSiB钎料于1 050℃进行钎焊获得接头的组织及形貌
5 结论
(1)钎焊接头与硬质合金相连接处存在较大的应力集中,成为影响接头强度最关键的环节。减小该处的应力集中有利于遏制裂纹的产生,从而提高钎焊接头强度。
(2)镍基钎料对于硬质合金润湿性能差,硬质合金/钎缝界面会产生裂纹,在钎缝/钛合金界面会产生Ni3Ti脆性相,并且钛合金出现大量溶蚀现象。
(3)采用abaqus 6.11软件平台,以镍基钎料为例,基于Mises应力应变准则计算焊后接头残余应力水平,结果表明残余拉应力集中分布于硬质合金一侧,最高值达1 328 MPa。据此推测,应力裂纹应产生于钎料/硬质合金一侧,理论分析与试验结论一致。
(4)采用有限元法对焊接加工过程中的焊接残余应力进行模拟分析,可以有效地预防控制钎焊焊缝裂纹。
[1] 尹飞鸿.有限元法基本原理及应用[M].北京:高等教育出版社,2010.
[2] 张力.有限元法及ANSYS程序应用基础[M].北京:科学出版社,2015.
[3] 黄澈.钛及钛合金材料焊接工艺[J].红旗技术,2003,32(3):32-35.
[4] 王国栋.硬质合金生产原理[M].北京:冶金工业出版社,1988.
[5] 陈登权,许昆,罗锡明,等.硬质合金用银钎料性能对比研究[J].贵金属,2008,29(1):26-29.
猜你喜欢
机械制造(2022年5期)2022-06-10
装备制造技术(2019年12期)2019-12-25
电焊机(2018年4期)2018-05-03
焊接(2016年8期)2016-02-27
焊接(2016年5期)2016-02-27
焊接(2016年3期)2016-02-27
焊接(2016年3期)2016-02-27
焊接(2015年5期)2015-07-18
设备管理与维修(2015年12期)2015-04-09
中国卫生标准管理(2015年17期)2015-01-26
