
铸铁焊条EZFe-3焊接接头组织性能
2016-12-06 08:28李晓东邓小君任艳艳
电焊机 2016年8期
李晓东,邓小君,任艳艳
(河南职业技术学院机电工程系,河南郑州450046)
铸铁焊条EZFe-3焊接接头组织性能
李晓东,邓小君,任艳艳
(河南职业技术学院机电工程系,河南郑州450046)
在原有铸铁焊条的基础上,研制了EZFe-3铸铁焊条。通过现场施焊、硬度测试、白口区厚度测量、可加工性测试、金相组织观察和力学性能试验,对焊接接头的组织和性能进行研究。试验结果表明,研制的焊条焊缝组织为珠光体+少量铁素体,焊接接头具有良好的可加工性和抗裂性。
铸铁焊条;焊接接头;力学性能;可加工性;抗裂性
0 前言
灰铸铁是工业中广泛应用的一种金属材料,但由于铸件在生产中往往产生缩孔、裂纹且在使用中常出现裂纹等缺陷,因此灰铸铁补焊成为很重要的问题。灰铸铁焊接性极差,在焊补中主要存在以下问题:(1)焊接接头很难机械加工。灰铸铁在补焊时,焊缝和半熔化区容易产生渗碳体(Fe3C)生成白口组织,白铸铁组织硬度高达HB800,这使灰铸铁件焊补后很难机械加工。(2)焊接接头容易产生裂纹。灰铸铁本身强度低,塑性极差,再加上焊接过程受热不均匀,焊接应力大,造成焊缝及热影响区容易产生裂纹[1-2]。基于此,研制了铸铁焊条EZFe-3,并对焊条组织和力学性能进行分析。
1 试验材料和方法
1.1 试验材料
焊接试板为灰铸铁HT-200两块,尺寸300mm× 150 mm×16 mm。铸铁焊条EZFe-3的熔敷金属化学成分如表1所示。

表1 焊条熔敷金属的化学成分Tab.1Chemical of deposited metal%
1.2 试验方法
试验测试焊条性能采用交流电弧冷焊工艺。施焊前,将焊条置于鼓风干燥箱内烘干,烘干温度150℃~200℃,烘干时间1.5~2 h,将焊接试板开60°坡口,认真清理待焊处铁锈、油污等。焊接过程中采用多层多道焊进行对接焊,每焊50~70 mm后停焊,待焊缝冷却到100℃以下继续施焊,层间温度
控制在100℃以内,焊接电流150~160 A。
在焊接接头处,用线切割获得硬度试样3个,利用HB-3000型布氏硬度试验机(压头φ5 mm,载荷3 kg)按GB/2650-2008《焊接接头及堆焊金属硬度试验方法》进行,并将3个硬度试样的6个焊缝横断面用硝酸酒精腐蚀后,用10倍放大镜观察。采用XJG05金相显微镜和X-100显微硬度计测试白口区厚度,检验焊接接头组织。焊接接头拉伸试验按GB/T2651-2008进行。利用B665牛头刨床62万能铣床和Z25钻床测试焊接接头的可加工性。
2 试验结果及分析
2.1 焊缝金属硬度
焊缝金属硬度测试数据如表2所示,焊缝实际平均值为HB210,接近Z408的焊缝硬度,符合国家标准GB/T10044-2006。3个硬度试样的6个焊缝横断面上均未发现气孔、夹渣和裂纹。

表2 焊缝金属布氏硬度测试值Tab.2Brinell hardness value of weld metal
2 .2白口区厚度测量
放大250倍的焊接接头白口区金相图片如图1所示。图1中间部位即为白口区,白口区厚度40 mm,经换算,其实际厚度约为0.16 mm。用该法共测试10组,白口区厚度在0.13~0.22 mm之间,平均值0.15 mm,与目前最好的铸铁焊条Z308相近。
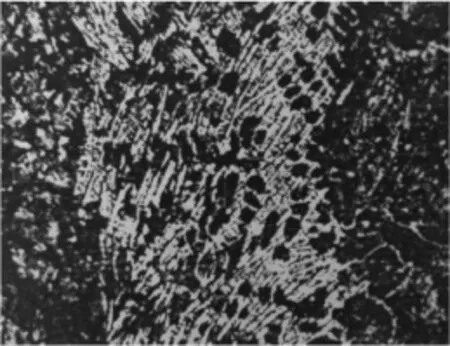
图1 白口区组织形貌Fig.1Morphology of white area
2.3 金相组织检验
焊接接头不同部位显微组织如图2所示。图2a为多层焊缝的金属组织,组织为珠光体加少量铁素体,其中黑色块状组织为珠光体,白亮色块状组织为铁素体,这与焊条熔敷金属的化学分析及焊缝金属的布氏硬度测试结果相吻合,这种组织塑性好、硬度低,焊后焊缝处应力集中小,不易产生焊接裂纹[3-5]。图2b为焊接接头熔合区形成的白口区,该区白亮色板条状为渗碳体(Fe3C),组织硬而脆,延伸率接近零,但电弧冷焊有白口区是不可避免的,只能采取措施尽量降低其厚度。图2c为母材灰铸铁组织,主要是片状石墨和珠光体组成。

图2 焊接接头的金相组织Fig.2Microstructure of welded joint
2.4拉伸试验及可加工性
焊接接头抗拉强度平均值205 MPa,断裂部位均在靠近熔合线的母材一侧[6]。用常规刃具和常规切削参数对焊接接头进行加工,加工过程中未发现打刀现象,在被切削表面上也无“让刀”痕迹,可见机械加工性较好。
3 结论
(1)试焊焊缝组织为珠光体加少量铁素体,白口区厚度平均值0.15 mm,与目前最好的铸铁焊条Z308相近。
(2)焊缝实际平均值为HB210,符合国家标准GB/T10044-2006。硬度试样的横断面上未发现气孔、夹渣和裂纹。
(3)焊接接头抗拉强度平均值为205 MPa,断裂部位均在靠近熔合线的母材一侧,可加工性好。
[1]子荣,李升鹤.电焊条[M].北京:机械工业出版社,1996:39-53,73-80,323-326.
[2]王爱华,李建国,姚青虎,等.纳米CeO:粉体对铁粉焊条焊缝组织和性能影响的研究[J].兵器材料科学与工程,2009(3):32-34.
[3]齐向前,陈金洪,田旭海.焊接线能量对T91钢焊缝组织及硬度的影响[J].热加工工艺,2010(9):167-168.
[4]廖永山,陆亚珍,董茂林,等.含钛J422焊条研制及其焊缝组织性能[J].焊接技术,2010(39):13-15.
[5]袁浩,马成勇,齐彦昌,等.690镍基合金焊条熔敷金属的组织与性能研究[J].材料科学与工艺,2016(2):32-34.
[6]翟秋亚,徐锦锋.多元微合金化铸铁电弧冷焊同质焊条的焊接性能[J].西安理工大学学报,2000,16(4):4-8.
Microstructures and properties of welded joint of cast iron electrode EZFe-3
LI Xiaodong,DENG Xiaojun,REN Yanyan
(Department of Mechanical and Electrical Engineering,He'nan Institute of Vocational&Technology,Zhengzhou 450046,China)
Cast iron electrode EZFe-3 was developed on the basis of the original cast iron electrode.The microstructures and properties of welded joint were studied through the field welding,hardness testing,white zone thickness measurement,workability test,microstructure observation and mechanical properties test.Experimental results show that the weld microstructure of electrode contains pearlite and a small amount of ferrite,welded joint has good workability and crack resistance.
cast iron electrode;welded joint;mechanical properties;workability;crack resistance
TG422.1
A
1001-2303(2016)08-0106-03
10.7512/j.issn.1001-2303.2016.08.25
2016-06-15
河南省自然科学基金资助项目(152300410146)
李晓东(1962—),男,河南郑州人,教授,学士,主要从事机械及焊接材料的研究。
猜你喜欢
航空制造技术(2022年5期)2022-07-15
建筑与预算(2020年11期)2021-01-13
装备制造技术(2020年4期)2020-12-25
装备制造技术(2020年4期)2020-12-25
装备制造技术(2020年4期)2020-12-25
上海金属(2020年4期)2020-08-25
建筑与预算(2020年2期)2020-04-16
武汉科技大学学报(2019年4期)2019-07-04
中国资源综合利用(2017年12期)2018-01-21
传媒评论(2017年10期)2017-03-01
