
16MnDR钢埋弧焊材的研制
2010-09-06 08:42金秋亚
电焊机 2010年10期
金秋亚
(中国钢研科技集团有限公司,北京100081)
16MnDR钢埋弧焊材的研制
金秋亚
(中国钢研科技集团有限公司,北京100081)
简要介绍了埋弧焊焊接方法的特点、产生背景、发展概况,以及国内自主研发的-46℃低温用16MnDR钢的生产工艺流程及其焊接性;总结了市场上典型的配套焊接材料H10Mn2/SJ101,H08MnMoA/HJ350,H10Mn2/SJ101的冲击性能,富裕量低且不稳定。针对此现状,安泰科技股份有限公司独立研制出配套焊材H08Mn2DR/SJ603W,该产品焊接工艺性能良好,其熔敷金属的机械性能优异,具有较高的低温冲击性能,在实际产品上的应用效果良好。
16MnDR钢;埋弧焊;焊接材料
0 前言
随着石油化工行业的迅速发展,各种液体烯烃和烷烃低温贮存设备的需求急剧上升。目前,国内已经成熟发展了一系列低温钢种,如-46℃用16MnDR,-70℃用09MnNiDR,-101℃用3.5Ni钢材,与之配套的焊接材料也逐渐发展并成熟起来。
埋弧自动焊是一种高效、质量易保证的焊接方法,在压力容器行业被广泛应用,但因其焊接线能量大而在低温容器的焊接上受到限制。随着科技的发展,为了提高生产效率,国内压力容器厂家逐步采用埋弧焊接材料来焊接低温用钢。
16MnDR钢是我国自主开发的优质低合金无镍低温用钢,先用硅、锰脱氧,再用铝进行强烈脱氧。与一般碳素钢相比,低温韧性良好,已成为制造CO2及液氨储罐的成熟钢种。在标准JB 4709中,推荐的16MnDR钢用焊接材料只有一种,即焊条电弧焊采用的J507RH(或J506RH)焊条,没有埋弧自动焊所应采用的焊丝和焊剂。目前国内众多压力容器厂家对采用埋弧焊来焊接16MnDR钢进行了多次尝试,选用H08MnMoA和HJ350,H10Mn2和HJ431,H10Mn2和SJ101焊剂等组合进行埋弧焊接,从工艺评定结果来看,其-40℃冲击功虽然符合相关标准的要求,但富裕量低,且波动较大。针对市场现状,安泰科技股份公司对16MnDR钢用埋弧焊材进行研制,牌号定为AT-H08Mn2DR/AT-SJ603W,其中H08Mn2DR焊丝为安泰公司参照AWS A5.23 F48P5研制开发的一种低合金钢焊丝,通过加入某些细化晶粒的元素冶炼而成;SJ603W是高碱度的烧结型焊剂,通过增加碱性氧化物的比例来提高焊缝金属的低温冲击性能,其主要成分是:w(CaO+MgO)=40%~55%,w(Al2O3+MnO)=15%~25%,w(CaF2)=15%~20%。
1 16MnDR钢的生产工艺和焊接性
16MnDR钢属于热轧正火钢,是国内发展成熟的一种无Ni低温用钢,(武钢产品)主要的生产工艺为:高炉铁水→KR脱硫→LD吹炼→RH真空处理→连铸→铸坯保护涂层→2800轧机轧制→热处理→精整→检验入库→发货。
在标准3531中规定了16MnDR钢的成分和性能。根据国际焊接学会推荐的碳当量计算公式Ceq=C+Mn/6+(Ni+Cu)/15+(Cr+Mo+V)/5,根据其成分范围,计算出Ceq(max)=0.50%,说明其含碳量低,其他合金含量也低,淬硬和冷裂倾向小,焊接性良好。
2 焊材的化学成分和力学性能
H08Mn2DR/SJ603W的熔敷金属成分如表1所示,力学性能如表2所示。由表可知,焊接工艺性能良好,力学性能优异。

表1 熔敷金属典型成分%

表2 熔敷金属典型力学性能(610℃×2 h)
3 压力容器工艺评定结果
为了更好地了解产品的实际应用效果,解决客户焊接16MnDR钢中出现的问题,选取公司某客户的工艺评定结果进行分析。母材为舞阳钢铁公司生产的16MnDR钢板,厚度16 mm,化学成分和力学性能如表3、表4所示。

表316 MnDR化学成分%

表416 MnDR机械性能(钢板厚度6~16 mm)
根据采购的钢板和相关资料,厂家选用不同单位的焊丝和焊剂进行组合,主要是H08MnMoA和HJ350、H10Mn2和HJ431,-40℃的冲击功波动较大,性能不稳定。后采用安泰公司的AT-H08Mn2DR/ATSJ603W的焊接材料进行工艺评定,力学性能满足要求,冲击韧性有很大的富裕量。
根据标准JB 4708、JB 4709有关要求,采用V型坡口(见图1)进行焊接工艺评定,焊接工艺规范参数见表5,焊接时遵循小热输入、快速焊的原则,层温控制在150℃以下,焊接完毕后进行焊后热处理。

图1 坡口形式
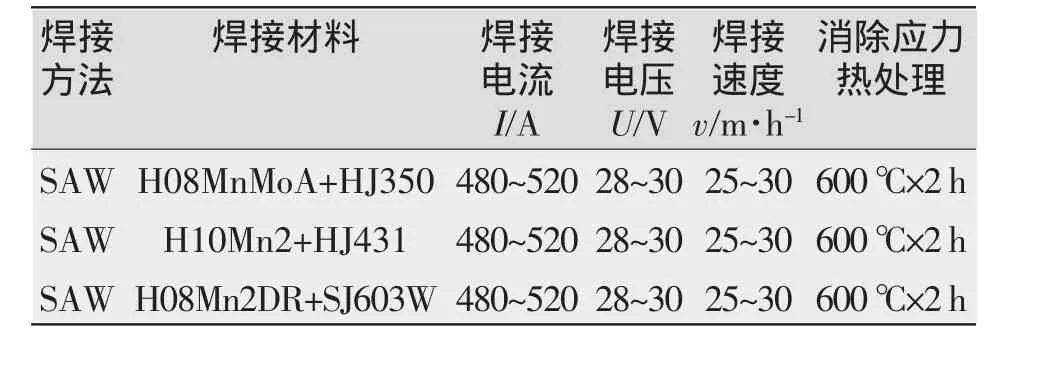
表5 焊接工艺规范参数
4 焊接工艺评定试验结果及分析
焊接工艺评定结果如表6所示。采用三种焊接材料进行工艺评定,侧弯均合格。采用H08MnMoA+HJ350组合,-40℃冲击平均值小于20J;采用H10Mn2+HJ431组合,-40℃冲击平均值24J;采用H08Mn2DR+SJ603W组合,-40℃冲击平均值167 J。远远高于标准中规定的要求,富裕量大,保证了产品的性能。

表6 焊接工艺评定结果
通过控制熔敷金属杂质元素含量,增加焊剂碱度,细化组织,并在焊接工艺上严格控制层温等焊接工艺参数,保证了产品的性能,且富裕量很大。
5 结论
安泰科技公司生产的H08Mn2DR/SJ603W焊材,深坡口脱渣容易,焊接工艺性能良好,力学性能优异,已应用于多家压力容器厂,为16MnDR钢埋弧焊的推广起到了重要作用,满足了客户需要和市场需求。
Development of welding consumables used by 16MnDR steel alloy
JIN Qiu-ya
(China Iron&Steel Research Institute Group,Beijing 100081,China)
This paper briefly introduces features,backgrounds as well as overviews of development of submerged arc welding and production process,weldability of 16MnDR steel alloy which is used at-46℃.In addition,it also summaries impact properties of H10Mn2/SJ101,H08MnMoA/HJ350,H10Mn2/SJ101 which are universally used.The datas are a little low and unstable.According to the situation,AT&M develops suited consumable H08Mn2DR/SJ603W which have good welding performance and excellent mechanical properties,being used in actual work widely and suitablely.
16MnDR steel alloy;submerged arc welding;welding consumable
book=64,ebook=204
TG423
B
1001-2303(2010)10-0064-02
2009-09-27;
2010-02-24
金秋亚(1982—),女,河南周口人,硕士,主要从事低温钢的研发工作。
猜你喜欢
中国金属通报(2022年14期)2023-01-06
中国金属通报(2021年12期)2021-11-02
中国金属通报(2021年6期)2021-07-01
中国金属通报(2020年14期)2020-04-22
现代制造技术与装备(2018年8期)2018-09-25
电焊机(2016年8期)2016-12-06
焊接(2016年7期)2016-02-27
焊接(2016年1期)2016-02-27
焊接(2015年10期)2015-07-18
焊接(2015年8期)2015-07-18
