
HastelloyC-4焊接接头耐晶间腐蚀性能研究
2010-11-01 14:08倪加明李铸国吴毅雄
材料工程 2010年1期
倪加明,李铸国,黄 坚,吴毅雄
(上海交通大学上海市激光制造与材料改性重点实验室,上海200240)
HastelloyC-4焊接接头耐晶间腐蚀性能研究
倪加明,李铸国,黄 坚,吴毅雄
(上海交通大学上海市激光制造与材料改性重点实验室,上海200240)
采用多层多道氩弧焊接 HastelloyC-4材料,通过对比实验研究焊接接头和母材的耐晶间腐蚀性能,并通过显微硬度、金相显微镜、扫描电子显微镜、能谱分析表征接头组织和成分。结果表明:接头试样的平均腐蚀速率小于母材试样,接头耐晶间腐蚀性能较好。采用Cr含量高配比填充焊丝,同时严格控制层间温度,利用焊接热循环固溶处理已有焊缝,促进焊缝成分均匀,改善接头在氧化性介质中耐晶间腐蚀性能。
HastelloyC-4;晶间腐蚀;焊接接头;固溶处理
Abstract:HastelloyC-4 pipeline was welded by multi-pass arc welding.Contrastive determination of resistance to intergranular corrosion of HastelloyC-4 and its joint was conducted.Microstructure and composition of welding joint were analyzed by using microhardness,optical metallography,scanning electron microscopy(SEM)and energy dispersive spectrum analysis(EDS).The results show that the average of intergranular corrosion velocity of joint samples is smaller than that of base alloy samples.With filler wire including higher Cr component,Cr component of weld metal grain boundary is higher than that of base alloy.And with appropriate energy input,follow pass welding offers solution treatment to former weld metal.Both of them improve resistance property to intergranular corrosion of HastelloyC-4 arc welding joint in oxidizing media.
Key words:HastelloyC-4;intergranular corrosion;welding joint;solid solution treatment
HastelloyC-4是20世纪70年代研发成功的通用型耐蚀哈氏合金,它在还原性和氧化性介质中均能保持钝化状态均匀腐蚀,广泛应用于恶劣腐蚀环境的化工工业管道[1,2]。为保证哈氏合金管道的安全和使用寿命,其焊接可靠性要求较高。由于哈氏合金存在较多的Mo,Cr等抗腐蚀合金成分,焊接凝固过程容易产生偏析[3,4];并且高温停留时间过长会有拓扑密堆相和碳化物析出,晶界铬钼贫化[5];容易导致焊接接头在许多还原性、氧化性环境中对晶间腐蚀敏感。为满足使用要求,必须保证合金焊接接头耐腐蚀性能优于母材。
本工作针对哈氏合金焊接接头存在的晶间腐蚀问题,进行 HastelloyC-4焊接接头和原始母材的耐晶间腐蚀性能对比实验,并通过接头组织对测定结果加以分析,探讨改善哈氏合金焊接接头耐晶间腐蚀性能的方法与机制。
1 实验材料和方法
HastelloyC-4材料及填充焊丝成分如表1所示,采用多层多道氩弧焊接,焊接时严格控制层间温度低于250℃,防止过热。
为了评估焊接接头在氧化性腐蚀液中的使用寿命,参照 GB/T 15260—94镍基合金晶间腐蚀实验方法中的方法A,进行耐晶间腐蚀性能实验,测定试样质量损失,计算腐蚀速率。
接头试样尺寸为2.94cm×1.95cm×0.59cm,另选取表面状况相近的母材试样作对比,试样尺寸为2.96cm×1.98cm×0.59cm。每隔24h取出试样,洗净,干燥 ,称重,作好记录。
采用金相显微镜和扫描电子显微镜表征焊接接头组织形貌,采用能谱分析测定接头焊缝及母材的成分。

表1 H astelloyC-4合金和焊丝的化学成分(质量分数/%)Table 1 Chemical composition of HastelloyC-4 and filler wire(mass fraction/%)
2 实验结果
2.1 耐晶间腐蚀性能测定
耐晶间腐蚀实验参照上述方法进行,腐蚀100h后完成,取出试样,清洗,干燥。观察焊接接头试样腐蚀情况。接头试样的焊缝部位明显凸出,腐蚀状况比母材部位较轻,如图1所示,可以明显看出母材的晶间腐蚀程度要大于焊缝。

图1 晶间腐蚀试样表面SEM照片 (a)焊缝蚀坑;(b)母材蚀坑Fig.1 SEM images of welded joint sample after corrosion (a)corrosion pit of weld metal;(b)corrosion pit of base alloy
根据各腐蚀时间段测量的称重结果,分别计算接头与母材试样的质量损失,结果如图2所示。表明各时间段接头试样的质量损失均小于母材试样,且两者差距逐步拉大。参照 GB/T 15260—94根据最终质量损失计算腐蚀速率ν,计算公式如下:

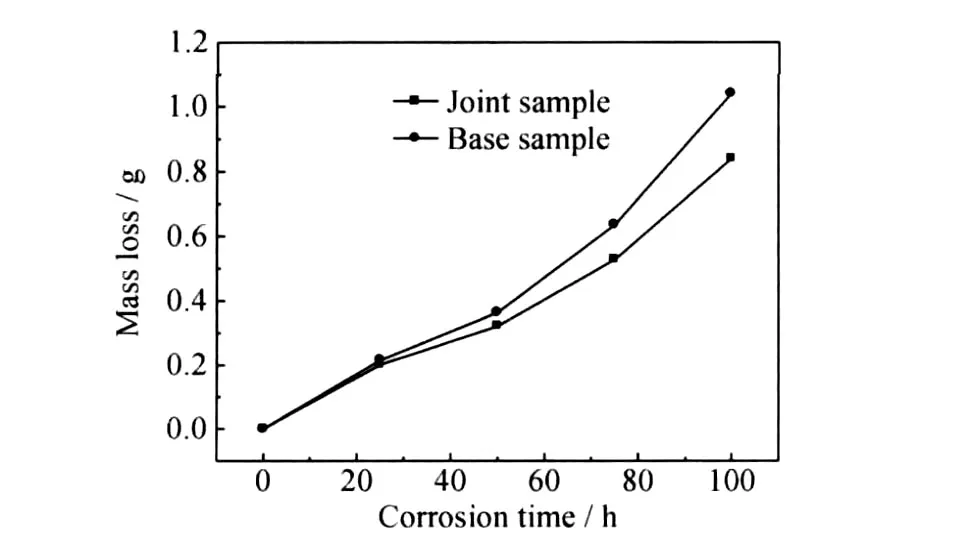
图2 晶间腐蚀时间与质量损失的关系Fig.2 Relation of lost mass and corrosion time
式中:K为常数,8.76×104mm/a;t为暴露的时间,h;A为暴露的面积,cm2;Δm为质量损失,g;ρ为材料密度,g/cm3。所得计算结果:接头试样的平均腐蚀速率为5.0319mm/a,母材试样的平均腐蚀速率为5.7970mm/a。说明焊接接头的耐晶间腐蚀性能稍优于原始母材。
2.2 显微硬度分析
测定接头各区域显微硬度,测试位置在距焊缝上表面约1.5mm处,显微硬度曲线如图3所示。母材平均硬度为 HV229,热影响区平均硬度为 HV198,出现明显的软化现象;焊缝区域显微硬度分布不甚均匀,由右至左起伏升高,由于多道焊接是从右至左完成,先完成的右边焊道在后续焊道施焊中受热软化,受热次数越多,软化越严重。

图3 接头显微硬度曲线Fig.3 Microhardness curves of cross-section of welding joint
3 分析与讨论
为了进一步分析接头的各部分耐腐蚀性能差异,采用金相显微镜进行接头组织观察,接头显微组织如图4所示。可以看出,母材组织主要为单相奥氏体,并有少量析出相黑点分布其上;焊缝组织为成分偏析的单相树枝状组织,是焊接过程熔池快速的非平衡凝固所致;热影响区组织晶粒大小均匀,析出相黑点减少,分析认为是焊接热影响相当于对它进行固溶处理。温度稍许升高能使已经析出的拓扑密堆相和碳化物重新溶于基体。同理,多层多道焊接使得已有焊缝在后续焊道的焊接热循环中进行固溶处理,促进成分均匀,改善耐腐蚀性能。严格控制层间温度,防止热影响过度,充分利用焊接热循环等效固溶处理,是提高焊缝耐腐蚀性能的有效方法。
实验测得焊缝耐晶间腐蚀性能优于母材,考虑到焊缝为成分偏析严重的树枝晶状组织,说明焊缝枝晶界部分的铬含量应该比母材高[2]。能谱点扫描分析焊缝和母材成分,所得结果如图5所示,焊缝枝晶晶界的Cr含量为19.70%(质量分数,下同),高于母材Cr含量14.03%。提高焊丝的铬含量是改善焊缝组织的耐氧化性晶间腐蚀性能的有效方法。

图4 接头显微组织 (a)母材;(b)焊缝;(c)熔合区;(d)热影响区Fig.4 Microstructure of welding joint (a)base metal;(b)weld metal;(c)fusion zone;(d)heat affected zone

图5 EDS能谱成分分析 (a)母材;(b)焊缝Fig.5 EDS analysis of chemical composition of joint (a)base metal;(b)weld metal
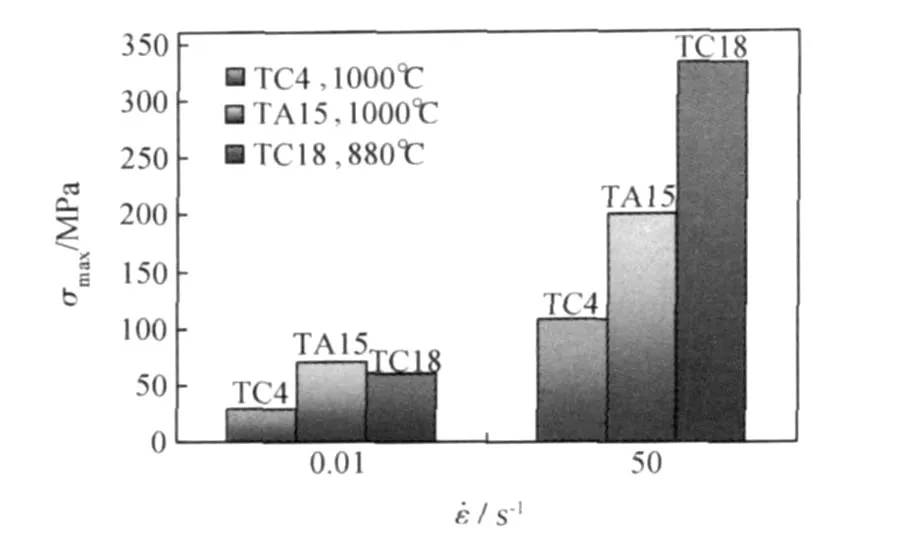
图5 TC4,TA15,TC18钛合金在典型模锻温度下最大变形抗力的比较Fig.5 Comparison of the maxium deformation resistance of TC4,TA15 and TC18 alloys at different typical di-model temperatures
3 结论
(1)提高变形温度或降低应变速率,可显著降低TC18钛合金变形过程中的真应力;与β区相比,α+β两相区变形抗力对温度的变化更为敏感。
(2)在α+β区变形时,α相和β相都参与变形,球状初生α沿形变方向略有拉长,β相沿金属流动方向形成纤维组织;β相变点以上温度变形时,β相沿金属流动方向呈纤维状分布,在950℃可以观察到再结晶的等轴β晶粒。
(3)当锤上模锻(应变速率接近50s-1)时,在各自的锻造温度下,TC18钛合金变形抗力明显高于 TA15和TC4。
[1]FANNING J C,BOYER R R.Properties of TIMETAL 555-a new near-beta titanium alloy for airframe components[A].LÜTJ ERING G,ALBRECHTJ.Ti-2003 Science and Technology [C].Hamburg:DGM,2004.2643-2649.
[2]FROES F H,BOMBERGER H B.The beta titanium alloy[J].Metals,1985,(7):28-37.
[3]KUBIAK K,HADASIK E,SIENIAWSKI J,et al.Influence of microstructure on hot plasticity of Ti-6Al-4V and Ti-5Al-5Mo-5V-1Cr-1Fe titanium alloys[A].LÜTJ ERING G,ALBRECHT J.Ti-2003 Science and Technology[C].Hamburg:DGM,2004.371-376.
[4]POL KIN S,RODIONOV V L,STROSHKOV A N,et al.Structure and mechanical properties of VT22(α+β)high strength titanium alloy semiproducts[A].FROES I H,CAPLAN I,ed.Titanium’92[M].San Diego:TMS,1992.1569-1572.
[5]鲍利索娃 E A.钛合金金相学[M].北京:国防工业出版社, 1986.
[6]王金友,葛志明,周彦邦.航空用钛合金[M].上海:上海科学技术出版社,1985.
[7]盛险峰,丁志文,朱益藩.变形及热处理工艺对 Ti-5Al-5Mo-5V-1Cr-1Fe合金显微组织和力学性能的影响[J].金属学报,1999,35 (S1):465-468.
[8]沙爱学,李兴无,王庆如.热变形温度对TC18钛合金显微组织和力学性能的影响[J].中国有色金属学报,2005,15(8):1167-1171.
Resistance Property to Intergranular Corrosion of HastelloyC-4 Welding Joint
NI Jia-ming,LI Zhu-guo,HUANGJian,WU Yi-xiong
(Shanghai Key Laboratory of Materials Laser Processing and Modification, Shanghai Jiao Tong University,Shanghai 200240,China)
TG401
A
1001-4381(2010)01-0082-03
2008-12-03;
2009-08-08
李红恩(1969—),女,硕士,主要从事飞机用钛合金研究,联系地址:沈阳市725信箱306室(110035),E-mail:lhongen@126.com
猜你喜欢
铝加工(2020年2期)2020-05-12
商品与质量(2019年12期)2019-07-24
中国自行车(2018年8期)2018-09-26
黑龙江科技大学学报(2016年5期)2016-12-09
电焊机(2016年8期)2016-12-06
当代化工研究(2016年9期)2016-03-20
焊接(2016年7期)2016-02-27
新媒体研究(2014年11期)2014-09-01
钛工业进展(2014年5期)2014-02-28
