
母材及焊丝对转向架用耐候钢焊接接头性能的影响
2016-12-06 08:28:44董洪达楚永萍倪宝成何亚玲
电焊机 2016年8期
董洪达,楚永萍,倪宝成,乔 燕,胡 洁,何亚玲
(1.中车南京浦镇车辆有限公司,江苏南京210000;2.西南交通大学,四川成都610031)
母材及焊丝对转向架用耐候钢焊接接头性能的影响
董洪达1,楚永萍1,倪宝成1,乔 燕1,胡 洁2,何亚玲2
(1.中车南京浦镇车辆有限公司,江苏南京210000;2.西南交通大学,四川成都610031)
以高速列车转向架用耐候钢S355J2W与SMA490BW为母材,匹配G424M21Z焊丝与CHW-55CNH焊丝得到三种焊接接头。观察三种接头的显微组织,并比较三种接头的力学性能和腐蚀性能。结果显示,三种接头的焊缝区显微组织均由先共析铁素体、针状铁素体、粒状贝氏体以及珠光体组成,过热区组织粗大出现魏氏组织,正火区组织细小均匀。S355J2W母材匹配两种焊丝所得接头的拉伸断裂强度接近,且断裂位置均位于母材,而SMA490BW母材匹配CHW-55CNH焊丝所得接头拉伸断裂位置位于焊缝,且其拉伸强度明显高于另外两种接头。SMA490BW母材的腐蚀速率低于S355J2W母材。以S355J2W为母材匹配两种焊丝所得的两种接头腐蚀速率接近。以CHW-55CNH为焊丝匹配SMA490BW母材的接头低于匹配S355J2W母材所得接头。母材是影响接头耐蚀性的主要因素,而焊丝对接头的耐蚀性的影响小于母材。
SMA490BW耐候钢;S355J2W耐候钢;焊接接头;显微组织;耐蚀性
0 前言
现代铁路运输正向高速、重载、大运量方向发展[1],它具有高速化、轻量化、载重大、抗疲劳性能和耐腐蚀性能优良等特点[2]。转向架是车辆的重要构件,由于转向架是复杂动负荷的主要承载构件,该动负荷又随车辆速度的提高而增大,因此,对转向架焊接构件的性能提出了更高的要求。目前应用于车辆转向架的主要是S355J2W和SMA490BW两种耐候钢,分别按照欧洲标准和日本标准生产。焊接接头是焊接构件中最薄弱之处,其性能优劣直接影响焊接构件乃至车辆运行的安全性,因此焊接接头的性能一直备受关注。材料与焊接材料的匹配是决定焊接接头性能的重要因素之一,在此选择S355J2W和SMA490BW两种耐候钢材料,与G424M21Z和CHW-55CNH两种焊接材料进行匹配,考察焊接接头的力学性能和耐腐蚀性能,为转向架用耐候钢焊接材料的选择提供依据。
1 试验材料和方法
1.1 试验材料
试验材料选用板厚为12 mm的S355J2W和SMA490BW耐候钢钢板,试验焊接材料选择直径1.2 mm的符合GB/T8810-1995标准要求的CHW-55CNH焊丝以及符合标准ISO14341A的G424M21Z焊丝。母材及焊丝主要化学成分如表1所示,母材及熔敷金属的力学性能如表2所示。母材及焊丝组合得到三种接头,如表3所示。

表1 S355J2W耐候钢和SMA490BW耐候钢以及焊丝主要化学成分%

表2 S355J2W耐候钢和SMA490BW耐候钢与焊丝熔敷金属力学性能

表3 母材及焊丝组合方式及接头编号
试验采用CO2混合气体保护焊,保护气体为φ(Ar)80%+φ(CO2)20%富氩混合保护气体。采用V型坡口的对接接头形式,对所有的试验焊接接头进行去应力退火处理。
1.2 试验方法
焊后经X射线探伤后,选用无缺陷焊板制备试验所需试样。试样在型号为ProgRes C5的金相显微镜下观察接头的微观组织形貌。依据标准GB/T 2651-2008进行拉伸试验,焊缝位于试样中间,每组材料取三个平行样,试验在DNS电子万能试验机上进行,试验加载速率为5 mm/min。
腐蚀试验试验依据标准TB/T 2375-93《铁路用耐候钢周期浸润腐蚀试验》进行,试样尺寸为60 mm× 40 mm×12 mm,腐蚀液溶液选用浓度为1.0×10-2mol/L的NaHSO3溶液。试验周期为在空气中暴露50 min,在盐水中浸渍10 min,60 min为一个周期,往复循环。分别在腐蚀50 h、75 h和100 h后,将试样取出,采用加热的柠檬酸铵溶液对试样表面的腐蚀产物进行清洗,称重并计算腐蚀速率。
2 试验结果和分析
2.1 三种接头的微观组织
图1为S355J2W和SMA490BW两种的微观组织。两种母材组织为大量均匀的小块状铁素体和少量的珠光体。基体晶粒较均匀细小,组织处于平衡状态。两种母材均表现出明显的轧制钢特征,枝晶偏析和杂质在加工的过程中被拉长,呈现出黑色的轧制带状组织的特点。带状组织属于钢材内部缺陷之一,它的存在使钢的组织不均匀,并影响钢材性能,形成各向异性。由图1可知,SMA490BW的
带状组织没有S355J2W明显且数量较少。
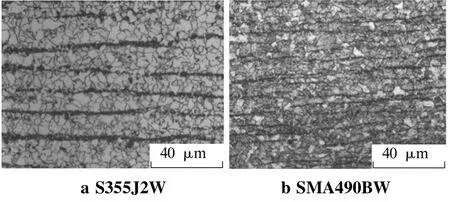
图1 两种耐候钢母材微观组织形貌
三种接头的微观组织形貌图2所示。图2中a1、b1、c1分别为1#、2#和3#接头的焊缝区,焊缝区组织粗大,主要由沿奥氏体晶粒分布的白色粗大的块状先共析铁素体和少量珠光体组成;板条状先共析铁素体沿一定位向从奥氏体晶内析出,少量粒状无碳贝氏体分布在晶内,可以看出,3#接头的焊缝区组织最为均匀,1#焊缝区先共析铁素体组织最粗大。图2中a2、b2、c2分别为1#、2#和3#接头的熔合区,熔合区晶粒大小不均匀,熔合线靠近焊缝一侧的晶粒明显小于靠近过热区一侧的晶粒。此区域温度处于液相线与固相线之间,极易造成晶粒粗大、化学成分和组织极不均匀,是易于造成脆性破坏的发源地[3]。比较可知,2#接头的熔合区晶粒最细小,3#熔合区组织最不均匀。图2中a3、b3、c3分别为1#、2#和3#接头的过热区,此区域奥氏体晶粒粗大,组织为由晶界向晶内生长的魏氏组织,晶内存在大量细小的粒状贝氏体。此区域处于局部融化状态,晶粒粗大且粗细不均,化学成分极不均匀,组织和成分都处于极不平衡状态,是易产生失效的最薄弱环节[4]。图2中a4、b4、c4分别为1#、2#和3#接头的正火区,此区域由细小均匀的铁素体和珠光体组成,其中2#组织最为细小。
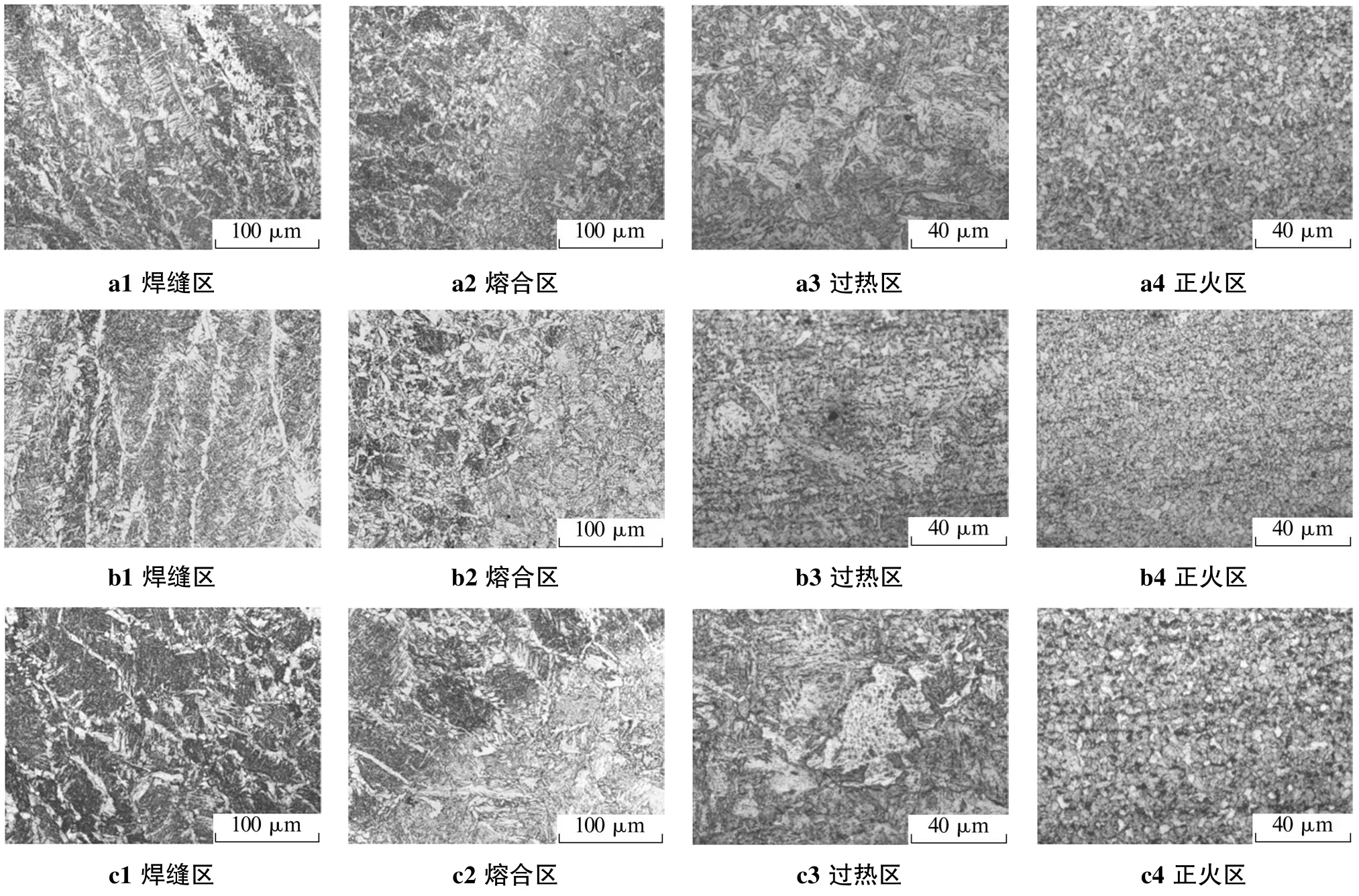
图2 三种接头显微组织形貌
2.2 三种接头的力学性能比较
三种接头的拉伸性能比较如图3所示。三种接头的抗拉强度平均值分别为505 MPa、505 MPa和545 MPa,其中1#和2#接头的抗拉强度和延伸率均非常接近。3#接头的抗拉强度明显高于1#和2#接头,而延伸率则小于1#和2#接头。三种接头拉伸试验后的试样宏观形貌如图3所示,由图3可知,1#和2#接头的断裂位置均在母材,而3#接头的断裂
位置则在焊缝。这表明1#和2#接头最薄弱的部位在母材,而3#接头最薄弱的部位在焊缝。

图3 三种接头的拉伸性能比较及拉伸断裂后形貌
1#接头应用的是S355J2W母材配G424M21Z焊丝,2#接头应用的是S355J2W母材配CHW-55CNH焊丝,两者所应用母材相同,拉伸断裂位置也均在母材,这表明无论采用G424M21Z焊丝还是CHW-55CNH焊丝,相对于S355J2W母材,均为高配焊丝,即焊丝熔化凝固后形成焊缝的强度大于母材的强度,因而拉伸断裂在母材处。两种接头的抗拉强度505 MPa略高于试验所用母材的抗拉强度498 MPa,接头延伸率(1#为30.1%,2#为30.3%)略低于母材延伸率(34.5%)。由于在拉伸变形过程中,接头中强度较高的焊缝区域对母材的拘束,使得接头的抗拉强度略有升高而延伸率略有降低,同时由于接头中母材面积大,变形受拘束程度较小,因而强度和延伸率相对于母材变化也小。3#接头应用的是SMA490BW母材配CHW-55CNH焊丝,拉伸断裂位置在焊缝,这表明CHW-55CNH焊丝相对于SMA490BW母材为低配焊丝,即焊丝熔化凝固后所形成焊缝的强度小于母材的强度。接头抗拉强度(545 MPa)明显高于所用母材的抗拉强度(526 MPa),而接头延伸率(21.3%)则明显低于母材延伸率(33.5%)。在拉伸变形过程中,由于焊缝强度低于母材,因而变形首先在焊缝区域发生,而焊缝区域面积小,变形过程中受到母材的拘束程度大,位错滑移受阻较大,导致变形较难,与母材相比,接头延伸率明显降低而强度升高。
2.3 两种母材及三种接头的腐蚀性能比较
2.3 .1两种母材的腐蚀性能比较
腐蚀100 h后,两种母材的表面均形成了一层黑褐色的腐蚀产物。耐候钢表面的锈层分为内外两层,外锈层比较疏松,表面有明显的裂纹和孔洞,内锈层致密,孔洞和微裂纹较少,对基体可起保护作用,从而增强了其耐腐蚀性能。耐候钢具有比普碳钢更好的耐腐蚀性能就是由于在其表面锈层与母材基体之间所形成的致密、连续的内锈层[5]。图4为两种母材浸润腐蚀100 h后的表面形貌。表面有大小不一的点蚀坑,在坑底可见裸露的基体金属,腐蚀裂纹沿晶扩展,还可见部分覆盖的腐蚀产物。对于整个基体来说,由于晶界存在着大量杂质的偏析,通常晶界的活性比晶粒本身更高,晶界更易腐蚀[6]。从两种母材的SEM腐蚀形貌可以看出,S355J2W的点蚀坑面积大,相互连接,而SMA490BW的点蚀坑较小,尚未相互连接。
由图5可知,两种母材的失重速率均随着时间的延长而减小,且S355J2W的失重速率始终高于SMA490BW。由于在腐蚀过程中,表面逐渐形成氧化物锈层,且随着时间的延长,锈层越来越致密,阻碍了外界腐蚀介质的侵入,从而减缓了腐蚀速率,这也是耐候钢具有良好耐腐蚀性能的主要原因所在[7]。对比两种母材的合金元素含量(见表1),两者的Cu元素含量基本相同,而S355J2W的Cr和Mn元素含量均低于SMA490BW。有研究表明,Cr元素主要作用于耐候钢腐蚀前期,可明显降低初期腐蚀速率[8-9]。由于SMA490BW的Cr元素含量高于S355J2W,因而在腐蚀前期其腐蚀速率明显低于S355J2W。随着腐蚀时间的延长,S355J2W的腐蚀速率逐渐降低,至100 h已接近SMA490BW,这主要是其中的Cu、Mn元素的作用。耐候钢中Cu和Cr元素的联合添加可提高其耐腐蚀性能[10-11],SMA490BW由于Cr含量较高,因而更快地形成了较致密的锈层,表现为初期腐蚀速率较低。而后在Cu和Mn的共同作用
下,S355J2W和SMA490BW的锈层逐渐变得致密,因而腐蚀速率逐渐降低,并逐渐接近。

图4 两种母材腐蚀100 h后表面SEM形貌
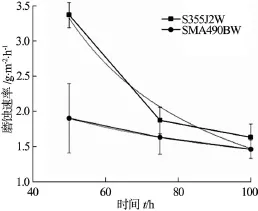
图5 两种母材的腐蚀速率
2.3 .2三种接头的腐蚀性能比较
经周浸腐蚀100 h后,三种对接接头表现出了相同的腐蚀形貌:焊缝表面有点蚀坑;沿熔合线的点蚀坑深度较大,还可见到有锈层龟裂的形貌;热影响区的点蚀坑面积大且相互连接,在接头的不同微区中,热影响区均表现出比焊缝更为明显的腐蚀现象。比较焊丝与母材的成分发现,焊丝中Ni元素含量明显高于母材,有研究表明,Ni元素是可提高耐候钢耐腐蚀性能的有益元素[8,11],Ni含量的提高,有助于γ-FeOOH转化为非晶态的[FeOx(OH)3-2x],最终形成α-FeOOH,由于γ-FeOOH是疏松的纤铁矿物相,而α-FeOOH是致密的针铁矿物相,因而Ni元素含量的提高有助于基体表面加速形成稳定化锈层,缩短了稳定化锈层的形成时间。焊缝或热影响区的蚀坑放大后,均可见到沿晶界向基体内部扩展的腐蚀裂纹,以及部分被腐蚀产物覆盖。焊缝或热影响区蚀坑内的微观形貌与母材相似,也是晶界优先被腐蚀所致。

图6 两种母材及三种接头腐蚀100 h后表面SEM形貌
三种接头的腐蚀速率变化曲线如图7所示,三种接头的失重速率均随着时间的延长而减小。比较三种接头的腐蚀速率,在腐蚀初期,1#接头腐蚀速率最大,其次是2#和3#接头;在腐蚀后期,3#接头
腐蚀后期的腐蚀速率仍较小,而1#和2#接头在腐蚀后期速率接近。这表明S355J2W母材配G424M21Z焊丝所得接头在初期腐蚀速率大于S355J2W母材配CHW-55CNH焊丝或SMA490BW母材配CHW-55CNH焊丝,在腐蚀后期,三者之间的腐蚀速率差别减小。对1#和2#接头母材均为S355J2W母材,但所配焊丝不同,对两者进行比较,如图8a所示。在腐蚀50 h后,1#和2#接头的腐蚀速率均小于母材,这主要是由于焊丝中Ni元素含量较母材高,促进了致密锈层的形成,减缓了腐蚀速率。腐蚀75h后,两种接头腐蚀速率之间差异不大。在腐蚀75~100 h后,S355J2W母材与1#接头、2#接头的腐蚀速率基本相同。即同是S355J2W母材,无论配G424M21Z焊丝还是CHW-55CNH焊丝对腐蚀速率影响不大。为比较相同焊丝不同母材的接头腐蚀速率,对2#和3#接头进行比较,如图8b所示。在整个腐蚀过程中,2#接头的腐蚀速率基本比3#大,除了75 h时两者基本相当。即SMA490BW母材匹配CHW-55CNH焊丝的3#接头腐蚀速率比S355J2W母材匹配CHW-55CNH焊丝的2#接头腐蚀速率小。

图7 三种接头腐蚀速率曲线

图8 三种接头腐蚀速率比较
以上对比结果表明,以S355J2W为母材匹配两种焊丝所得的两种接头腐蚀速率接近。以CHW-55CNH为焊丝匹配SMA490BW母材的接头低于匹配S355J2W母材所得接头。这表明,对于耐候钢焊接接头来说,母材是影响接头耐蚀性的主要因素,而焊丝对接头耐蚀性的影响作用小于母材。
3 结论
(1)以S355J2W和SMA490BW为母材,与G424M 21Z和CHW-55CNH焊丝匹配得到三种接头,三种接头的焊缝区显微组织均由先共析铁素体、针状铁素体、粒状贝氏体以及珠光体组成,过热区组织粗大出现魏氏组织,正火区组织细小均匀。
(2)S355J2W母材匹配两种焊丝所得接头的拉伸断裂强度接近,且断裂位置均位于母材,而SMA490BW母材匹配CHW-55CNH焊丝所得接头拉伸断裂位置位于焊缝,且其拉伸强度明显高于另外两种接头。
(3)SMA490BW母材的腐蚀速率低于S355J2W母材。以S355J2W为母材匹配两种焊丝所得的两种接头腐蚀速率接近。以CHW-55CNH为焊丝匹配SMA490BW母材的接头低于匹配S355J2W母材所得接头。
[1]李晓非,金纪勇,李文权.Si-Cr-Nb高强钢轨钢的研制[J].钢铁,2001(12):46-49.
[2]刘博维.S355J2W耐候钢焊接接头组织及性能研究[D].北京:北京交通大学,2012.
[3]张励忠,刘博维,张淘,等.S355J2W耐
Page 47
Influence of base metal and welding wire on the performance of weather-resistance steel welded joint for bogie
DONG Hongda1,CHU Yongping1,NI Baocheng1,QIAO Yan1,HU Jie2,HE Yaling2
(1.CRRCNanjing Puzhen Co.,Ltd.,Nanjing 210000,China;2.Southwest Jiaotong University,Chengdu 610031,China)
Three kinds of welding joints were obtained in which S355J2W and SMA490BW weather-resistance steel were selected as base metal,and G424M21Z,CHW-55CNH were selected as welding wire.The microstructure of the joints were observed,and the mechanical property and corrosive property of the joints were tested and compared.The results showed that the microstructure of the three joints were pre eutectoid ferrite,acicular ferrite,granular bainite and pearlite,the microstructure of overheating zone was gross widmanstatten structure while the normalized zone was fine and uniform.The two joints with the same S355J2W base metal and different welding wire both fractured at base metal,and the joint with SMA490BW base metal and CHW-55CNH welding wire fractured at welding seam and its tensile strength was higher than the other two joints.The corrosive rate of SMA490BW was lower than that of S355J2W.The corrosive rate of SMA490BW base metal was lower than that of S355J2W base metal.The corrosive rate of two joints with the same base metal S355J2W was closed,and the corrosive rate of joint with SMA490BW base metal was lower than that of the joint with S355J2W base metal,and the two joints had the same CHW-55CNH welding wire.The key factor that influenced the corrosive resistance of joint was base metal.
SMA490BW weather-resistance steel;S355J2W weather-resistance steel;welding joints;microstructure;the corrosive resistance
TG407
A
1001-2303(2016)08-0037-07
10.7512/j.issn.1001-2303.2016.08.09
2016-04-22;
2016-05-10
董洪达(1982—),男,内蒙赤峰人,高级工程师,学士,主要从事转向架焊接工艺方面的研究与制定工作。
猜你喜欢
石油沥青(2023年5期)2023-05-11 18:40:58
中国金属通报(2021年18期)2021-12-27 07:09:56
湖北农机化(2021年7期)2021-12-07 17:18:46
山西冶金(2019年3期)2019-09-21 03:11:12
四川冶金(2019年5期)2019-02-18 01:38:20
山东冶金(2018年6期)2019-01-28 08:14:38
焊接(2015年2期)2015-07-18 11:02:38
焊接(2015年8期)2015-07-18 10:59:13
电气传动(2015年10期)2015-07-11 06:12:28
上海金属(2014年6期)2014-12-20 07:59:41
