
08AI与65Mn的点焊及其接头组织性能分析
2010-09-06 08:42汪帅兵张勇马铁军谢红霞
电焊机 2010年10期
汪帅兵,张勇,马铁军,谢红霞
(西北工业大学陕西省摩擦焊重点实验室,陕西西安710072)
08AI与65Mn的点焊及其接头组织性能分析
汪帅兵,张勇,马铁军,谢红霞
(西北工业大学陕西省摩擦焊重点实验室,陕西西安710072)
在厚1.2 mm的08Al与厚1.0 mm的65Mn异种材料的点焊过程中,为了减少可淬硬钢65Mn在焊接过程中所形成的缺陷以及获得优质的异种材料的点焊接头,对双脉冲点焊工艺进行了试验研究。详细分析了熔核的微观组织,测定了熔核直径和硬度分布,并对接头进行了剪切及拉伸试验。实验结果表明,当采用焊接压力3 800 N,一次脉冲电流7.7 kA,通电时间0.24 s;二次脉冲电流4.6 kA,通电时间0.7 s的点焊工艺时,可使点焊熔核得到充分回火,熔核中心未出现二次淬硬组织。其硬度值约HV400。点焊接头的抗拉伸载荷1 380 N,抗剪载荷3 580 N,塑性比38.5%,综合机械性能符合使用要求。
08Al;65Mn;电阻点焊;组织;性能
0 前言
在某型号载重汽车零件的制造过程中,需要采用电阻点焊工艺实现08Al和65Mn异种材料的连接。08Al和65Mn两种材料在化学成分和机械性能上差异较大。08Al属低碳钢,点焊焊接性好,无需采用复杂工艺措施;65Mn属淬硬钢,焊接性差,接头极易产生缩松、缩孔、脆性组织和裂纹等缺陷,使点焊接头力学性能变坏[1]。08Al和65Mn两种不同材料点焊时,由于电流场及其变化所形成的磁场和涡流,产生了电磁附加力,从而造成对液态金属较强的搅拌作用[2]。其熔核应是两种钢的混合成分,且在常规的单脉冲点焊热循环条件下,熔核及热影响区会出现淬硬的马氏体组织。此种组织的接头如果不采用相应的热处理工艺,其综合机械性能将很差。
为了得到08Al和65Mn异质种材料点焊的合格接头,在此对采用双脉冲电阻点焊工艺进行了试验研究,即利用一次脉冲电流加热得到满足要求的熔核尺寸,再利用第二次脉冲电流对接头进行电极间回火热处理。随后对接头进行撕破检验和力学性能试验,并详细分析了组织。
1 试验材料和工艺规范
1.1 试验材料
厚1mm的65Mn与厚1.2mm的08Al母材成分如表1所示,金相组织如图1所示。08Al母材为铁素体+极少量的珠光体组织(见图1a);65Mn母材为均匀的铁素体+球状珠光体组织(见图1b)。

表1 材料的化学成分[3]%Tab.1Component of the experimental materials[3]
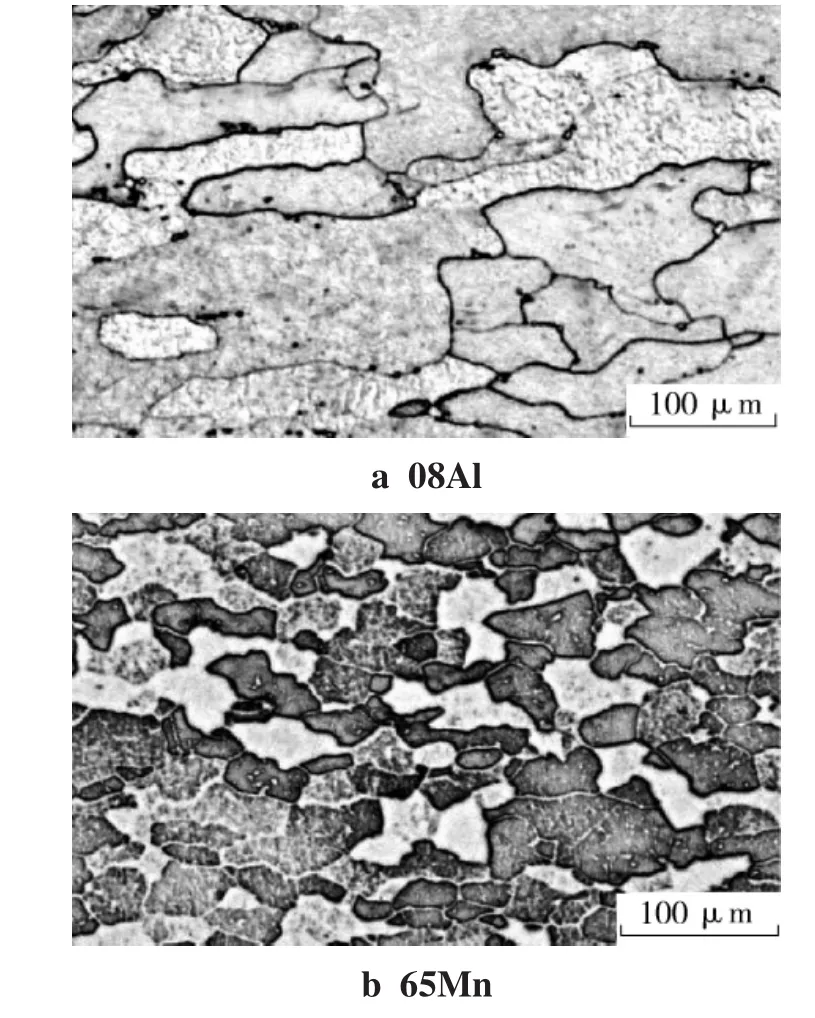
图1 母材金相组织(200×)Fig.1 Microstructure of the materials
1.2 点焊工艺规范
用DN-200-4点焊机,采用恒百分数控制,双脉冲电流点焊工艺进行试验。上下电极均用铬锆铜合金制作,端面直径φ 6 mm。焊接循环过程示意如图2所示。通过对熔核的目视检验和撕破检验来确定一次脉冲的规范参数;二次脉冲规范参数的选择,应使熔核边缘的淬硬组织得到充分回火。因为熔核边缘是对熔核性能影响最大的部位,也是最易破裂的部位,一般来说,在点焊不均匀加热的热循环条件下,当二次脉冲使熔核边缘的淬硬组织得到回火时,熔核中心将出现二次淬硬组织。但是,这种二次淬硬组织对熔核性能影响较小[2,4]。

图2 双脉冲点焊循环过程示意Fig.2 Chematics of spot welding in two pulses of electricity
一次脉冲与二次脉冲之间间隔t4应足够长,以保证熔核金属冷却到马氏体转变温度以下。回火脉冲时间应足够长,保证达到充分回火的目的[2]。选择的点焊规范参数如表2所示。

表2 点焊规范参数Tab.2Parameters of spot welding
2 结果分析
2.1 熔核的宏观形貌
将65Mn与08Al的点焊试样进行撕破检验,65Mn试件被撕出一个孔洞,其面积约占整个熔核面积的90%,熔核留在08Al试件上,如图3a所示。这表明熔核有足够的结合强度且符合要求。将熔核沿其中心线切开制成金相试样,用4%硝酸酒精溶液腐蚀,由于08Al和65Mn化学成分和物理性能存在差异,08Al类钢在200℃和600℃的热导率分别为54.85 W/(m·℃)和36.42 W/(m·℃);65Mn类钢在200℃和600℃的热导率分别为29.308 W/(m·℃)和28.899W/(m·℃)[3],故熔核偏向导热性能较差的65Mn一侧。在低倍显微镜下,观察到熔核的形状如图3b所示,测得熔核直径5.60mm。65Mn焊透率为44.1%,08Al焊透率为48.1%,熔核尺寸符合点焊要求[3]。
2.2 熔核的金相组织
点焊熔核边缘的金相组织如图4所示。从图4a可以看出,熔核边缘65Mn一侧的组织为回火马氏体+铁素体+珠光体组织,其硬度值为HV500;紧邻熔合线的熔核部位为回火马氏体,硬度值接近HV700;从图4b可以看出,熔核边缘08Al一侧的组织为铁素体+少量珠光体,但在紧邻熔合线的部分可以清楚看到较为粗大的板条状铁素体组织,该组织具有典型的魏氏体组织形貌。表明在二次脉冲较长时间回火条件下,08Al近缝区具有明显的过热倾向,但过热的范围仅1~2个晶粒,其硬度值接近HV400;紧靠熔合线的熔核部位的组织亦为铁素体+少量珠光体,其硬度值为HV500。
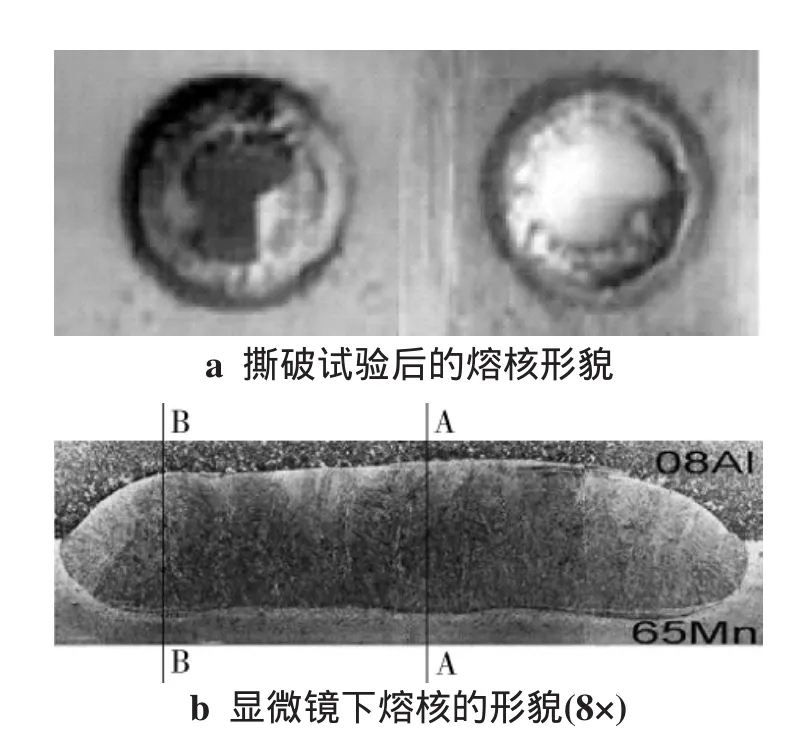
图3 熔核形貌Fig.3 Shape of spot-welded nugget

图4 熔核边缘金相组织(200×)Fig.4 Microstructure around nugget(200×)
单脉冲及双脉冲点焊接头中心的金相组织如图5所示。从图5a可以看出,单脉冲点焊的熔核中心为回火马氏体+铁素体+珠光体组织。从图5b可以看出,双脉冲点焊的熔核中心为珠光体+铁素体组织,其硬度值为HV400。
2.3 点焊接头的硬度
65Mn的碳当量高(Ceq≈0.9),具有很强的淬硬性,熔核两侧过热区在电极的激冷下冷却速度极快,且在电极压力作用下金属形变产生了较高的位错密度等因素,明显提高马氏体的显微硬度,可达HV=800~900[5]。经回火后的接头硬度分布如图6所示。

图5 熔核中心金相组织(500×)Fig.5 Microstructure of the center of nugget(500×)
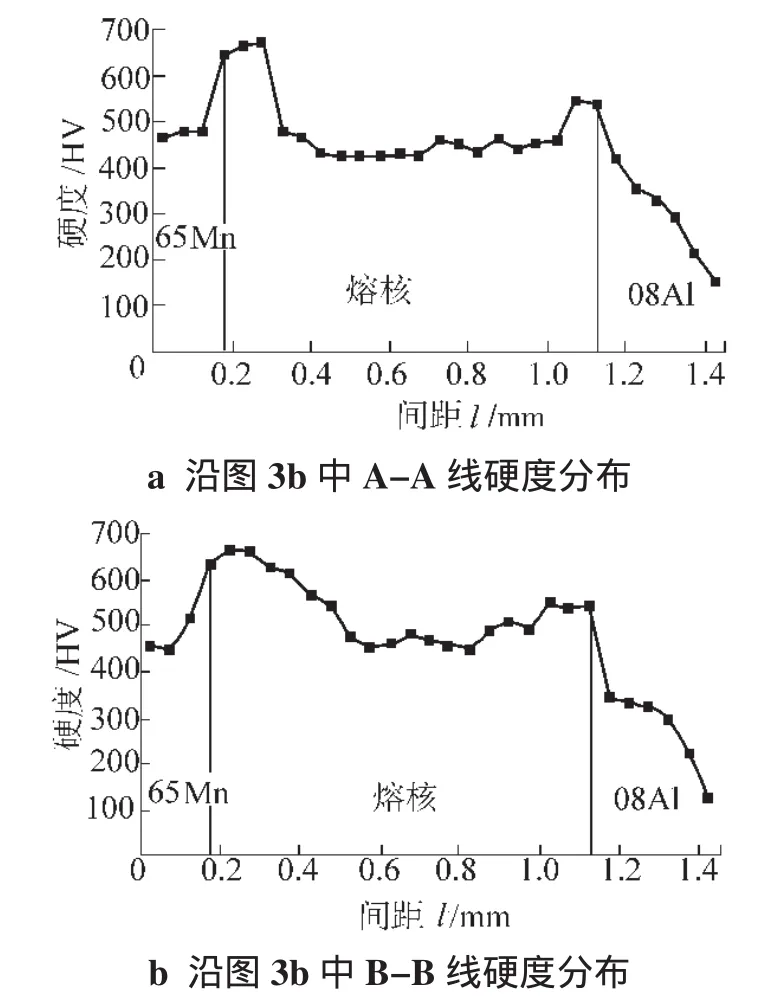
图6 显微硬度分布(试验加载载荷为300 g)Fig.6 Micro-hardness profile(test load is 300 g)
由图6可知:(1)点焊熔核的中心由于两种材料的成分混合,使熔核中心的淬硬倾向明显下降,故在二次脉冲回火后,熔核中心未发生淬硬现象,显微硬度值较低;(2)在熔核边缘,尤其是65Mn一侧,由于熔核近似65Mn成分,故有较大的淬硬倾向,硬度值较高;(3)熔核边缘处存在较大应力和较高的位错密度,使得熔核靠近08Al一侧的硬度值高于熔核中心的硬度值。
2.4 点焊接头的拉伸剪切试验
根据GB2651-89《焊接接头拉伸试验法》制作剪切拉伸试样如图7所示。采用WE-30型万能材料试验机对10个点焊接头试样在室温下进行剪切拉伸试验,实验结果如表3所示,现拉伸载荷的平均值已达1 380 N;剪切载荷的平均值可达3 580 N。

图7 剪切及拉伸试样Fig.7 Samples for shearing and stretching
对于有淬火倾向的结构钢点焊接头往往用正拉伸载荷(Fn)与抗剪载荷(Fs)的百分比作为塑性的指标,一般要求塑性比Fn/Fs>25%[4]。本试验Fn/Fs= 38.5%,可满足使用要求。
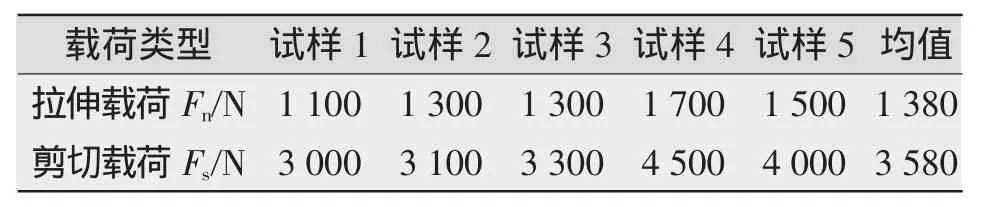
表3 力学试验结果Tab.3Results of mechanical test
3 结论
(1)采用双脉冲电流进行08Al与65Mn板件点焊时,点焊熔核会有一定程度的偏移,但偏移量不大。
(2)熔核未回火前其中心组织为回火马氏体+铁素体+珠光体组织;经二次脉冲回火的熔核中心组织为珠光体+铁素体组织。
(3)剪切和拉伸实验结果表明:当采用一次脉冲电流7.7 kA,通电时间0.24 s;二次脉冲电流4.6 kA,通电时间0.7 s;焊接压力3 800 N的点焊工艺时,可使熔核得到充分回火,其正拉伸载荷Fn=1 380 N,抗剪载荷Fs=3 580 N,塑性比Fn/Fs=38.5%,综合机械性能良好。
(4)熔核中心为两种材料的混合成分,硬度值较低;熔核边缘处为高应力、高位错密度区,硬度较高。
[1]赵熹华,冯骥才.压焊方法及设备[M].北京:机械工业出版社,2005.
[2]毕惠琴.焊接方法及设备(第二分册)[M].北京:机械工业出版社,1981.
[3]中国航空材料编辑委员会.中国航空材料手册(结构钢不锈钢)[M].北京:中国标准出版社出版,1988.
[4]中国机械工程学会焊接学会电阻焊(Ⅲ)专业委员会.电阻焊理论与实践[M].北京:机械工业出版社,1994.
[5]赵熹华,徐国成.弹簧钢电阻点焊[J].焊接学报,1996,17(2):128-132.
Resistance spot welding of 08Al and 65Mn with analysis of its microstructure and properties
WANG Shuai-bing,ZHANG Yong,MA Tie-jun,XIE Hong-xia
(Shanxi Key Laboratory of Friction Welding Technologies,Northwestern Polytechnical University,Xi'an 710072,China)
During the dissimilar materials spot welding of 08Al with thickness of 1.2 mm and 65Mn with thickness of 1.0 mm,in order to reduce the welding defects of 65Mn and obtain the high quality nugget,in this article,the process of two-pulse current spot welding is studied.The microstructure of the spot welded joint is analyzed in detail,and the diameter and microhardness of the nugget are measured,then the tensile shear experiment is carried out.The results show that in the conditions of the welding pressure with 3 800 N,the first current with 7.7 kA and lasting 0.24 s,the second current with 4.6 kA and lasting 0.7 s,the joint is tempered adequately and there is no second quench hardening microstructure in the centre of nugget,the microhardness of which is about 400 HV.The resisting tensile load of spot welded joint is 1 380 N,the resisting shearing load of which is 3 580 N and the plasticity ratio of which is 38.5%,and the mechanical properties meet the application requirements
08Al;65Mn;resistance spot welding;microstructure;properties
book=37,ebook=367
TG406
A
1001-2303(2010)10-0037-04
2009-09-29
汪帅兵(1984—),男,河南洛阳人,在读硕士,主要从事电焊点焊工艺及点焊自动控制方面的研究。
猜你喜欢
电焊机(2023年1期)2023-02-17
航空制造技术(2022年5期)2022-07-15
无损检测(2022年2期)2022-03-02
金属加工(热加工)(2021年7期)2021-07-20
上海金属(2020年4期)2020-08-25
上海金属(2019年5期)2019-10-09
武汉科技大学学报(2019年4期)2019-07-04
兵器装备工程学报(2019年4期)2019-05-05
中国资源综合利用(2017年12期)2018-01-21
电镀与环保(2016年2期)2017-01-20
