
热输入对E36钢SAW焊缝组织及韧性的影响
2015-11-17 03:17隋志强齐彦昌肖红军王军丽朱青松
材料科学与工艺 2015年6期
隋志强,齐彦昌,肖红军,王军丽,朱青松
(1.昆明理工大学材料科学与工程学院,昆明 650000;2.钢铁研究总院焊接所,北京 100081)
热输入对E36钢SAW焊缝组织及韧性的影响
隋志强1,2,齐彦昌2,肖红军2,王军丽1,朱青松1
(1.昆明理工大学材料科学与工程学院,昆明 650000;2.钢铁研究总院焊接所,北京 100081)
为提高建造海洋采油平台的效率、减少生产周期,进而为实际生产提供数据支持,采用3种不同热输入对海洋采油平台用E36钢进行埋弧焊焊接,通过光学显微镜(OM)、透射电镜(TEM)、扫描电镜(SEM)和电子背散射衍射技术(EBSD)对焊缝微观组织及夹杂物形貌进行了观察,研究了不同热输入对焊缝组织及韧性的影响,并分析了不同热输入对焊缝夹杂物尺寸分布和成分的影响.结果表明:热输入为50 kJ/cm时,焊缝金属韧性较好;随着焊接热输入的增加,焊缝的冲击韧性降低,但仍能满足性能指标,焊缝金属中夹杂物成分相差较大,有效夹杂物数量减少,焊缝金属中大角度晶界比例减少;对于E36钢,热输入为160 kJ/cm时不仅能使韧性符合要求还能提高生产效率.
E36钢;埋弧焊;大热输入;韧性;夹杂物
进入21世纪,海洋石油工业不断高速增长,已成为关乎国民经济发展的重要支柱[1].随着我国海洋石油工业不断向深水领域延伸,大型海洋钢结构(如导管架)不断增多,钢材的壁厚也不断增大,而目前国内市场上的常规中厚板,为保证焊接接头组织的强度和韧性,其在焊接时只能采取小热输入(≤40 kJ/cm)进行多层多道次焊接,这种焊接工艺生产效率很低,生产成本也相对较高,难以满足现代经济发展所要求的低成本、高效率和减量化制造等要求[2].加之海洋采油平台的焊接受环境影响很大,建造周期长,因此,如何在充分保证所建造平台综合性能的前提下提高生产效率成为建造过程中亟待解决的技术问题.
为适应海洋采油平台高效化的建造需求,寻找一种既能满足性能标准又能提高生产效率的工艺方法,对海洋工程用钢提出了50~200 kJ/cm的大热输入焊接要求,从而减少了海洋工程用钢的焊接道次,大大缩短了焊接时间.
本文对海洋工程用E36钢进行试验研究,采用热输入为50、100和160 kJ/cm的埋弧焊焊接,并测试其低温韧性,观察金相微观组织,对材料的性能进行分析.
1 试 验
1.1 材料
试验中所用钢板为用于海洋采油平台导管架的E36钢,板厚50 mm,热连轧态供货.焊接材料选用Φ4.0 mmER50-G埋弧焊丝和GM-55D烧结焊剂,以上试验用钢板和焊接材料均由钢铁研究总院供货.焊剂在使用前需在350~400℃下烘焙1.5~2.0 h,焊接前应清除焊接区域的铁锈、油污和水分等杂质.钢板和焊丝的主要化学成分见表1,焊缝金属的冲击韧性试验依参考文献[3]进行.

表1 E36钢和ER50-G焊丝的主要化学成分(质量分数/%)
1.2 试验方法
试验试板尺寸为500 mm×180 mm×50 mm,开V型坡口.焊接设备采用SAWS1250X2型埋弧焊机.对1#、2#和3#试板分别采用50、100、160 kJ/cm热输入焊接工艺.表2给出了具体的各试板焊接工艺参数,热输入值按公式E=η·U·I/V确定.
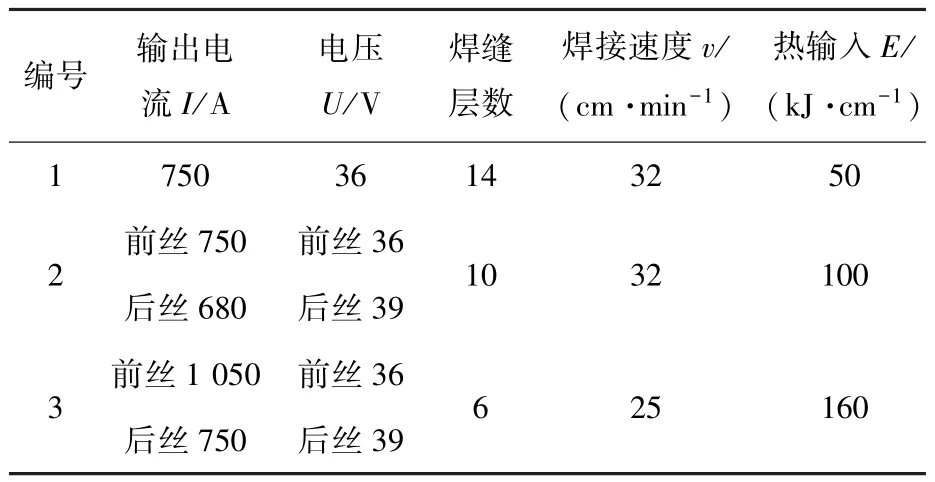
表2 各焊接试板的工艺参数
冲击试样参照GB/T 229—2007《金属夏比缺口冲击试验方法》标准,在距离后焊面的下方2 mm处选取试样,将焊后的焊缝金属加工成10 mm×10 mm×55 mm的冲击试样,“V”型缺口,每组取5个平行试样.在JBN-300B型冲击试验机上进行冲击韧性试验,试验温度为-20℃,并记录各试样的冲击吸收功KV-20℃.用Zeiss 40MAT数字金相显微镜对焊缝进行微观组织观察,用HITACHI S-4300扫描电子显微镜进行冲击断口微观形貌观察,用HITACHI H-800透射电子显微镜进行焊缝微观组织观察,利用FEI Quanta650热场发射扫描电镜中集成的电子背散射衍射(EBSD)系统(Oxford Nordlys F+)对焊缝金属显微组织特征进行观察,扫描尺寸为100 μm× 100 μm,扫描步长0.1 μm.
2 结果及分析
2.1 实验结果
E36钢不同热输入的焊缝金属冲击试验结果见表3.由表3可知:小热输入的焊缝金属具有较高的冲击韧性,随着热输入的增大,冲击韧性随之降低,但仍能满足指标要求(≥34 J);且当热输入为160 kJ/cm时,焊缝金属韧性仍有很大工程余量,可满足工程高效化生产的要求.

表3 焊缝金属力学性能
2.2 微观组织分析
焊缝金属的力学性能与其组织结构是密不可分的,对这3种热输入的焊缝金属用金相电镜进行微观组织观察,用photoshop CS 8.01软件对针状铁素体与条块状先共析铁素体面积进行统计. 3种热输入下焊缝的金相组织形貌和其针状铁素体与条块状先共析铁素体面积分布情况如图1和表4所示.
由表4可知,随着焊接热输入的增大,焊缝内针状铁素体面积所占比例逐渐减少,条块状先共析铁素体面积所占比例随之增多.3种热输入下,针状铁素体面积占比分别为74.4%、56.5%、36.3%.曲占元[4]对这些焊缝组织进行了物相分析,认为焊缝金属中针状铁素体和先共析铁素体组织的构成比例对焊缝金属的韧性有重要影响,当焊缝金属中针状铁素体组织的含量提高时,其韧性上升,当焊缝金属中先共析铁素体组织的含量增多,则韧性下降.有一些学者认为[5-6],这是由于针状铁素体与先共析铁素体具有不同的断裂特征造成的.当裂纹穿过针状铁素体时,所产生的塑性形变会减弱裂纹前端的应力集中,在该处裂纹的扩展呈波浪起伏状,对应断口的断裂特征为韧窝断裂,故冲击韧性较高.当铁素体为块状时,在发生形变的过程中因与邻近组织的协调性差,易在晶界处萌生裂纹,发生解理断裂,所对应的断口会形成解理台阶,其断口单元的尺寸与显微组织中相应的块状先共析铁素体尺寸基本相当,所以其抵抗裂纹扩展的能力比针状铁素体组织的低.随着焊接热输入增大,焊缝金属中针状铁素体含量减少,较高温度下组织晶粒会逐渐粗化,降低了其抵抗裂纹萌生和扩展的能力,导致冲击韧性降低.

图1 焊缝金属微观组织
图2为焊缝金属电子背散射衍射技术(EBSD)的分析结果,灰色实线表示晶粒取向差大于15°的大角度晶界.由图2可知,随着热输入的增大,焊缝金属中大角度晶界比例逐渐减少.这是因为热输入为50和100 kJ/cm的焊缝中出现了大量的针状铁素体,大角度晶界存在于针状铁素体各晶粒之间.有研究表明,大角度晶界能有效阻止裂纹的扩展,改善低温韧性[7].

表4 焊缝组织结构分布

图2 焊缝金属中的大角度晶界分布(≥15°)
图3为焊缝金属微观组织形貌,可以看出,直径约为0.5 μm的夹杂物充当了针状铁素体形核中心.有研究表明[8-9],针状铁素体的位错密度较高,由于位错的存在、运动和重新排布,促使其内部形成对裂纹扩展起阻碍作用的位错亚结构,故针状铁素体在低温环境下表现出较高的韧性.

图3 透射电镜下焊缝金属的显微组织
2.3 夹杂物分析
为进一步分析不同热输入下焊缝低温冲击韧性差异的原因,研究夹杂物的尺寸分布对针状铁素体形核的影响,采用LeicaMEF-4M光学金相显微镜对焊缝金属中夹杂物进行观察,并通过SISC IAS8.0金相分析软件对焊缝金属夹杂物的数量和分布情况进行了统计.图4为焊缝金属夹杂物的尺寸分布情况,可知,3种热输入下焊缝金属夹杂物尺寸均呈现近似对数正态分布,3种焊缝金属中直径为0.2~0.6 μm的夹杂物占多数.己有研究表明[10],针状铁素体的形核质点以直径0.4~2.0 μm内的非金属夹杂物为主.通过统计,3种热输入下焊缝中夹杂物尺寸在0.4~2.0 μm内的比例分别为55.26%、40.97%和31.56%,可见,随着热输入的增大针状铁素体形核几率下降.热输入为50 kJ/cm的焊缝中存在大量尺寸适合针状铁素体形核的夹杂物,故焊缝区出现大量针状铁素体.如图5所示,在焊缝金属中发现存在大量类球状的复合型非金属夹杂物.每组焊缝金属中随机选取5个夹杂物作为平行试样,表5对3种热输入的焊缝金属夹杂物进行能谱分析并对其元素成分进行统计取平均值,结果表明,3种焊缝夹杂物主要由TiO、MnO、SiO2、Al2O3组成,而且随着焊接热输入的增大,Al2O3含量大大增加,TiO、MnO和SiO2含量减少. 3种热输入下焊缝中Al的质量分数分别为12.85%、14.76%和43.71%,O的质量分数分别为8.56%、8.52%和14.03%,Ti的质量分数分别为16.18%、13.00%和1.71%.
已有研究表明[11],铝是比钛强的脱氧剂且具有高熔点的特点,因此通常认为氧化铝先形成,之后过剩的氧会与钛结合生成氧化钛.Gregg等[12]和张国栋[13]通过热物理模拟实验证实了纯的Al2O3并不能促进针状铁素体的形核.但当Al2O3和MnO以质量比1∶1混合时,可以诱发针状铁素体形核.有研究表明[14],TiO在{100}//{100}晶面<100>//<100>晶向与针状铁素体具有较小的错排度(3.0%),TiO具有相对较小的热膨胀系数,能够有效促进针状铁素体形核.TiO具有很强的亲和力,TiO的微小晶粒在焊缝中呈弥散分布[15],可细化晶粒,大幅度提高焊缝韧性.
综上所述,3种热输入下焊缝中形成TiO和Al2O3·MnO的数量随着热输入的增大而减少,焊缝夹杂物对针状铁素体形核影响也随之减小,即3种热输入焊缝中针状铁素体所占比例逐渐减少,冲击韧性也随之降低.

图4 夹杂物尺寸分布情况

图5 夹杂物形貌
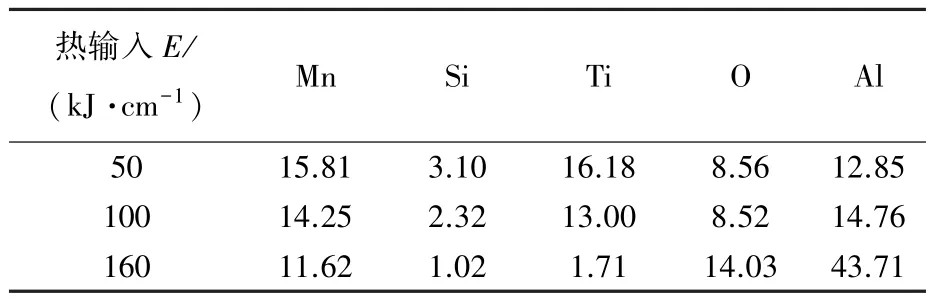
表5 夹杂物化学成分(质量分数/%)
3 结 论
1)热输入不同时焊缝金属的金相组织发生变化,进而影响焊缝金属的韧性.随着热输入的增大,冲击韧性随之降低,但仍远高于指标要求.
2)随着热输入的增大,焊缝金属中有效夹杂物的数量减少、尺寸增大,并且夹杂物的成分发生变化.
3)随着热输入的增大,焊缝金属中大角度晶界比例逐渐减少.大角度晶界存在于针状铁素体各晶包之间,可阻止裂纹扩展改善低温韧性.
[1] 杨才福,苏航.高性能船舶及海洋工程用钢的开发[J].钢铁,2012,12(8):1-8.
YANG Caifu,SU Hang.Research and development of high performance shipbuilding and marine engineering steel[J].Iron and Steel,2012,12(8):1-8.
[2] 习天辉,陈晓,袁泽喜,等.大线能量焊接用钢热影响区组织和性能的研究进展[J].特殊钢,2010,24 (5):1-5.
XI Tianhui,CHEN Xiao,YUAN Zexi,et al.Progress in research on structure and properties of heat affected zone of steel for high heat input welding[J].Special Steel,2010,24(5):1-5.
[3] 中国船级社.材料与焊接规范[M].北京:中国船级社,2009:7-8.
[4] 曲占元.埋弧焊线能量对船用E36钢焊缝低温冲击韧性的影响[J].材料开发与应用,2010,4(3):7-9.
QU Zhanyuan.Influence of heat input on low temperature toughness of submerged arc welding seam on marine E36 steel[J].Development and Application of Materials,2010,4(3):7-9.
[5] HISATA M,MIYAKE T.420 MPa yield strength steel plate with superior fracture toughness for arctic offshore Structure[J].Kawasaki Steel Technical Report,2009 (40):49-55.
[6] 李亚江.焊接组织性能与质量控制[M].北京:化学工业出版社,2013:112.
[7] TATSUMI K,HIROYUKI S,YASUSHI K,et al.High tensile strength steel plates and welding comsuabiles for architectural construction with excellent toughness in welded joint“JFEEWEL”technology for excellent quality in 11AG of high heat input welded joints[J]. Technical Report,2011(5):45-52.
[8] GREGG J M,BHADESHIA H K D H.Bainite nucleation from mineral surfaces[J].Acta materialia,2010,42:321-3330.
[9] SHIM J H,OH Y J,SUH J Y,et al.Ferrite nucleation potency of non-metallic inclusions in medium carbon steels[J].Acta Materialia,2010,49:2115-2122.
[10]MEDINA S F,CHAPA M,VALLES P,et al.Influence of Ti and N contents on austenite grain control and precipitate size in structural steels[J].ISIJ International,2009,39(9):930-936.
[11]SUZUKI S,OI K,ICHIMIYA K,et al.Development of high performance steel plate with excellent HAG toughness in high heat inputs[J].Materia Japan,2010,43(3):232-234.
[12]GREGG J M,BHADESHIA H K D H.Solid-tate nucleation of acicular ferrite on minerals to molten steel [J].Acta Materialia,2011,45(2):739-748.
[13]张国栋.焊缝中的针状铁素体行为及其模拟[D].武汉:华中科技大学,2002:44-51.
[14]LEE J L.Evaluation of the nucleation potential of intragranular acicular ferrite in steel weldments[J].Acta Metallurgica et Materialia,2010,42(10):321-330.
[15]LAE T K,KIM H J,KANG B Y,et al.Effect of inclusion size on the nucleation of acicular ferrite in welds [J].ISIJ International,2010,40(6):1260-1268.
(编辑 程利冬)
Effects of large heat input on microstructure and toughness of E36 steel weld metals with submerged arc welding
SUI Zhiqiang1,2,QI Yanchang2,XIAO Hongjun2,WANG Junli1,ZHU Qingsong1
(1.School of Materials Science and Engineering,Kunming University of Science and Technology,Kunming 650000,China;2.Institute of Welding Technology,Central Iron&Steel Research Institute,Beijing 100081,China)
E36 steel for offshore drilling platform was welded with submerged arc welding(SAW)in three different heat inputs,aiming to improve the efficiency of constructing offshore drilling platform and to reduce production cycle,and thus to provide data support for practical production.The microstructures of weld metals and the morphology of inclusions were analyzed by means of OM,TEM,SEM and EBSD.The effects of heat input on the microstructure and impact toughness of the weld metals and the size,distribution,compositions of inclusions were investigated.The results show that the impact toughness of weld metal is the best with heat input of 50 kJ/cm.With the increase of welding heat input,the impact toughness of weld metals decreases yet it still can satisfy the performance index,and the compositions of inclusions in weld metal vary widely,and the number of valid inclusions reduce,the proportion of large angle grain boundary in weld metal reduce.When the heat input is 160 kJ/cm,the welding process not only can make toughness meet the requirement also can improve the production efficiency.
E36 steel;submerged arc welding;large heat input;toughness;inclusion
TG441.3
A
1005-0299(2015)06-0007-05
10.11951/j.issn.1005-0299.20150602
2015-01-04.
工信部高技术船舶科研项目自筹项目.
隋志强(1988—),男,硕士研究生.
隋志强,E-mail:suizhiqiang1988@126.com.
猜你喜欢
上海金属(2022年4期)2022-08-03
石油化工技术与经济(2021年6期)2022-01-18
贵州大学学报(自然科学版)(2021年5期)2021-09-26
粉末冶金技术(2021年3期)2021-07-28
化工管理(2021年25期)2021-01-08
四川有色金属(2020年2期)2020-12-08
环球市场(2020年24期)2020-11-26
高教学刊(2019年9期)2019-09-10
中国特种设备安全(2019年2期)2019-04-22
精密成形工程(2018年6期)2018-11-23
