异种钢焊缝中的Ⅱ型边界组织及其影响
2017-07-24 15:41孙咸
电焊机 2017年6期
孙 咸
(太原理工大学 焊接材料研究所,山西太原030024)
异种钢焊缝中的Ⅱ型边界组织及其影响
孙 咸
(太原理工大学 焊接材料研究所,山西太原030024)
综述奥氏体与非奥氏体异种钢焊缝中的Ⅱ型边界组织及其影响。结果表明,在异种钢焊缝过渡区出现了一种平行于熔合线方向伸展的Ⅱ型边界组织。温度条件和晶体结构条件是Ⅱ型边界形成的必要条件,而转变的驱动力是该组织形成的充分条件,二者缺一不可。Ⅱ型边界是一组弱而近似平面的界面,一旦遭遇充氢,熔合边界上的马氏体就可能产生氢致裂纹。Ⅱ型边界的存在也是这类焊缝发生剥离的必要条件,接头的工况条件等则是剥离的充分条件。对于Ⅱ型边界组织引起的焊接裂纹和焊件剥离,必须搞清裂纹的性质与原因,然后采用针对性的工艺措施。
Ⅱ型边界组织;异种钢焊缝金属;马氏体;裂纹;剥离
0 前言
奥氏体与非奥氏体异种钢焊接可降低材料成本,提高材料使用性能(高温、防腐、耐磨等),广泛应用于电力、石油、化工、矿山及军工等行业。采用奥氏体填充材料的异种钢焊接,可以降低工件预热温度,甚至不预热,改善异种钢的焊接性。虽然现有的焊接材料及其匹配的焊接工艺基本能满足结构制造要求,但是这并不意味着在所有情况下都能获得满意的结果。在一些情况下,焊接工艺与接头组织之间关系较为复杂[1-2]。鉴于异种钢焊缝中“过渡区”组织的复杂性,以及焊件使用性能的多变性,焊缝中奥氏体晶界的类型和性质引起了研究人员的关注[3-5]。这涉及到异种钢焊接的传统理论与一些新观点的交流。本研究结合多年的焊接实践和参考近年来相关研究文献,将异种钢焊缝金属组织特征与熔合区Ⅱ型边界组织形成机理相联系,探讨Ⅱ型边界组织及其对焊接裂纹和剥离破坏的影响。该研究对进一步认识“过渡区”组织、丰富异种钢焊接理论以及工程应用,具有一定的参考价值和理论意义。
1 异种钢焊缝中熔合区组织特征
Cr30-Ni9型双相不锈钢焊条熔敷在35CrMnSi钢上后,异种钢焊缝中的熔合区显微组织如图1所示。焊缝组织的最大特点是不均匀性。在靠近熔合线1上方附近,出现了沿结晶方向排列的单相奥氏体柱状晶区3,称为“奥氏体晶带区”。奥氏体晶带区的宽度沿熔合线的分布不均匀,有的地段宽,有的地段窄。奥氏体晶带区处于Cr、Fe、Ni、C成分过渡区,其组织也不均匀。金相观察发现,该熔合区实际上由两种组织组成,即紧靠熔合线很窄的马氏体层2和粗大的奥氏体柱状晶区3。马氏体组织的数量和马氏体层的宽度沿熔合线分布不均匀或者不连续,通常不易看到这种马氏体组织,用特殊的腐蚀剂才能显示。熔合区附近显微硬度HM480~530,证明该区存在马氏体组织。焊后状态试样熔合区未见明显的增碳层和脱碳层。在马氏体层和奥氏体晶带间存在一个异相界面,界面附近是成分和性能的突变区。在奥氏体晶带区3以上是δ+γ双相区4,而熔合线1以下是含有热影响区(HAZ)的母材区5。区域2和3构成了焊缝的成分过渡区6。
图1试样未显示马氏体层的焊缝熔合区组织如图2所示。可以看出,在熔合线上方的奥氏体晶带区出现了一种大致平行于熔合线伸展的Ⅱ型边界,而与熔合线大致垂直的边界则被称为Ⅰ型边界。该图中的Ⅱ型边界有些忽隐忽现或不太连续,经热处理后的试样中Ⅱ型边界十分清晰、连续,如图3所示[3]。Ⅱ型边界组织的性质是一种奥氏体晶粒边界,位于熔合区焊缝侧几微米处,沿平行于熔合线方向伸展。

图1 异种钢焊缝中的熔合区组织(在35CrMnSi钢上熔敷30-9型焊条)

图2 未显示马氏体的焊缝熔合区组织(在35CrMnSi钢上熔敷30-9型焊条)

图3 经610℃PWHT后熔敷层焊缝金属组织(在A508(低合金钢)上熔敷309L(24-13型钢))
2 焊缝组织不均匀性的影响因素
2.1 焊缝化学成分的影响
不同合金系的填充金属被熔入的母材稀释后形成的均匀混合区焊缝金属组织各异,通过Schaeffle图可确定焊缝组织。正常、合理的均匀混合区不允许出现马氏体组织。图1焊缝均匀混合区的组织是奥氏体+16%δ-铁素体,未出现马氏体组织,表明该接头焊材的选用合理。
在熔合线附近的过渡区,成分的突变导致微观组织复杂多变。对于用奥氏体焊接材料焊接非奥氏体类母材的情况,该区不可避免出现了奥氏体带和马氏体层。而马氏体层或奥氏体带的厚度及沿熔合线分布特征,则可能受到焊接材料的合金系、焊接方法(含操作技术)、焊接热输入以及接头形式等工艺因素的影响。
化学成分对Ⅱ型边界的影响主要是基底材料在固态相变时必须发生奥氏体转变,下面详细阐述。
2.2 稀释率的影响
母材在焊缝中所占比例即稀释率对Ⅱ型边界的影响,主要指对Ⅱ型边界附近成分过渡区组织的影响。在图1所示的试样中,采用Cr30Ni12型双相不锈钢焊条熔敷35CrMnSi钢,理论上可获得无马氏体组织的A+F双相焊缝金属,但有时实测的焊缝硬度达HM432~583,产生了马氏体组织。根据Schaeffler原理,凡熔合比达到42%的部位均可能出现马氏体组织。在焊缝熔合区,由于熔合比在焊缝各处的不一致性,在熔合线附近区域的熔合比可能较大(超过42%),出现马氏体;而在焊缝均匀混合区熔合比则较小,未发现马氏体。即使沿着熔合线方向,熔合比也不可能完全保持一致,这是焊缝的成分和组织不均匀性所致。在实际应用中,要求适中的焊缝熔合比为20%~35%。在这种情况下,焊缝中和熔合区的局部区域仍可能出现马氏体。而少量马氏体的存在是否一定会产生裂纹,很大程度上取决于采用的工艺条件。
2.3 焊后热处理的影响
异种钢焊缝中Ⅱ型边界组织既可以在焊后状态出现,也可以在焊后热处理状态出现,如图2、图3所示。两种试样中Ⅱ型边界组织的差别是:①焊后状态试样中,在熔合区有的地段Ⅱ型边界断断续续,存在不连续现象,且平行于熔合线伸展性起伏较大(见图2);②在焊后热处理状态试样中,Ⅱ型边界连续性较好,平行于熔合线伸展性起伏较小的特性显见(见图3)。在经550℃PWHT后的熔合区组织中(见图4),可以看出奥氏体晶内或晶界的碳化物明显析出,熔合线附近的回火马氏体层依稀可见。

图4 经550℃ PWHT后熔合区边界组织(在38CrNi3Mo钢上熔敷Cr30Ni12型焊条)
3 焊缝熔合区的Ⅱ型边界组织形成及其影响
3.1 焊缝熔合区的Ⅱ型边界组织形成机理
Ⅱ型边界组织是在碳钢或基底材料处在固态奥氏体相的温度范围内形成。文献[3]认为,只有当FCC熔敷金属凝固时,该温度下的碳钢或低合金钢是以δ铁素体存在,此时才会形成Ⅱ型边界。因为此时熔合线上的熔融金属不能在母材半熔化的δ铁素体上向熔池进行奥氏体晶粒的同轴生长,而需要在熔池金属中进行FCC非均质成核。然而在凝固后很短时间温度降低后,碳钢母材δ铁素体又转变为奥氏体,这样熔合边界上原来的BCC-FCC界面转变为FCC-FCC界面,而在界面的两侧存在严重的取向错匹配(不一致),使熔合线成为高能量的可移动的界面。由于温度梯度、成分梯度和FCC熔敷金属,以及FCC基底金属晶格参数不同,因而产生应变能,在这种应变能的驱动下,熔合边界向FCC熔敷金属内部迁移;当温度继续降低时,被锁定在离熔合边界一个短距离的位置上,形成Ⅱ型边界。既然Ⅱ型边界是在固态奥氏体相的温度范围内形成的,焊接热输入和HAZ中的温度梯度就会对其形成产生某些影响,这是因为这些参数会对焊缝金属和HAZ金属都处于奥氏体状态的时间和Ⅱ型边界得以迁移的时间产生影响。
可以看出,Ⅱ型边界组织形成实际上是在熔合边界上BCC-FCC界面转变为FCC-FCC界面,熔合边界向FCC熔敷金属内部迁移,即晶粒长大的过程。其中,温度条件(固态奥氏体相的温度范围)和晶体结构条件(该温度下基底必须是以δ铁素体存在,并随后发生奥氏体转变)是Ⅱ型边界组织形成的必要条件,而转变的驱动力(温度梯度、成分梯度和FCC熔敷金属,以及FCC基底金属晶格参数不同,产生应变能)则是Ⅱ型边界组织形成的充分条件,二者缺一不可。文献[3]用Monel合金(奥氏体,70Ni-30Cu)熔敷在490铁素体不锈钢上,焊缝中未形成Ⅱ型边界组织,就是因为在焊缝凝固过程中基底没有发生奥氏体转变,未能满足形成Ⅱ型边界组织的必要条件(见图5)[3]。
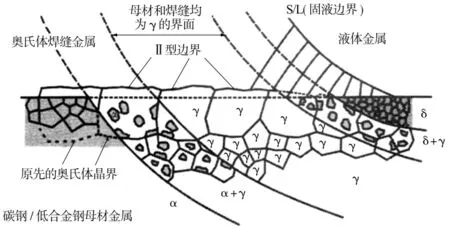
图5 奥氏体焊缝金属中Ⅱ型边界形成机理(用奥氏体填充材料焊接碳钢母材时)
3.2 Ⅱ型边界组织的影响
3.2.1 Ⅱ型边界组织对氢致裂纹的影响
研究者所关注的Ⅱ型边界组织,绝不仅仅是焊缝金属组织中的一条晶粒边界线,而是在这条晶粒边界线及其附近可能存在的细节组织。由图6可知,在Ⅱ型边界下方,从母材熔合线生长的马氏体组织沿熔合线分布不均匀,有的地段多,有的地段少,此即所谓熔合区马氏体层。该组织用一般腐蚀剂难于显示,只有用特殊的腐蚀剂才能被显示。由于在过渡区中BCC或马氏体的一侧与熔敷金属FCC的一侧线胀系数不匹配,热循环会在这个区域产生应变,而Ⅱ型边界又是一组弱而近似平面的界面,因而成为优先开裂的位置。如果焊接工艺或工作环境一旦使接头充氢,则熔合边界上的马氏体可能产生氢致裂纹[3]。
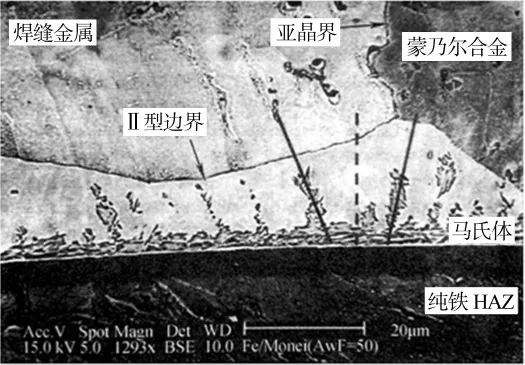
图6 在纯铁上堆焊70%Ni-30%Cu蒙乃尔合金(56%稀释率)形成的过渡区
3.2.2 Ⅱ型边界组织对熔敷层剥离的影响
异种钢焊缝中,熔敷层的剥离可以在实际熔敷时(焊后状态)发生,也可以在焊后热处理状态(PWHT)或结构运行中发生。由于一般是在PWHT后进行检测,所以难以在制造过程中确定剥离发生的确切时间。图7是以309L钢熔敷A508钢的熔敷层剥离后断裂表面的轮廓[3]。从剥离的位置和取向可以清楚地看到,破坏是沿着熔敷层中Ⅱ型边界发生(见图3)Ⅱ型边界的性质和它处于成分和组织的过渡区的位置导致了这种破坏。两种珠光体类钢上堆焊奥氏体不锈钢形成的剥离裂纹形貌如图8、图9所示[4]裂纹在Ⅱ型边界发生并沿着Ⅱ型边界扩展,这种剥离断裂属于脆性晶界开裂。

图7 从A508压力容器钢上剥离的309L型熔敷层

图8 在2.25Cr-1Mo钢上用309带极焊材SAW熔敷形成的剥离裂纹

图9 在高压釜试样上用309L焊条堆焊形成的剥离裂纹
有研究认为,剥离的敏感性随焊后热处理温度的提高和时间的延长而增大,这是在热处理过程中增大了奥氏体逆转或者过程的不稳定性引起的,将促进马氏体的形成。在焊后热处理时,熔合边界的初始马氏体明显变成回火马氏体。热处理循环可以诱导形成新的马氏体,表明二次马氏体能够被二次热处理(回火)循环回火。二次回火温度高于第一次时,对剥离性方面没任何好处。然而,当第二次热处理(回火)是在较低的温度下时,剥离敏感性大大减少。原因可能是:首先,在熔合边界附近的马氏体被回火;其次,低温最大限度减少了新的马氏体(通过奥氏体逆转或过程不稳定)形成[4]。
Ⅱ型边界的存在及过渡区组织特性使该区成为异种钢接头的薄弱环节,是这类异种钢焊缝发生剥离破坏的必要条件。接头的工况条件,包括所接触的介质、工作温度、应力状态等导致的沿Ⅱ型边界裂纹生成和扩展,则是剥离破坏的充分条件。二者缺一不可。
4 Ⅱ型边界组织的控制原理
对Ⅱ型边界组织的控制主要是指对该组织可能产生危害的控制。在这类异种钢焊接工程应用中,当确定焊接材料和工艺方法后,受母材稀释率的影响,熔合区的马氏体层和奥氏体晶带的出现不可避免。此时应该关注的是如何防止焊接裂纹和接头剥离的发生。对于焊后状态熔合区Ⅱ型边界附近的裂纹,可以采用如图10所示的低氢工艺来控制或防止[1]。对于焊件在Ⅱ型边界附近的剥离破坏,虽然与工件的工况条件,包括工作温度、接触的介质性质、应力状态等因素强烈有关,但首要的仍然是控制或防止裂纹发生,因为裂纹是剥离的前因。在此必须首先搞清裂纹的性质和原因,然后采用针对性工艺措施。如果是氢致裂纹,则采用防氢、控氢的低氢工艺;如果是热处理或高温运行裂纹,则考虑熔合区的碳迁移、接头的软化区,或晶界脆化等原因。

图10 低氢工艺与熔合区裂纹关系的控制原则框图
5 结论
(1)在非奥氏体类钢上熔敷奥氏体合金时,在焊缝过渡区出现了一种平行于熔合线方向伸展的Ⅱ型边界特征组织。该组织的形态受到焊缝金属成分、母材稀释率和焊后热处理等因素的影响。
(2)温度条件和晶体结构条件是Ⅱ型边界组织形成的必要条件,而转变的驱动力是该组织形成的充分条件,二者缺一不可。
(3)Ⅱ型边界是一组弱而近似平面的界面,接头一旦遭遇充氢,熔合边界上的马氏体可能产生氢致裂纹。
(4)Ⅱ型边界的存在是这类异种钢焊缝发生剥离的必要条件;接头的工况条件,包括所接触的介质、工作温度、应力状态等则是剥离的充分条件。二者缺一不可。
(5)对于Ⅱ型边界组织引起的焊接裂纹和焊件剥离,必须搞清裂纹的性质与原因,然后采用针对性工艺措施。
[1]孙咸.异种钢焊缝中熔合区裂纹与低氢工艺的关系[J].机械制造文摘-焊接分册,2015(3):17-23.
[2]孙咸.异种钢焊缝中的熔合区裂纹[J].焊接,1989(9):11-15.
[3]Nelson T W,Lippold J C,Mills M J.Nature and evolution of the fusion boundary in ferritic-austenitic dissimilar meta welds.Part2:on-coolingtransformations[J].WeldingJournal 2000,79(10):267s-277s.
[4]Gittos M F,Robinson J L,Gooch T G.Disbonding of austenitic stainless steel cladding following high temperature hydrogen service[R].IIW document Commission IX-2234-07.February 2007.
[5]Lippold J C,Kotecki D J.不锈钢焊接冶金学及焊接性[M].陈剑虹,译.北京:机械工业出版社,2008:266-274.
TypeⅡboundary microstructure and its influence of dissimilar steel weld
SUN Xian
(Institute of Welding Consumables,Taiyuan University of Technology,Taiyuan 030024,China)
The typeⅡ boundary microstructure and its influence of the austenite and non-austenite dissimilar steels welds are summarized.The results show that there is a typeⅡboundary structure extending parallel to the bond line in the transition zone of dissimilar steels welds.The conditions of temperature and crystal structure are essential conditions for form of type Ⅱ boundary,and the driving force of transformation is a sufficient condition,none is indispensable.The type Ⅱ boundary is a set of weak and approximately plane interfaces,once welded joints are immersed by hydrogen,the martensites on the bond boundary may produce hydrogen cracks.The existence of typeⅡ boundary is the essential condition of the welds stripping,and the working conditions of the joints are sufficient conditions.For the cracks and weldment stripping caused by type Ⅱ boundary,it is necessary to find out the property and cause of the cracks and adopt the targeted measures.
type Ⅱ boundary microstructure;dissimilar steel weld metal;martensite;crack;stripping
TG406
A
1001-2303(2017)06-0001-06
10.7512/j.issn.1001-2303.2017.06.01
2017-02-20
孙 咸(1941—),男,教授,主要从事焊接材料及金属焊接性方面的研究和教学工作。E-mail:sunxian99@163.com。
本文参考文献引用格式:孙咸.异种钢焊缝中的Ⅱ型边界组织及其影响[J].电焊机,2017,47(06):1-6.
猜你喜欢
山东冶金(2022年1期)2022-04-19
装备制造技术(2020年1期)2020-12-25
黑龙江科技大学学报(2016年5期)2016-12-09
电焊机(2016年8期)2016-12-06
上海金属(2016年1期)2016-11-23
动画大王(漫画行)(2016年7期)2016-07-30
动画大王(漫画行)(2016年5期)2016-07-29
动画大王(漫画行)(2016年4期)2016-07-29
动画大王(漫画行)(2016年1期)2016-07-29
设备管理与维修(2016年7期)2016-04-23