抓斗卸船机大车行走机构三轮平衡梁组装及焊接工艺
2017-07-24 15:42王晶
电焊机 2017年6期
王 晶
(承德石油高等专科学校,河北承德067000)
抓斗卸船机大车行走机构三轮平衡梁组装及焊接工艺
王 晶
(承德石油高等专科学校,河北承德067000)
大车机行走机构位于卸船机体最下部,承载着庞大机体的质量,是保持大机设备稳定行走的基础部件,其制造质量对于整台设备的安全运行起着极其重要的作用,平衡梁是行走机构当中要求最为严格的焊接部件。以某抓斗卸船机大车行走机构三轮平衡梁制造为例,重点分析三轮平衡梁在制造过程中的组装及焊接工艺,为卸船机的安全、稳定运行奠定基础,也为同类设备产品的生产制造提供借鉴和参考。
大车行走机构;三轮平衡梁;抓斗卸船机;组装工艺;焊接工艺
0 前言
抓斗卸船机大车行走机构由支撑装置、驱动装置及缓冲装置组成,其中整个抓斗卸船机共4套行走支撑装置,每条门腿一套行走支撑装置。当大车行走机构在轨道上运行时,该装置为提高整机的承载能力和抗倾覆能力、保证车轮的承载能力尽量均等、轮压不超出设计负载,通常采用平衡梁将驱动台车组、从动台车组铰接连接,保证各级连接部件受力均匀。大车行走机构主视图如图1所示。
三轮平衡梁整体由焊接制作而成,位于设备最下方,是整台设备的基础部件,它支撑了整个机器的主机部分[1]。作为卸船机重要的连接及承载钢结构,三轮平衡梁在设备运行过程中要承载几百吨的质量,且行走机构车轮在轨道上行走时,平衡梁焊缝部位不断承受交变载荷,其主要的失效形式为疲劳破坏(损伤)[2],进而造成金属结构裂纹现象,酿成事故,因此平衡梁焊缝位置要求具有足够的强度刚度和韧性,使得该结构在使用寿命期内无变形开焊、开裂、移位等现象。因此,确定可行的组装及焊接工艺以及加强质量控制对于大车行走机构平衡梁的制造具有重要的工程意义和经济价值。
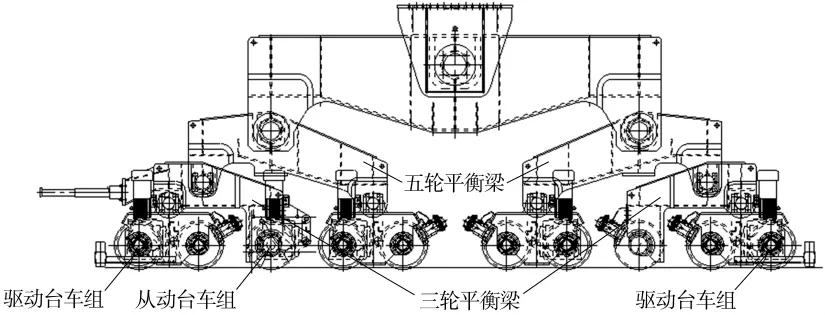
图1 大车行走机构主视图Fig.1 Front view of cart walking mechanism
1 三轮平衡梁结构、焊接主关键部位及尺寸
三轮平衡梁两端圆孔处焊后需机加工,采用轴端挡板、铰轴,并用栓接形式与下方驱动台车组、从动台车组固定。因此,图2中要求φ180、φ360两连接孔进行焊前数控切割,保留机加工余量,整体焊后上镗床扩孔至尺寸要求,保证其安装精度。三轮平衡梁上部与五轮平衡梁一端采用销轴联接,要求件3圆孔内单边留足加工余量,待整体焊好后利用镗床扩孔至图2所示尺寸。
焊接主关键部位:件1、件2、件3、件4、件5对接焊缝焊后进行UT100%缺陷探伤。
焊接主关键尺寸:(1)保证腹板3个铰孔之间的水平距离分别为530mm和1 060 mm及垂直距离分别为325mm和650mm;(2)保证两腹板之间距离及两腹板对中心轴的对称度;(3)保证3个铰孔的直径尺寸。三轮平衡梁关键尺寸如图2所示。
2 焊接方法
三轮平衡梁主体材质为Q345C,外围腹板组件件1、件2、件3、件4、件5均为中厚板与厚板对接,焊缝为曲线形,且焊道短,箱体内部加强筋板主要采用T形对接,焊缝呈直线形。受曲线形焊缝及箱体内部空间狭小所限,考虑到焊接质量,不适合采用埋弧焊,可采用CO2气体保护焊多层多道焊完成。焊前针对结构中外围腹板曲线焊缝,根据焊接工艺评定要求选用CO2气体保护焊在0℃下进行工艺评定,评定结果均合格。实践证明,采用此方法可减少焊接变形、保证焊缝外观及焊接质量。
3 焊接坡口
三轮平衡梁两端腹板件1、件2、件3、件4、件5为不等厚度钢板对接,且焊缝在设备运行过程中连续受交变载荷的作用。为保证焊缝强度,钢板对接处必须开坡口,全部焊透且无缺陷,坡口形式及尺寸如图3所示。坡口制作时要求打磨清理坡口表面及两侧30 mm范围,无氧化皮、熔渣、油污及水锈。坡口表面采用5倍(含5倍)以上放大镜进行宏观检查,无裂纹、分层等缺陷[3]。平衡梁内部由于空间狭小,施焊及焊缝反面碳弧气刨清根困难,焊缝内部加强筋板与两端腹板,筋板与筋板之间的T型连续角焊缝可根据图2情况施焊。
4 三轮平衡梁组装与焊接
将三轮平衡梁的件1、件2、件3、件4、件5开坡口组焊在一起,反面气刨清根,矫平后进行UT100%探伤,检验合格后进行下一步组装。
以两端腹板组件为基准划线,组装三轮平衡梁内部加强筋板件 6、件 7、件 8、件 10、件 12、件 13、件14、件15和件16。保证腹板之间尺寸,焊接次序为先立焊后平焊,从中间向两侧施焊,焊缝尺寸如图2所示。
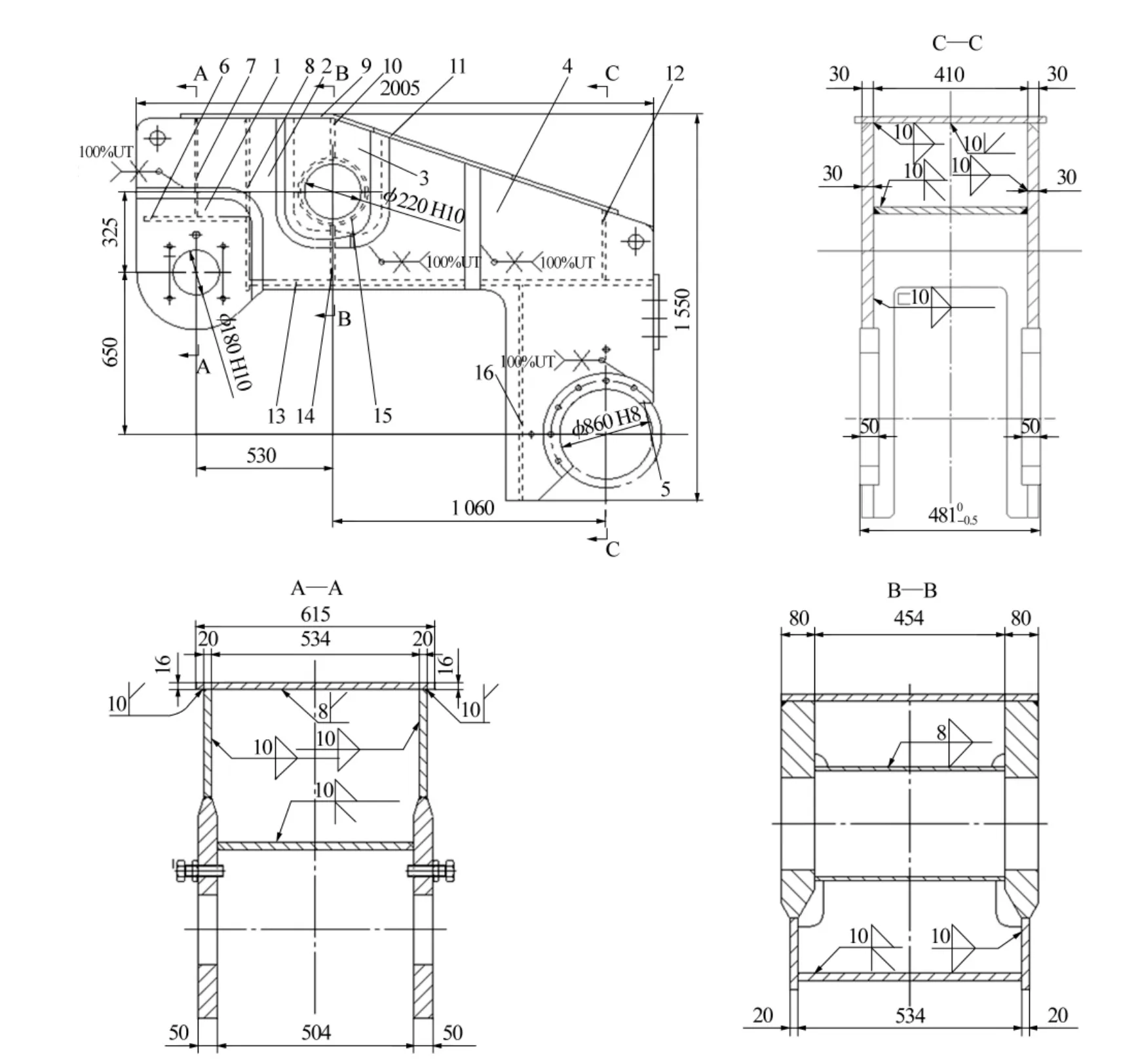
图2 三轮平衡梁结构示意Fig.2 Structure diagram of three wheel equalizer beam

图3 三轮平衡梁不等厚钢板对接坡口示意Fig.3 Groove diagram of butt weld in different thickness steel of three wheel equalizer beam
(1)首先焊接件10与外围腹板立向焊缝,双面连续角焊缝,焊脚高为互焊件较薄者厚度的0.7倍。
(2)再焊接钢管两侧及钢管与件10的单面平角焊缝,件10无需开坡口,两面焊脚高均为8 mm。
(3)组焊件14与腹板及钢管。焊接件14与两端腹板立向连续角焊缝,内外两侧焊脚高均为10mm与钢管的平角焊缝焊角高为8 mm。
(4)组对件8、件13,件8与外围腹板及件13采用连续角焊缝。先立焊后平焊,焊脚高为互焊件较薄者厚度的0.7倍。
(5)组焊件6、件12、件16。内外侧焊脚高为互焊件较薄者厚度的0.7倍,接着组焊件9,件9与两侧腹板坡口开在外侧,保证焊透,焊脚高为10 mm,由内而外组焊件8、件7、件12与腹板及件9,先立后平,立焊缝无需开坡口,焊脚高为10 mm,平焊缝坡口开在外侧,焊透,焊脚高为10 mm。
(6)组装件11。件9、件11对接处以件10为内部垫板,只在外侧施焊,焊后磨平焊缝,避免棱角;然后焊接件9、件11与件12,在件12外侧开坡口,焊脚高为8 mm。最后焊接件11与两端腹板,只在腹板外侧开坡口,保证焊透,焊脚高为10 mm。
三轮平衡梁属于对称结构,影响收缩变形最大的焊缝是件9、件11、件13与两侧腹板的长直角焊缝,焊脚高为10 mm。为了减少焊接角变形和扭曲变形,应采用小焊接参数。由于焊缝焊脚较大,为减少焊接变形,应先打底焊后,再分层焊接(即多层多道焊)完成。施焊时采用交叉对称焊接,焊接方向从中间顺次向两端延伸,每段长度约100 mm,满足焊缝的自由收缩[4]。平焊、立焊均采取CO2气体保护焊(φ(CO2)80%,流量 20~25 L/min),焊缝打底时为防止焊剂脱落,每一焊层的厚度不宜超过3 mm[5],若进行反面碳弧气刨清根,刨槽需深浅均匀,气刨深度一般为板厚的1/3~1/2,要防止出现渗透层,刨后用砂轮打磨净后进行反面填充一遍即可,接着正面填充,这样正反交替焊接可有效地控制钢板焊后变形。焊接参数如表1所示。
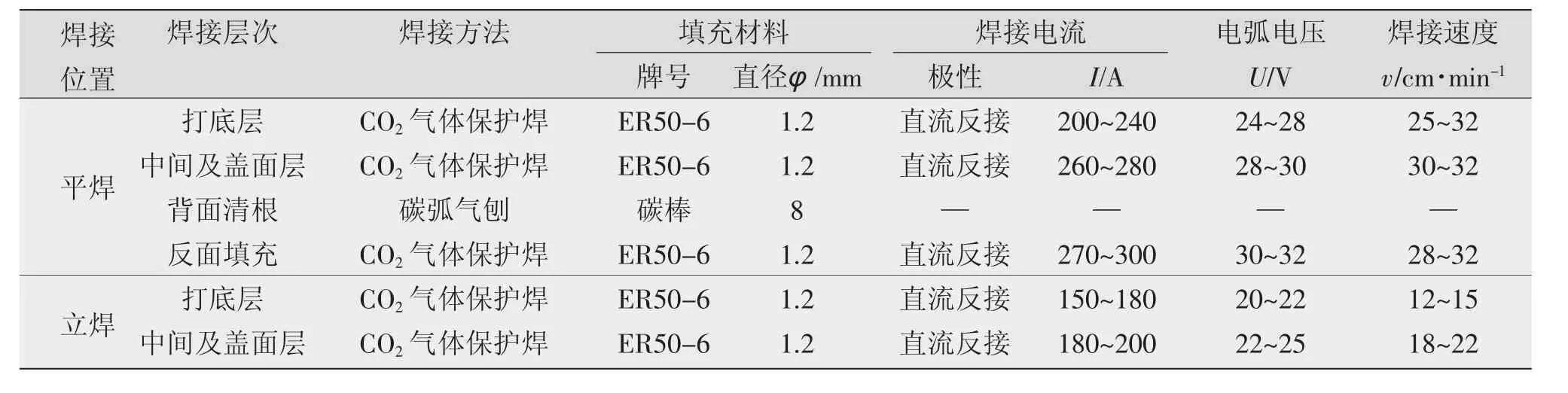
表1 CO2气体保护焊焊接参数Table 1 Welding parameter of CO2gas metal arc welding
5 结论
(1)以某抓斗卸船机大车行走机构三轮平衡梁制作为例,详细阐述该平衡梁结构的组装及焊接工艺过程。采用上述工艺,不仅保证了结构整体的焊接变形量,而且工艺执行方便、可靠,提高施工效率,焊缝返修率低,特别是关键部位的尺寸及焊缝质量较以前得到很大的改善。
(2)安排施工工艺时,应充分考虑平衡梁结构实际情况和现场条件,尽量使制作工艺简洁、实用,工艺可操作性良好。生产实践证明,该制造工艺在众多港口设备行走机构平衡梁的生产制造过程中可操作性较强,效果显著,可广泛应用于该类产品的生产,也为其他类产品的焊接、加工生产提供借鉴和参考。
[1]张绍濂.悬臂式斗轮堆取料机结构形式分析[J].上海电力,1998(1):7-10.
[2]廉书生,张锋锋,董达善,等.岸桥大车平衡梁疲劳寿命预测[J].计算机辅助工程,2011,20(3):81-84.
[3]韩曙光,董战虎.13MnNiMoNbR钢焊接[J].承德石油高等专科学校学报,2001,3(2):12-15.
[4]逯宏伟.挖掘机回转平台焊接工艺改进[J].金属加工(热加工),2012(18):25-26.
[5]张国中,张磊,刘传辉,等.钢制箱型梁焊接变形控制与矫正[C].宁夏:2011全国钢结构学术年会论文集,2011.
Assembling and welding technology of three-wheel equalizing beam of cart traveling mechanism of grab ship-unloader
WANG Jing
(Chengde Petroleum College,Chengde 067000,China)
Cart traveling mechanism is at the bottom of the under ship-unloader and bears the weight of the enormous mechanica equipment,and is the basic part for keeping the mechanical equipment steady traveling,so that its manufacture quality is very importan for the safe operation of the whole equipment.The welding requirement of equalizing beam is the strictest in traveling mechanism.Th research is illustrated by the manufacture of three-wheel equalizing beam of cart traveling mechanism of a grab ship-unloader,and th assembly and welding technology of three wheel equalizing beam in the manufacturing process are analyzed,which lays the foundatio of safe and steady operation for ship-unloader and provides reference for manufacturing of the same kind of equipments.
cart traveling mechanism;three-wheel equalizing beam;grab ship-unloader;assembly technology;welding technology
TG457
B
1001-2303(2017)06-0038-04
10.7512/j.issn.1001-2303.2017.06.08
2017-01-09
王 晶(1978—),男,工程师,硕士,主要从事焊接结构强度与焊接工艺评定方面的研究工作。E-mail:wangjing1953@qq.com。
本文参考文献引用格式:王晶.抓斗卸船机大车行走机构三轮平衡梁组装及焊接工艺[J].电焊机,2017,47(06):38-41.
猜你喜欢
农业装备与车辆工程(2021年8期)2021-08-28
南方农机(2021年1期)2021-01-20
中国石油石化(2020年11期)2020-07-07
港口装卸(2020年3期)2020-06-30
新商务周刊(2019年10期)2019-12-21
现代营销·理论(2019年10期)2019-09-10
商品与质量(2019年38期)2019-04-18
小哥白尼·军事科学画报(2019年12期)2019-03-02
测控技术(2018年10期)2018-11-25
汽车实用技术(2016年1期)2016-12-24