
42CrMo转子轴与Q235B辐板焊接工艺
2018-03-19 09:19朱建玮庄明辉
电焊机 2018年1期
朱建玮 ,庄明辉 ,王 军 ,吕 迎 ,连 军 ,马 振
(1.佳木斯大学 材料科学与工程学院,黑龙江佳木斯154007;2.佳木斯电机股份有限公司,黑龙江佳木斯154007)
0 前言
某企业开发的兆瓦级海上风力发电机的电机转子为42CrMo轴材和Q235B辐板异种钢焊接结构。电机转子在扭矩、交变载荷、单边电磁力等[1]条件的影响下,焊接接头强韧性减弱,导致接头过早失效,给企业造成巨大经济损失,因此保证焊接接头具有足够的强韧性尤为重要。但电机转子为异种钢焊接结构,物理性能、化学成分及显微组织等差异较大,接头易发生脆化或软化[2]、脱碳和增碳[3]、热疲劳损伤[4]、焊接接头性能劣于母材[5-6]等问题而影响接头的强韧性。为此探究焊接热输入对焊接接头组织性能的影响规律具有重要的理论意义和现实价值。
模拟电机转子焊接生产工艺,对比不同焊接热输入下对接接头的显微组织、拉伸试验、弯曲性能及不同温度下冲击吸收功值,分析冲击断口形貌,阐明焊接热输入对接头组织性能的影响,为电机转子焊接提供技术支撑。
1 试验方法和材料
对接接头试板尺寸600 mm×160 mm×40 mm,42CrMo调质状态,Q235B热轧状态。焊材选用焊条J507R φ3.2 mm、焊丝 ER50-6 φ1.2 mm。采用焊条电弧焊打底,φ(Ar)80%+φ(CO2)20%气体保护焊填充盖面,X型坡口,角度60°,钝边3 mm;预热温度250℃,层间温度350℃;焊后立即550℃去应力退火,保温3 h,其他焊接工艺参数如表1所示。
焊接试样按国家标准GB/T11345-1989进行超声波探伤检测,Ⅰ级标准;按照GB/T2649-1989取样焊接试板,采用OLYMPOS-GX71金相显微镜观察焊接接头的组织形貌特征,拉伸试验和弯曲试验参照GB/T2651-1989和GB/T2653-1989,冲击性能试验参照GB/T2650-1989,夏比V型缺口,20℃和-40℃对焊缝金属和热影响区进行冲击试验并分析冲击试样断口形貌,从微观机理上解读冲击吸收功值的变化。
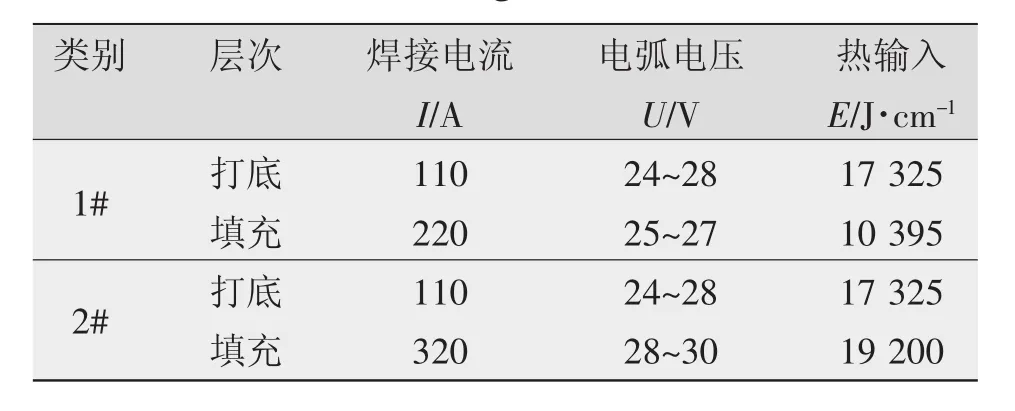
表1 42CrMo与Q235B焊接工艺参数
2 试验结果和分析
2.1 焊接接头金相组织
不同焊接热输入条件下焊根处的金相组织如图1所示。小热输入(见图1a)焊根部的组织为细小铁素体和珠光体。大热输入(见图1b)焊根组织为粗大的先共析铁素体、侧板条铁素体及珠光体。
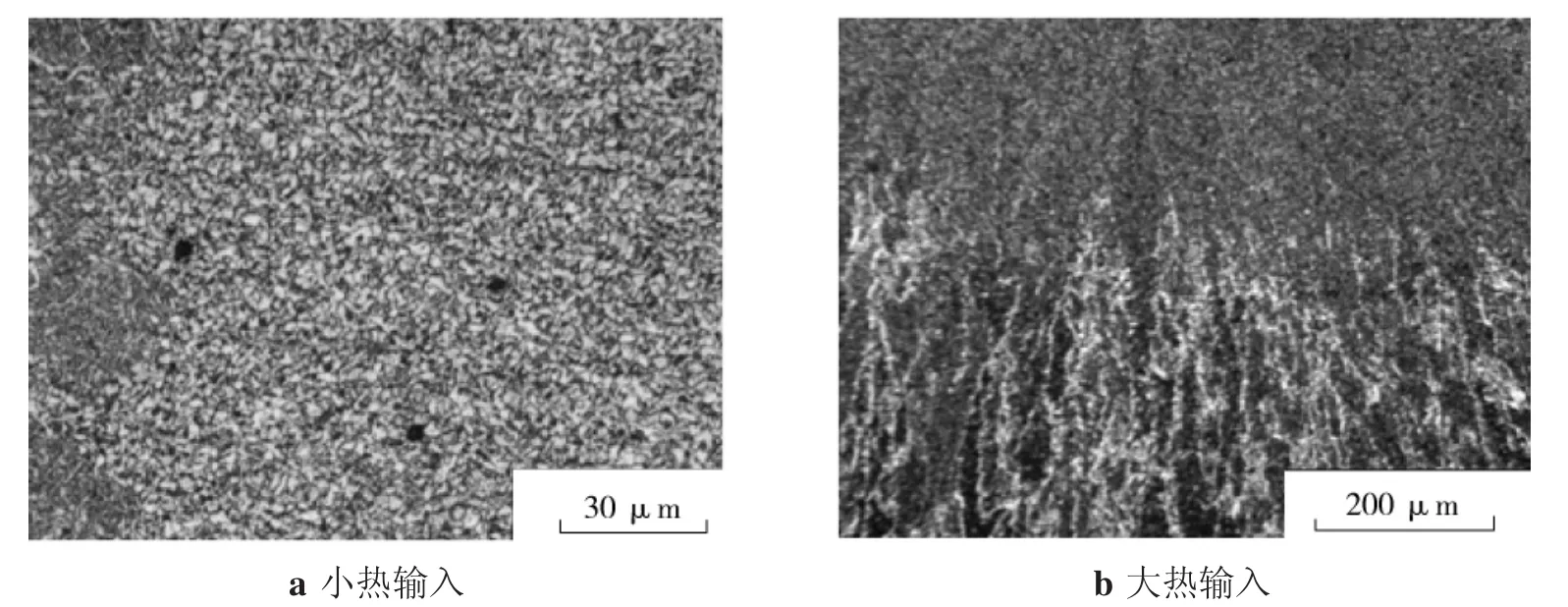
图1 不同焊接热输入的焊根处金相组织
不同焊接热输入的焊根部组织差异性较明显。小热输入时焊根组织致密,晶粒细小均匀,柱状晶几乎全部消失,这是由于小热输入焊缝填充量较小,后道焊缝将上道焊缝枝晶全部细化,相当于正火处理,从而提高了焊根处的抗裂性。焊根处的组织与焊缝填充量及冷却速度有关。大热输入时由于填充量较大,焊缝厚度大,后道焊缝正火处理作用有限,只能细化上道焊缝部分,多层多道焊热循环的作用,冷速慢,使部分焊缝得到粗大的先共析铁素体及侧板条铁素体,韧性降低,脆性倾向增加。
不同焊接热输入下42CrMo侧热影响区的金相组织如图2、图3所示。
由图2b、图3b可知,不同焊接热输入对42CrMo侧热影响区的组织形态影响较大。对于焊缝区、42CrMo侧熔合区以及42CrMo侧粗晶区,无论从晶粒尺寸大小还是各区域的显微组织看,小热输入焊接获得的组织细小、致密、均匀,界面处过渡自然;大热输入变化较为明显,熔合区有明显的分层界面,可能发生增碳现象。由图2c、2d可知,小热输入时42CrMo侧熔合区组织为细小块状铁素体,因为多层多道焊过程中后道焊缝对前道焊缝有正火作用,42CrMo侧粗晶区组织为针状铁素体和回火索氏体。由图3c、3d可知,大热输入时42CrMo侧熔合区组织为细小针状铁素体和少量板条贝氏体,42CrMo侧粗晶区的组织为板条马氏体,其具有良好的韧性和强度,但一定程度上会降低焊接接头力学性能,造成早期的断裂,应控制好焊接过程中的预热温度和层间温度,避免焊接接头产生淬硬组织。
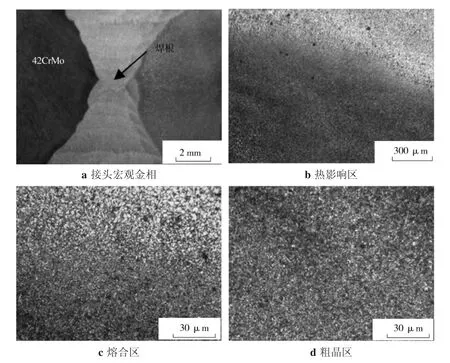
图2 小热输入时42CrMo侧HAZ金相照片

图3 大热输入时42CrMo侧HAZ金相照片
2.2 拉伸试验结果
不同焊接热输入下42CrMo和Q235B对接接头拉伸试验宏观断裂位置如图4所示。不同焊接热输入下的42CrMo和Q235B接头的平均抗拉强度分别为小热输入焊接460MPa、大热输入焊接450MPa。不同焊接热输入条件下42CrMo和Q235B焊接接头的抗拉强度变化不明显。拉伸试样宏观断裂均发生在距焊缝较远的母材Q235B处,断裂前母材发生明显的塑性变形,断口呈凹凸不平的暗灰色纤维状,呈杯锥状,为韧性断裂,接头区未发生塑性变形。
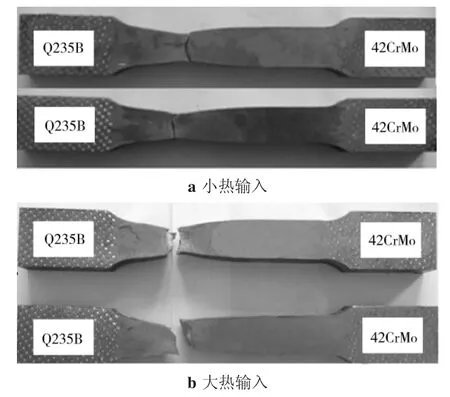
图4 焊接接头拉伸试样宏观断裂位置
2.3 弯曲试验结果
42CrMo与Q235B对接接头纵向弯曲试验结果如表2所示,角度180°。
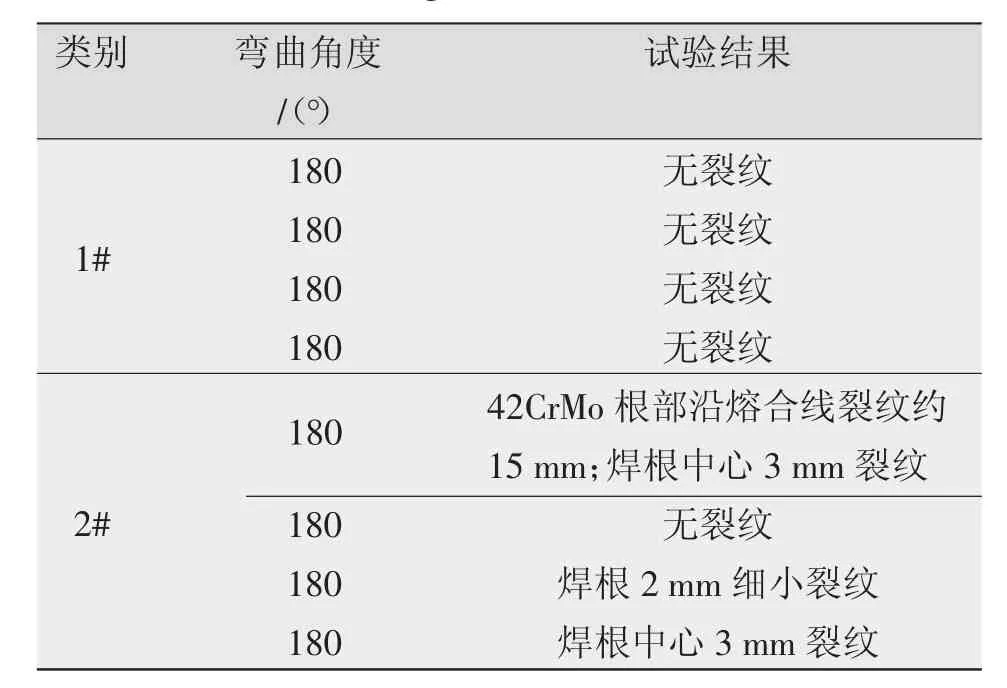
表2 42CrMo与Q235B对接接头弯曲试验结果
由弯曲试验结果可知,小热输入焊接时纵向弯曲到规定的180°,弯曲面上沿任何方向无裂纹或缺陷,也没有未熔合、夹渣或其他焊接缺陷引起的棱角开裂,满足GB/T2653-1989规定。大热输入焊接时,42CrMo焊根处沿熔合线和焊根有多处裂纹,且裂纹长度大于GB/T2653-1989规定的3 mm。焊缝及母材合金元素和焊接冷却速度是影响接头弯曲性能的主要因素,焊接热输入的变化会导致上述因素发生改变,热输入的增加会增加焊接冷却速度,促使碳发生扩散迁移,Cr对C的亲和作用大,导致焊缝中的C向含Cr量较高的母材区迁移,在焊缝与母材42CrMo界面处形成增碳层。焊接热输入的增加导致焊接冷却速度减小,促使增碳层加宽,其失效表现为接头韧性下降。
2.4 冲击试验结果
20℃、-40℃下42CrMo与Q235B焊接接头焊缝区和两侧熔合区的冲击结果如表3所示。

表3 42CrMo与Q235B对接接头冲击试验结果
由表3可知,冲击温度20℃时,不同焊接热输入下42CrMo与Q235B焊接接头各区域的冲击性能优异,符合标准及设计要求。随着冲击温度的降低,焊缝区、42CrMo侧熔合区、Q235B侧熔合区的冲击功值降低,符合金属材料在低温环境下的冲击功下降的特性。根据GB/T2650-1989及相关设计文件规定值(45 J),至多允许有1个试样的冲击吸收功低于规定值,但不得低于规定值的70%。-40℃冲击试验时,小热输入条件下焊接接头各区冲击功符合相关标准及设计要求,但大热输入条件下焊接接头的冲击值下降严重,各区域冲击功仅为室温下冲击功值的20%~30%,焊缝中心区3个试样冲击功平均值为42 J,其中有2个试样的冲击功值低于规定值[34 J>45 J×70%(31 J),39 J>45 J×70%(31 J)],焊缝中心区冲击功不合格;42CrMo侧熔合区的冲击功值下降更严重,3个试样的冲击功平均值仅为25 J,远低于设计值 45 J,其中一个 25 J<45 J×70%(31 J),另一个 16 J<45 J×70%(31 J),因此 42CrMo侧熔合区的冲击功不合格。
2.5 冲击断口SEM微观形貌
-40℃不同焊接热输入42CrMo与Q235B焊接接头焊缝中心区、42CrMo侧熔合区和Q235B侧熔合区的冲击试样断口SEM形貌如图5所示。
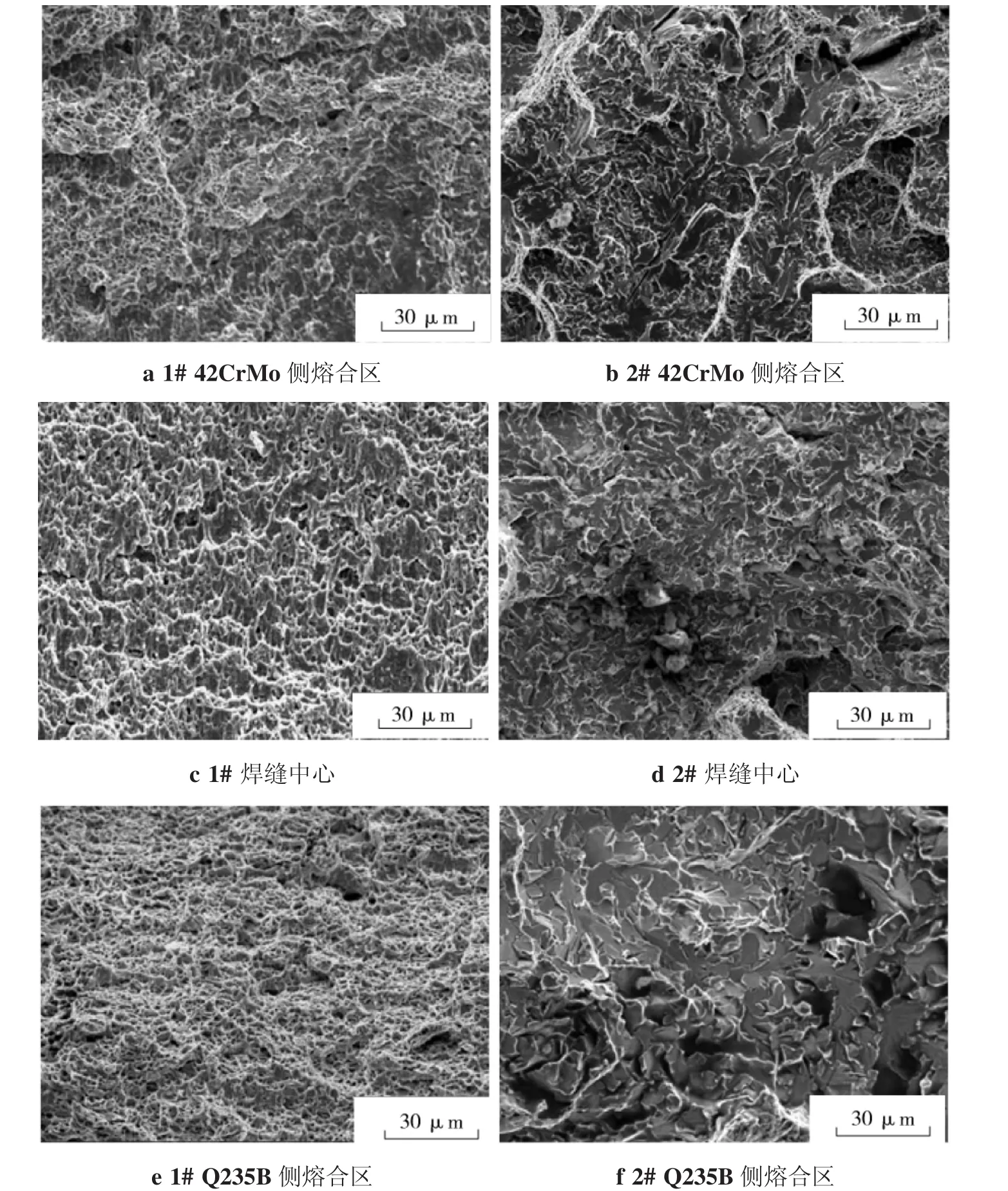
图5 不同焊接热输入42CrMo与Q235B焊接接头-40℃冲击断口扫描断口形貌
由图5a可知,小热输入焊接时42CrMo侧熔合区冲击断口形貌以韧窝为主,解理断裂为辅,并有孔洞和裂纹,表面凸凹不平,有明显的塑性变形特征,与冲击功值下降相一致。由图5b可知,大热输入焊接时42CrMo侧熔合区冲击断口形貌为准解理,撕裂岭的周围存在韧窝断裂,为明显的准解理断裂特征,呈阶梯形断面和河流花样,发生明显的塑性变形,伴有二次裂纹。准解理断口形貌的存在及所占比例能够反映焊接接头在低温下脆性的大小,断口中准解理形貌所占比例越大,裂纹失稳扩展阶段越长。
由图5c可知,小热输入焊接时焊缝中心区冲击断口形貌为拉长的韧窝且较浅,形状分布不均匀,明显的韧性断裂特征。由图5d可知,大热输入焊接时焊缝中心区主要为解理断裂,有小片状河流花样。由图5e可知,Q235B侧熔合区冲击断口为细小的韧窝断口,局部有微裂纹;由图5e可知,大热输入焊接时Q235B侧熔合区冲击断口形貌为准解理断裂,同时断口表面有部分空洞,主要是焊接热输入较大,层间温度过高,导致晶粒严重长大,弱化晶界,冲击断裂后部分晶粒间失去联系沿晶界断裂,成为焊接接头的薄弱环节。
3 结论
(1)采用小热输入焊接工艺制备的42CrMo和Q235B异种钢焊接接头的金相组织、力学性能及冲击断口形貌等技术指标满足企业相关规范,为后续的电机转子的焊接提供有力的技术支持。
(2)焊接热输入的增大会降低42CrMo和Q235B焊接接头的弯曲性能和低温冲击性能,实际电机转子焊接时应控制焊接热输入、预热温度及层间温度。
(3)焊接热输入的变化对42CrMo和Q235B焊接接头的微观组织形态影响较明显,小热输入时焊缝根部微观组织为细小、均匀的铁素体和珠光体,焊缝柱状晶消失。大热输入焊缝根部微观组织为粗大的先共析铁素体、侧板条铁素体及珠光体。
[1] 杨湘洪.电机轴的断裂分析及优化设计[J].机床与液压,2005(3):109-110.
[2]Faber G,Gooch T G.Welded joints between stainless and low allow steels Current position[J].Welding in the World,1982,20(5/6):87-99.
[3] Schimmocler H A,Ruge J L.Estimation of residual stresses in reactor pressuer vessel steel specimens clad by stainless strip electrodes Residual Stress in welded Construction and Their Effects[J].London,1977,1(11):15-17.
[4] 李亚江,王娟,刘鹏.异种难焊材料的焊接及应用[M].北京:化学工业出版社,2004.
[5] 丛欣滋.铁素体-奥氏体异种钢接头高温失效原因分析[J].焊接学报,1989,10(1):19.
[6] 刘奇威,丁中平,武月达,等.EPR核电机组蒸发器异种钢焊接工艺研究[J].焊接,2015(11):62-65.
猜你喜欢
理化检验(物理分册)(2022年11期)2022-11-22
山东冶金(2022年3期)2022-07-19
宁夏电力(2022年1期)2022-04-29
贵金属(2021年1期)2021-07-26
四川冶金(2018年1期)2018-09-25
材料科学与工程学报(2016年4期)2017-01-15
中国光学(2015年1期)2015-06-06
上海金属(2014年5期)2014-12-20
郑州大学学报(工学版)(2014年6期)2014-03-01
河南科技(2014年12期)2014-02-27
