
Sn/Al真空钎焊压力下母材氧化膜的破碎效果
2016-12-09 07:31:17杨德云石南辉
黑龙江科技大学学报 2016年5期
杨德云, 石南辉, 张 健, 郝 亮, 吴 犇
(1.哈尔滨华德学院 材料工程系, 哈尔滨 150025; 2.哈尔滨工业大学 材料科学与工程学院, 哈尔滨 150001)
Sn/Al真空钎焊压力下母材氧化膜的破碎效果
杨德云1, 石南辉1, 张 健2, 郝 亮1, 吴 犇1
(1.哈尔滨华德学院 材料工程系, 哈尔滨 150025; 2.哈尔滨工业大学 材料科学与工程学院, 哈尔滨 150001)
Sn 基钎料是常用的低温钎料。为深入研究真空钎焊下Sn与Al结合机理,分析不同加压环境下,不同尺寸母材氧化膜破碎情况。结果表明:小尺寸Al母材氧化膜得以破碎和去除,而大尺寸Al母材氧化膜基本无变化。当采用尺寸大小相当的母材,母材变形量基本一致,氧化膜彻底破碎和去除,露出新鲜的母材基体,与钎料Sn直接接触。温度达到300 ℃时,Sn钎料对母材产生溶解,形成良好的结合。
锡钎料; 纯铝; 钎焊工艺; 氧化膜
铝对氧的亲和力很大,表面很容易形成一层致密而稳定,且熔点很高的氧化膜,很难去除[1-3]。室温时的氧化膜厚度约为5 nm;在500~600 ℃的钎焊温度下,膜厚度急剧增至100~200 nm,阻碍钎料和母材的润湿和结合,成为钎焊时主要障碍之一[4-7]。
采用新的思路,即在真空环境下进行Sn/Al的钎焊,以尽量降低钎焊环境中的含O量,避免Al和O结合形成Al2O3铝过渡层。但是,Sn/Al的真空钎焊面临着母材氧化膜难以去除的问题。目前,尚未找到Sn/Al真空钎焊研究的文献资料,因此,笔者采用纯锡钎料钎焊工业纯铝,分析其界面微观形貌。
1 1060化学成分与实验设备
实验采用1060工业纯铝作为母材,其化学成分如表1所示。
表1 1060工业纯铝化学成分
Table 1 1060 industry pure aluminum chemical composition

元素CuMgMnFeSiZnTiAlw/%0.0500.0050.0500.4000.2500.0500.030余量
实验所用设备为ZKKSH-01型高温真空钎焊炉。该设备由循环水冷却系统、真空系统、加压系统、数显系统和控制系统等部分组成。真空系统由机械泵和分子泵两级真空泵组成,最高真空度可达5×10-4Pa;加热系统最大输出功率14 kW,最高加热温度为1 400 ℃,焊接升温过程通过程序控制,控温精度可达±5 ℃;加压系统由压缩空气驱动,输出压力范围为0.5~50 kN。
2 钎焊工艺与氧化膜的破碎效果
2.1 实验环境与工艺参数
为了方便表述,Sn/Al真空钎焊指纯Sn钎料真空钎焊纯铝的实验。
Al表面有一层化学性质很稳定的氧化膜,而Sn/Al钎焊温度较低,难以找到能够有效去除铝氧化膜的钎剂,也不能利用活性元素有效去除氧化膜。因此,采用真空环境下施加压力,使硬而脆的氧化膜在变形过程中破碎而去除,露出母材。然后将温度上升到Sn的熔点之上,使液态锡对母材溶解,从而实现钎焊[8-9]。
Sn/Al真空钎焊前,对母材去膜处理:依次用200#、500#、800#、1 200#的砂纸打磨,再用cHCl∶cHNO3∶cHF∶cH2O=6∶2∶2∶90的混合酸清洗1 min,去除表面氧化膜,并用水冲洗,然后用丙酮清洗20 min。锡钎料去膜处理:用1 200#砂纸将600 μm纯锡钎料打磨至平整无划痕,然后用丙酮清洗40 min;再用稀HCl浸泡7 min去除表面氧化膜;用自来水冲洗,并用丙酮清洗、吹干[10]。Sn和Al装配使用6 mm×6 mm×5 mm的1060铝块作为上板,10 mm×10 mm×5 mm作为下板,中间放置厚约600 μm的锡钎料。
Sn/Al真空钎焊的工艺曲线如图1所示。将装配好的工件置于真空炉中,抽真空至10-4Pa;然后逐级加热至200 ℃;加压40~170 MPa,保温5 min,去除母材表面氧化膜;再撤除压力并以10 ℃/min的速度升温至300 ℃,保温10 min,钎焊结束。
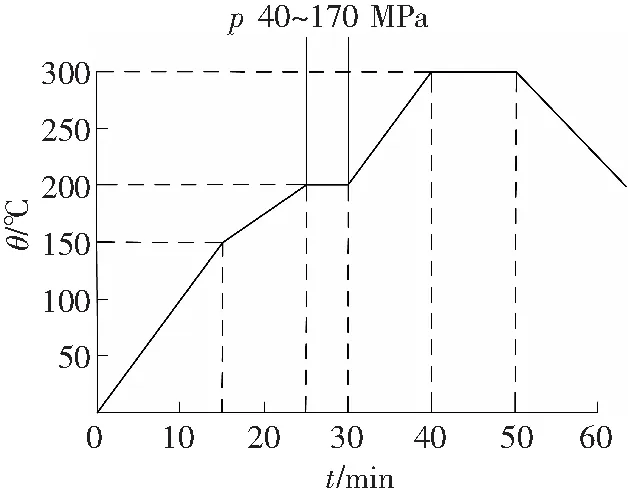
图1 Sn/Al真空钎焊工艺曲线
2.2 压力对母材氧化膜的破碎效果
借助扫描电子显微分析(SEM分析)、透射电子显微分析(TEM分析)等,在温度200 ℃,施加压力40 MPa以下时,上、下侧母材均没有发生明显的变形,母材与钎料之间几乎没有结合。压力为80 MPa时,上侧母材发生了11%的变形,下侧母材基本没有变形,工件宏观形貌如图2所示。从图2中可以明显看出,在钎缝靠近中心的Ⅰ部位没有钎料填充,将该间隙部位放大,如图3a 所示,母材和钎料润湿角大于90°,这是由于母材靠近中心的位置变形量小,氧化膜没有去除,因为无润湿,从而被向外挤出。在上侧母材靠近边缘Ⅱ部位氧化膜破碎,形成了良好润湿,钎缝被填满,如图3b所示。
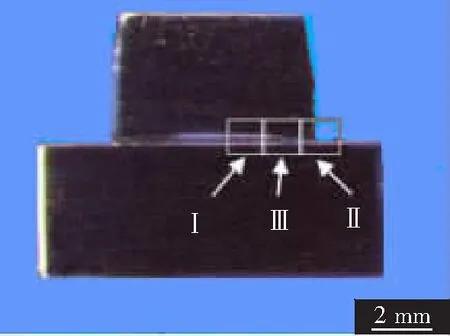
图2 80 MPa去膜Sn/Al真空钎焊工件宏观形貌
Fig. 2 Macro of Sn/Al vacuum brazing welding workpieces under 80 MPa removed film

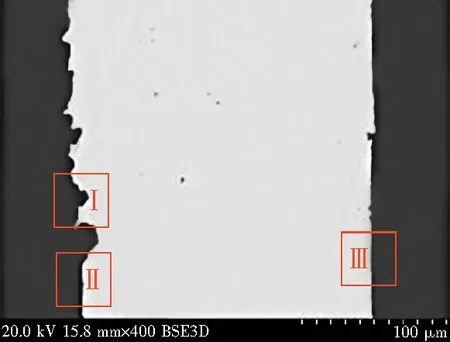
a 图3Ⅰ处放大 b 图3Ⅱ处放大 c 图3Ⅲ处放大

d 图4cⅣ处放大 e 图4cⅤ处放大 f 图4cⅥ处放大
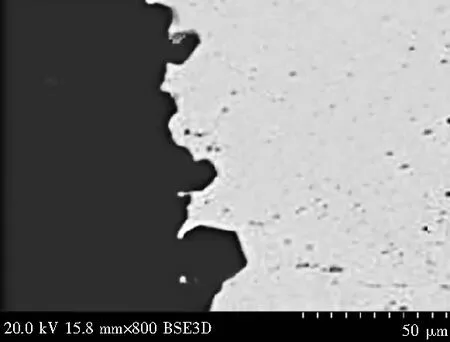
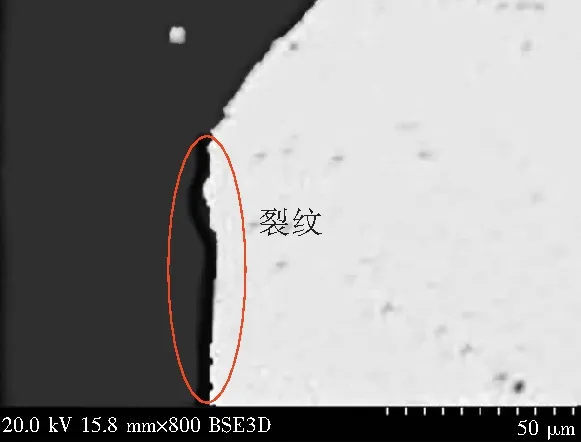
图3c为图2中Ⅲ处的界面形貌,将其界面区域进一步放大。图3d为图3c图中Ⅳ放大处,可见上侧母材与钎料之间的界面曲折交错,这是液态钎料对母材溶解造成的,母材在此处变形较大,氧化膜被破碎去除,并且界面出现了Al晶粒。另外,上侧母材与钎料的结合面还存在氧化膜没去除的部位,图3e所示。与上侧母材不同,在受力相同情况下,下侧母材基本没变化,氧化膜也没有发生破碎,因而无法形成结合,在Sn与下侧母材之间存在明显裂缝,如图3f所示。
在压力增至120 MPa时,母材接触面上侧17.4%的变形,下侧母材基本没有变形。宏观形貌如图4所示。可以看出,母材之间全部被钎料填充。

图4 120 MPa去膜Sn/Al真空钎焊工件宏观形貌
Fig. 4 Macro of Sn/Al vacuum brazing welding workpieces under 120 MPa removed film
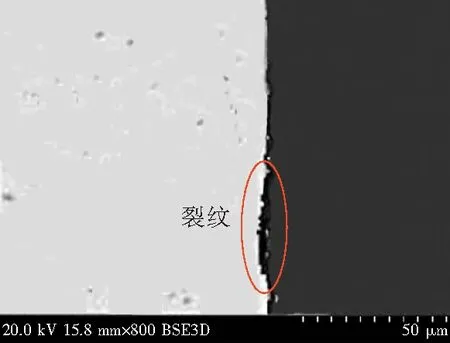
与上述分析同理,图5a是图4焊缝的背散射形貌,图5b是图4上侧界面的放大。可以看出,上侧母材与钎料接触面形成一些溶蚀,这是因为上侧母材变形较大,氧化膜破碎和去除,熔化液态钎料通过氧化膜破碎的部位对母材产生溶解而形成,从图中还可看出母材被溶解后留下的氧化膜。但母材氧化膜去除不彻底,界面处还存在一些未结合部分,如图5c所示。而其下侧母材与80 MPa时相似,无明显变形,无法去除氧化膜,没被钎料溶解,因此保持比较平直的形貌,之间有明显裂缝,如图5d所示。
在压力增至170 MPa时,母材接触面上侧26.8%的变形,下侧母材也是基本没有变形。宏观形貌如图6所示。
图7a 是图7钎缝的背散射形貌,图7b、c分别为上、下界面的放大。从图7 b可以看出,上侧母材表面氧化膜得到较为彻底破碎和去除,界面与母材之间形成了良好的结合,而且看不到氧化膜残留。从图7c看出,下侧母材与80和120 MPa压力时情况相似,母材与钎料没形成结合,且存在明显裂缝。
由上述可看出,在200 ℃对母材施压160 MPa时能有效破碎上侧母材氧化膜,与钎料形成良好的结合,下侧母材面积因大于上侧面积,下侧母材只有与上侧母材接触的部分受力,外端未受力部分会限制接触区的变形。因此对其接触部分进行受力分析得出,可减小母材厚度及横向尺寸。
a 焊缝形貌
b 图6aⅠ处放大
c 图6aⅡ处放大
d 图6 aⅢ处放大
Fig. 5 Microstructure of Sn/Al vacuum brazing interface under 120 MPa removed film
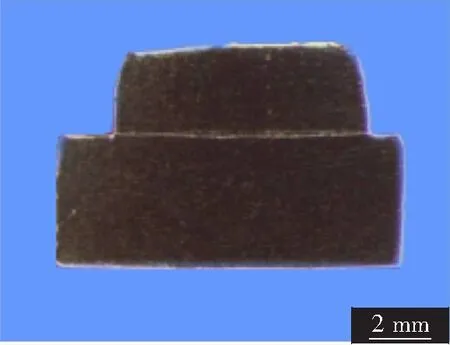
图6 170 MPa去膜Sn/Al真空钎焊工件宏观形貌
Fig. 6 Macro of Sn/Al vacuum brazing welding workpieces under 170 MPa removed film

a 焊缝形貌
b 上侧界面

c 下侧界面
Fig. 7 Microstructure of Sn/Al vacuum brazing interface under 200 ℃, 170 MPa removed film
采用6 mm×6 mm×5 mm的1060纯铝作上板,10 mm×10 mm×2 mm的1060纯铝作下板,工艺相同,发现上侧母材变形增大,结合良好,而下侧母材与5 mm厚情况大致相同,没发生明显变形,这说明垂直方向受力不是限制下侧母材变形的主要原因。
当采用5.5 mm×5.5 mm×4.0 mm的1060纯铝作为上板与6 mm×6 mm×4 mm的1060纯铝作为下板,工艺相同,进行Sn/Al真空钎焊实验。上侧母材变形29.6%,下侧母材变形24.4%,上、下侧表面氧化膜得到较好去除,达到良好的结合,这表明横向的挤压阻力是限制下侧母材变形的主要原因。宏观形貌如图8所示,其界面微观形貌如图9所示。

图8 减小下侧母材面积的Sn/Al真空钎焊工件宏观形貌
Fig. 8 Macro of Sn/Al vacuum brazing welding workpieces under reducing side of base area

a 焊缝形貌
b 上侧界面

c 下侧界面
Fig. 9 Microstructure of Sn/Al vacuum brazing interface under reducing side of base area
3 Sn/Al真空钎焊界面结构分析
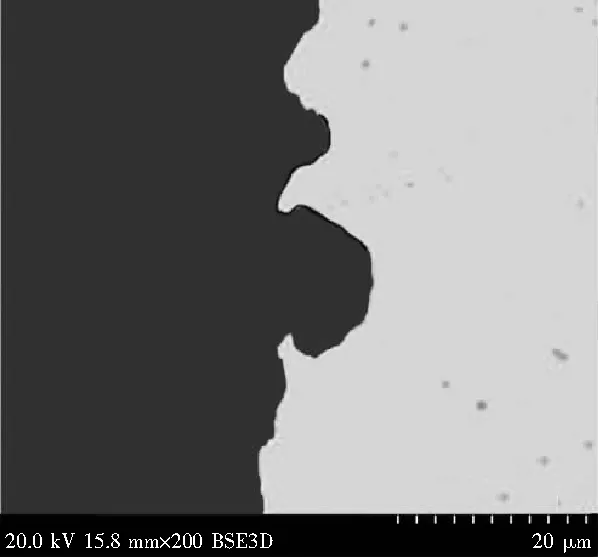
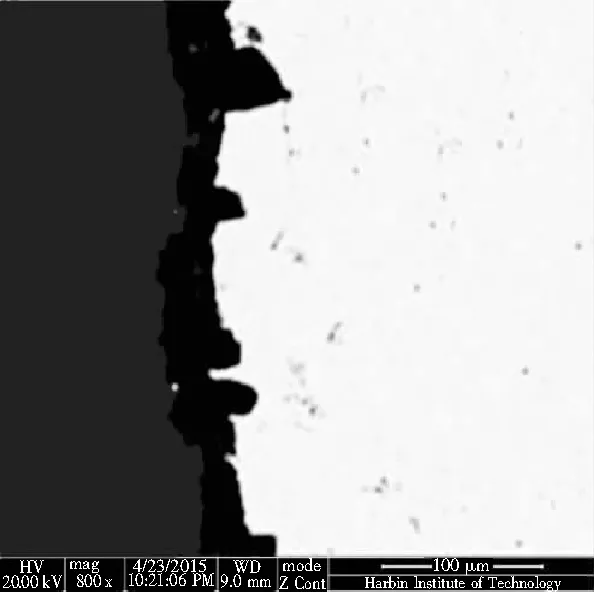
在300 ℃实施Sn/Al的钎焊,将得到的接头界面放大到10 000倍,其形貌如图10所示,看不出Sn和Al之间是否存在过渡层。沿着图10中的直线进行Sn、Al、O三种元素的线扫描分析,结果如图11。即使在真空环境进行Sn/Al的钎焊,Sn中的O质量分数最高约达20%,远高于Al中O含量,这可能是由于熔炼钎料时溶解大量的O,在真空环境下无法溢出,也和能谱分析仪分析精度不足有关。
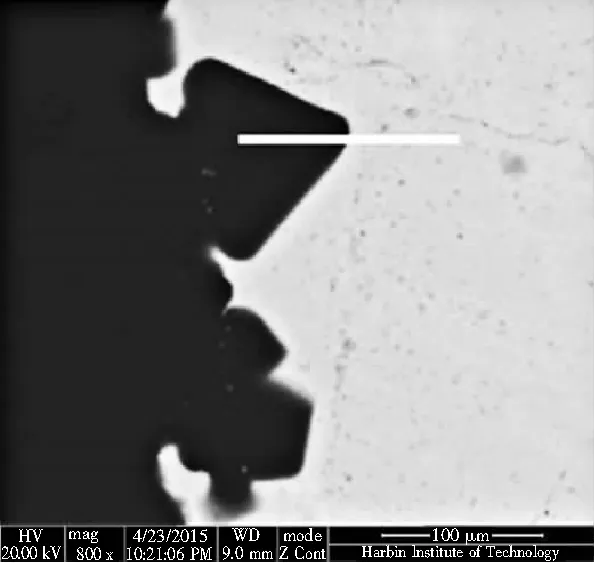
图10 Sn/Al真空钎焊界面形貌
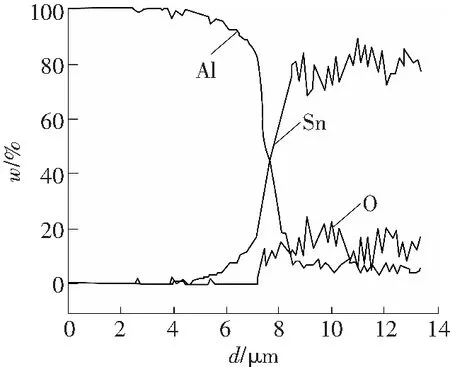
图11 Sn/Al真空钎焊元素线扫描曲线
4 结束语
Sn钎料与母材可以实现溶解形成结合。现场钎焊实践证明,真空环境下,在尺寸不等母材上加压,发现小尺寸Al母材氧化膜得以破碎和去除,而大尺寸Al母材氧化膜基本无变化;当采用尺寸大小相当的母材,在200 ℃下对母材施加170 MPa的压力,可以有效破碎和去除母材表面的氧化膜,露出新鲜的母材基体,与钎料Sn直接接触。再将温度升高到300 ℃,Sn钎料对母材产生溶解,可形成良好的结合。
[1] 张文毓. 钎焊技术的研究现状与应用[J]. 现代焊接, 2010, 96(10): 1-2, 6.
[2] 胡 刚, 康 慧. 铝合金真空钎焊的发展[J]. 焊接技术, 2001, 302: 1-3.
[3] 郑 欣, 王广海, 陈 建, 等. 6061铝合金真空钎焊技术的发展[J]. 轻合金加工技术, 2014, 42(1): 8-12.
[4] 张 满, 吕建强, 徐鸿宾, 等. 中温铝钎料的研究现状及发展趋势[J]. 热加工工艺, 2011, 40(19): 136-138.
[5] 李远星. 2024Al 超声波辅助软钎焊工艺及连接界面接合机制[D]. 哈尔滨: 哈尔滨工业大学, 2012: 40-76.
[6] 谭艺谋. 纯铝和铝锰合金Sn 基钎料钎焊界面组织及力学性能研究[D]. 哈尔滨: 哈尔滨工业大学, 2013: 20-28.
[7] 牛志伟, 羊 浩, 黄继华, 等. 几种铝用钎剂的比较[J]. 焊接, 2014(1): 62-65.
[8] 张启运, 庄鸿寿. 钎焊手册[D]. 北京: 机械工艺出版社, 1998: 25-29.
[9] 张国伟, 包晔峰, 蒋永锋, 等. 升温速率对Al-Si-Cu基钎料在6063铝合金表面润湿的影响[J]. 上海交通大学学报, 2010, 44(增刊): 73-76.
[10] 王要利, 张柯柯, 程光辉, 等. 微量稀土及工艺参数对SnAgCu钎料合金润湿特性的影响[J]. 中国机械工程, 2006, 17(18): 1963-1966.
(编辑 晁晓筠 校对 王 冬)
Damage effect on oxidation film of parent metals under different Sn/Al vacuum braze pressures exert
YangDeyun1,ShiNanhui1,ZhangJian2,HaoLiang1,WuBen1
(1.Faculty of Materials Engineering, Harbin Huade University, Harbin 150025, China;2.School of Materials Science & Engineering, Harbin Institute of Technology, Harbin 150001, China)
Sn-base filler metal is a common solder at low temperature. The process for brazing aluminum alloy using Sn-base filler metal has been more fully studied, but little is known about the mechanism behind Sn/Al bonding under vacuum brazing. The current study looks at the damage occurring in the oxidation film of parent metals of different sizes when they are subjected to the different pressure environment. The study demonstrates that the oxidation film of small-sized Al parent metals can be damaged and removed, while the oxidation film of big-sized Al parent metals remains virtually unchanged; the application of the parent metal of similar sizes results in basically the same deformation in parent metal, leaving the oxidation film completely broken and removed in a way that exposes fresh parent metal base and produces a direct touch with brazing filler metal Sn. This is followed by raising the temperature to 300 ℃, under which Sn brazing filler metal dissolves the parent metal and gives a better combination.
Tin solder; aluminum; brazing process; oxidation film
2016-08-28
黑龙江省教育厅科学技术研究项目(12543034)
杨德云(1979-),女,内蒙古自治区呼伦贝尔人,副教授,硕士,研究方向:焊接技术及焊接新材料、新工艺,E-mail:ydeyun@126.com。
10.3969/j.issn.2095-7262.2016.05.016
TG454
2095-7262(2016)05-0546-06
A
猜你喜欢
World Journal of Clinical Cases(2020年12期)2020-09-15 11:29:54
机械制造文摘·焊接分册(2019年2期)2019-07-08 03:59:06
制造技术与机床(2017年3期)2017-06-23 08:11:30
电焊机(2016年8期)2016-12-06 08:28:44
焊接(2016年8期)2016-02-27 13:05:11
焊接(2016年5期)2016-02-27 13:04:43
焊接(2016年3期)2016-02-27 13:01:32
焊接(2016年3期)2016-02-27 13:01:29
焊接(2016年3期)2016-02-27 13:01:27
山东冶金(2015年5期)2015-12-10 03:27:40
