
哈中天然气管道项目B标段线路焊接工艺
2010-09-06 08:42鹿锋华杜长青李广民
电焊机 2010年10期
鹿锋华,杜长青,李广民
(中亚天然气管道项目部,河北廊坊065000)
哈中天然气管道项目B标段线路焊接工艺
鹿锋华,杜长青,李广民
(中亚天然气管道项目部,河北廊坊065000)
中亚天然气管线是我国最长、规模最大的能源战略通道,是中石油集团公司的重点战略工程,全长1 800多km,设计压力9.81 MPa,管径1 067 mm,钢级X70,壁厚15.9 mm,其中穿越段壁厚19.1~28.6 mm,全线采用双管双沟并行敷设,管道外部采用3PE防腐、内壁采用双组份环氧涂料减阻内涂层,年输气量300亿m3。介绍了哈中天然气管道项目线路焊接工艺特点、要求、评定过程、焊接质量控制及其在哈中天然气管线上的应用情况。
焊接工艺;根焊;焊接工艺评定;焊接质量;焊接工艺规程(WPS)
1 工程概况
中亚天然气管道项目是西气东输二线的气源工程,起自土库曼斯坦和乌兹别克斯坦两国边境,途经乌兹别克斯坦、哈萨克斯坦,最终到达中国境内新疆维吾尔自治区的霍尔果斯,进而通往上海、珠江三角洲地区,是我国最长、规模最大的能源战略通道。全长1800多km,其中乌国境内510.5km,哈国境内1300km,中国境内4.4km,设计压力9.81 MPa,管径1 067 mm,钢级X70,壁厚15.9 mm,其中穿越段壁厚19.1~28.6 mm。全线采用双管双沟并行敷设,管道外部采用3PE防腐、内壁采用双组份环氧涂料减阻内涂层,年输气量300亿m3。本工程2008年7月 9日开工建设,2009年底实现双线建成、单线通气的目标。CPP承担了哈国段东段靠近中国界B标段650 km(桩号A1000~A1750)双线管线任务,在一年半的时间内CPP要完成650 km的双线管线施工任务,工期之短,任务之重实属海外工程罕见。因此,为了保证按期完工,必须确保焊接的高质量、高效率,保证焊接的进度和合格率,尽量避免返工返修。
2 焊接工艺分析
本工程钢管的强度X70等级较高,管径较大,线路长,沿线地形虽然复杂多样,但是相对平坦,由于工期要求紧,所以选用的焊接工艺必须具备合格率高、施工速度快、操作简单等特点。经管道局专家组多次论证,结合本项目特点推荐线路焊接施工以自动焊和半自动焊为主,手工焊为辅。在满足焊缝各项性能指标和质量要求的前提下,根据现场条件选择可行的焊接方式。建议对地形平坦、障碍少的地段采用全自动焊,无法连续作业的地段采用手工焊+半自动焊等焊接工艺。
2.1 焊材选择
中亚天然气管道工程用管材符合API Spec 5L X70标准,直缝埋弧焊焊管(LSAW)化学成分和焊接接头物理性能技术条件要求如表1、表2所示。
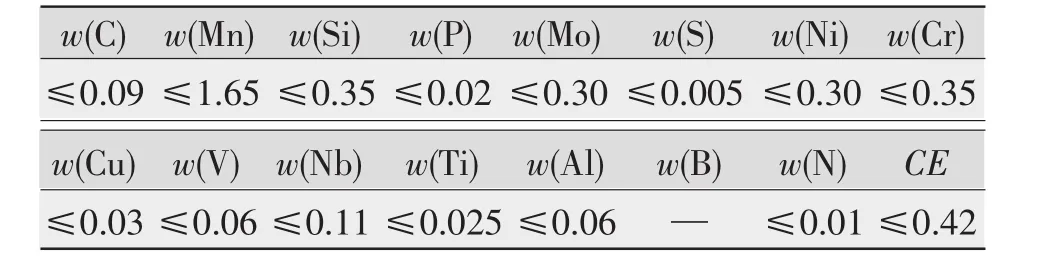
表1 中亚天然气管道工程用LSAW化学成分要求%
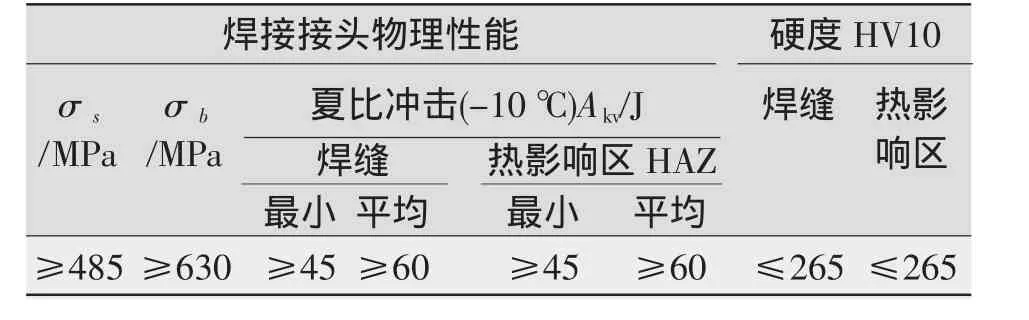
表2 中亚天然气管道工程用LSAW焊接接头物理性能要求
由表1、表2可知,中亚天然气LSAW管线用管的技术要求很严格,在现场施工要合理选择焊材,确保投入使用后的安全性和可靠性。根据焊缝金属与母材“等强匹配”的原则来进行焊材的选用,选用的焊材不但要保证焊缝力学性能良好,操作性能也要良好;焊条或焊丝应符合AWS标准,根焊熔敷金属抗拉强度标准值小于等于482.72 MPa,即采用E6系列或E7系列;填充盖面采用低氢型焊丝、焊条,其熔敷金属抗拉强度标准值大于等于551.68 MPa,即采用E8系列或E9系列;焊条的性能应符合AWS A5.1《碳钢用焊条电弧焊焊条》要求,焊丝的性能应符合AWS A5.29《低合金钢用药芯焊丝》和AWS A5.18《碳钢气体保护焊焊丝及填充》要求。
鉴于工程特点,根据制定的焊接工艺,结合现有的焊接设备和管道局多年施工经验,推荐选择焊材如表3所示,但是匹配情况应根据焊接工艺评定确定。
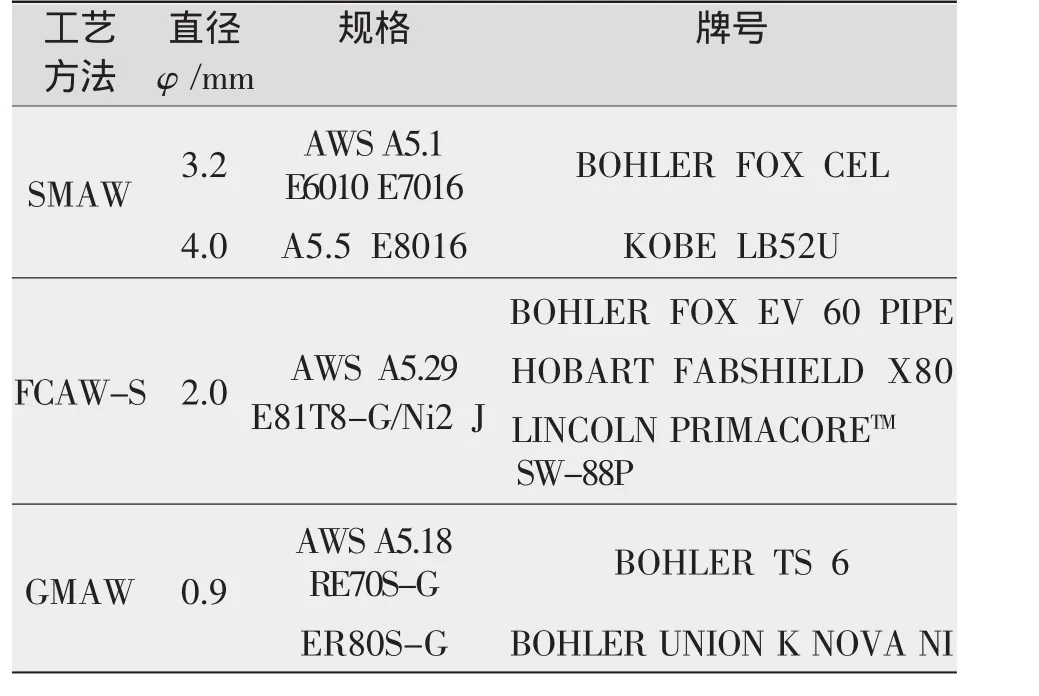
表3 中亚天然气管道工程线路选用焊材
2.2 采用标准[1-2]
中亚天然气管道工程线路焊接工艺评定和焊工考试采用API 1104《Welding of the Pipeline and Relevant Facilities》(管道及相关设施的焊接标准)2005版和业主批准的《中亚天然气管道工程—线路焊接工艺评定程序文件》。
2.3 工艺分析
根据工程特点和业主批准的《中亚天然气管道工程——线路焊接工艺评定程序文件》,拟定的线路焊接工艺列表如表4所示。
由表4可知,主线路有三种工艺,连头有两种工艺,返修工艺有三种。这几种工艺相互结合,完全能够满足中亚天然气管道的施工要求,后来经过工艺评定和现场施工也证明了这些工艺是适用的。值得一提的是GMAW+FCAW-S为管道局首次采用,是管道局焊接专家根据现场施工经验对管道焊接的一种革新工艺,该工艺在中亚天然气管道初次使用就取得了不错的成绩,加快了施工进度。
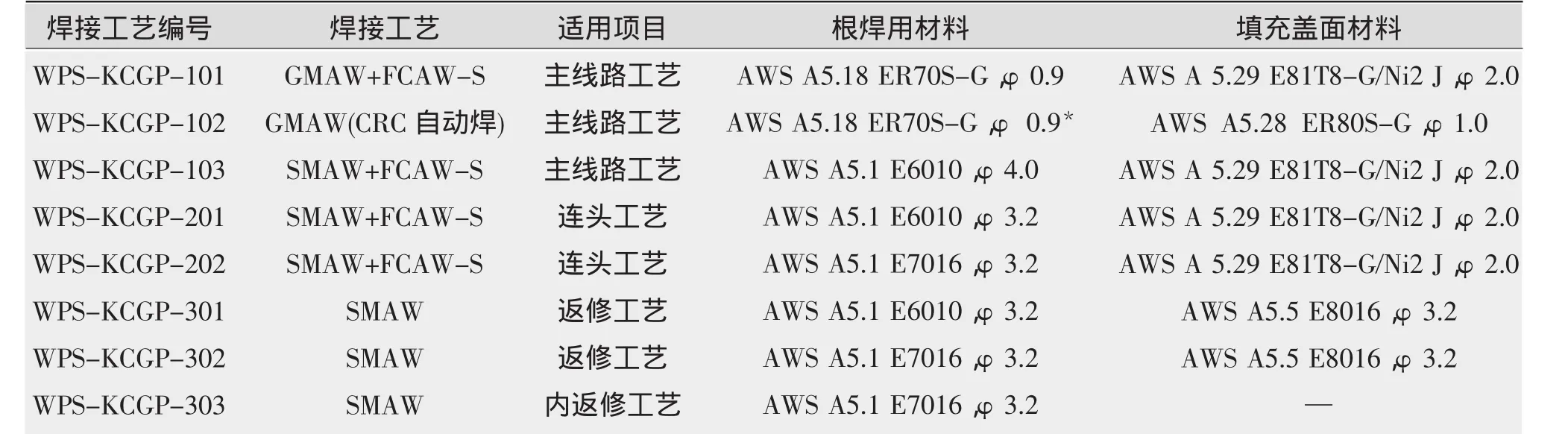
表4 中亚天然气管道工程线路焊接工艺
2.4 坡口设计
对三种线路工艺分别设计了相适应的坡口类型,如图1~图3所示。
新工艺GMAW+FCAW采用结合自动根焊和半自动焊工艺特点进行的坡口设计,CRC全自动焊工艺采用了CRC Evans公司推荐的标准坡口设计,SMAW+FCAW根据传统手工下向焊坡口进行设计。
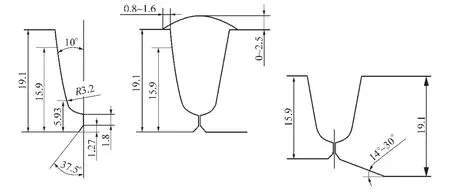
图1 新工艺GAMW+FCAW坡口设计
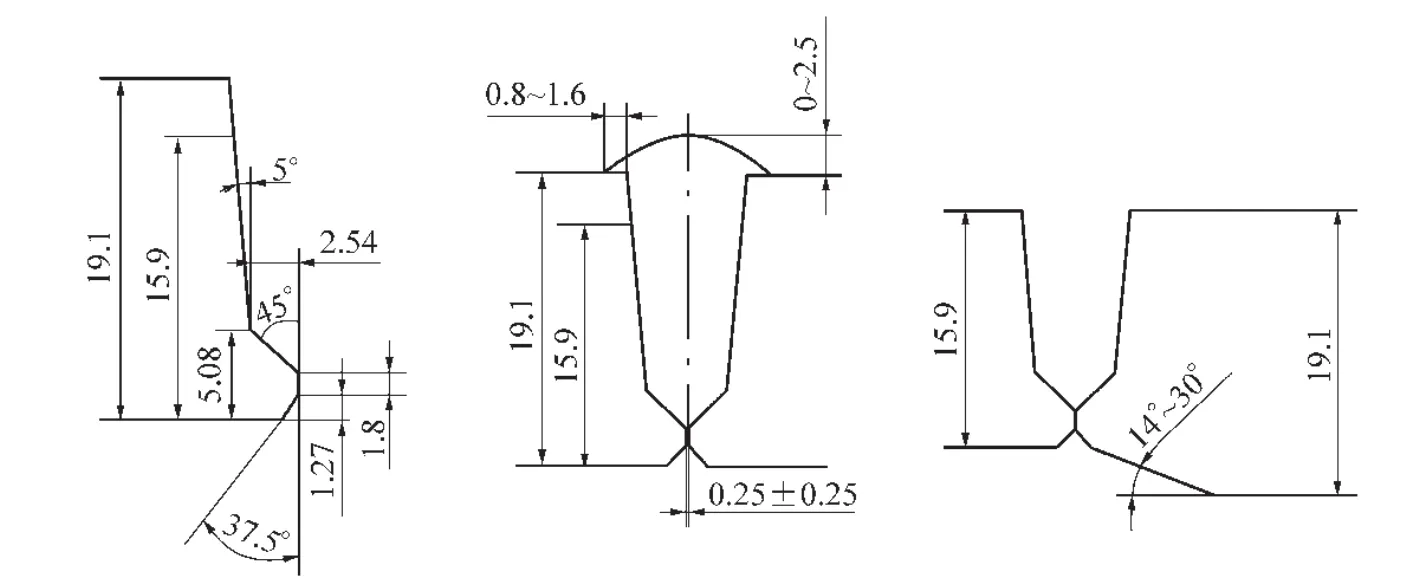
图2 CRC全自动焊工艺坡口设计
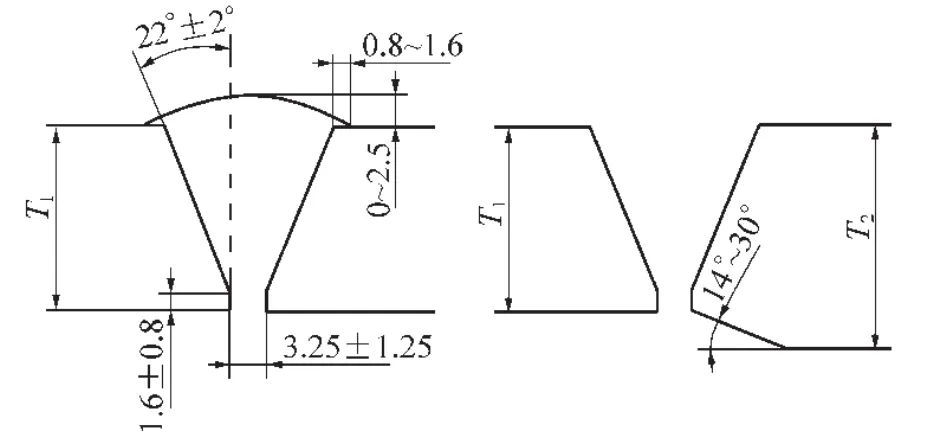
图3 SMAW+FCAW工艺坡口设计
3 焊接工艺评定(PQR)[3-4]
管道局中亚天然气管道工程项目部于2007年底和2008年初在管道科学研究院焊接技术中心,根据拟定的焊接工艺和API1104-2005及业主批准的《中亚天然气管道工程—线路焊接工艺评定程序文件》,在业主代表、MOODY监理监督下进行了中亚天然气管道工程项目焊接工艺评定。
3.1 评定流程
针对表4的每一个焊接工艺都制定了详细的焊接工艺评定方案,包括坡口加工和清理、焊机调试、预热、参数记录等,每进行一道工序都由焊接工程师进行检查和记录,MOODY焊接监理监督整个过程,并根据标准对每一个细节进行检验,从环境温度、湿度到坡口测量是否满足规范要求,从严格审核施焊焊工资质到测量每一层焊道的温度和焊接电压电流的变化。当一个评定管口焊接完毕,MOODY焊接监理和焊接技术中心的焊接工程师先进行外观检查,符合技术要求再进行射线检测(RT),射线检测合格才能进行试件取样。整个评定过程严格按照标准和中亚天然气管道技术文件执行,评定流程如图4所示。
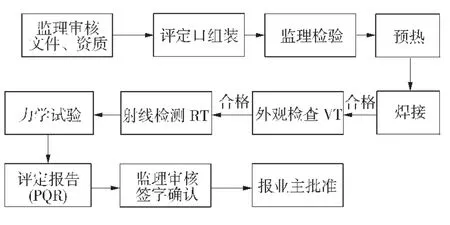
图4 工艺评定流程
3.2 评定报告(PQR)
当力学性能试验都合格后,针对焊接工艺评定过程资料整理,每一个焊接工艺评定报告(PQR)都包含以下内容:管材焊材材质单;焊接工艺参数记录;外观检查报告(VT);射线检测报告(RT);力学性能试验报告。
力学性能试验和合格标准按照API1104-2005标准执行,并在《中亚天然气管道工程——线路焊接工艺评定程序文件》补充-10℃低温冲击韧性试验和硬度试验,补充试验的验收标准为:低温冲击韧性试验3个焊缝、3个焊接热影响区,试验温度-10℃,全尺寸试验单值最小值45 J,三个试样平均值最小60 J;焊缝冲击试样的V型缺口位置在焊缝中心,焊接热影响区冲击试样的V型缺口位置在熔合线中心,焊缝和焊接热影响区的硬度值最大为280HV10。试验项目和数量如表5所示。
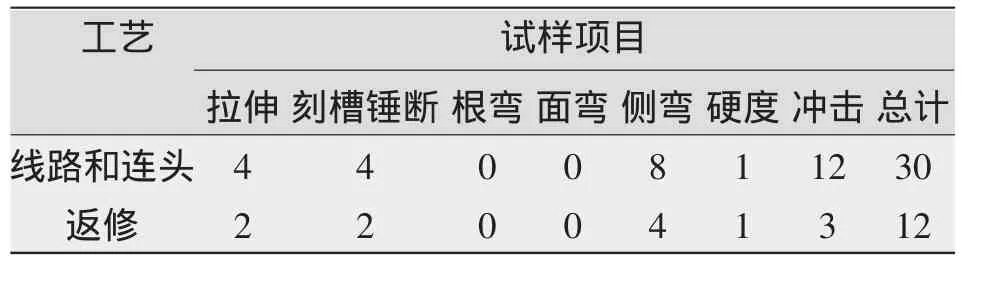
表5 试验项目和数量
4 焊接质量控制
根据焊接工艺报告(PQR)编制了线路焊接工艺程序文件并上报业主批准,批准后作为焊接工艺指导书(WPS)下发到各个施工单位和机组。为了保证质量根据焊接工艺要求和实际施工情况,制定有针对性的焊接质量保障措施。
(1)因地制宜,根据哈国地理环境合理布置施工机组。
(2)焊工培训合格并取得中亚天然气管道工程焊工上岗证方可从事现场施工焊接作业。
(3)严格要求焊工按照焊接工艺规程操作。
(4)每天作业前要检查设备、配件等,焊接完毕后做好设备维护工作,尤其是CRC全自动焊接设备都是高精度零件,更要严格检查和清理。
(5)CRC管道全自动焊接工艺采用的是气体保护,抗风能力较差,在现场组对焊接过程中,要在防风棚中进行,并且在每个管段的端部加装盲板,防止由于环境因素产生气孔等焊接缺陷。
(6)管口组对时要严格检查错边量和对口间隙避免超标,防止引起未焊透和烧穿等缺陷。
5 现场应用情况
自2008年7月中亚天然气管道开工建设以来,在哈国段先后共投入五个手工+半自动焊接机组、三个CRC全自动焊接机组和三个内焊+半自动焊接机组,几种焊接工艺都充分发挥了各自功能,并取得了良好效果,目前哈国段B标段机械主体已经完工,各工艺现场应用情况如表6所示。
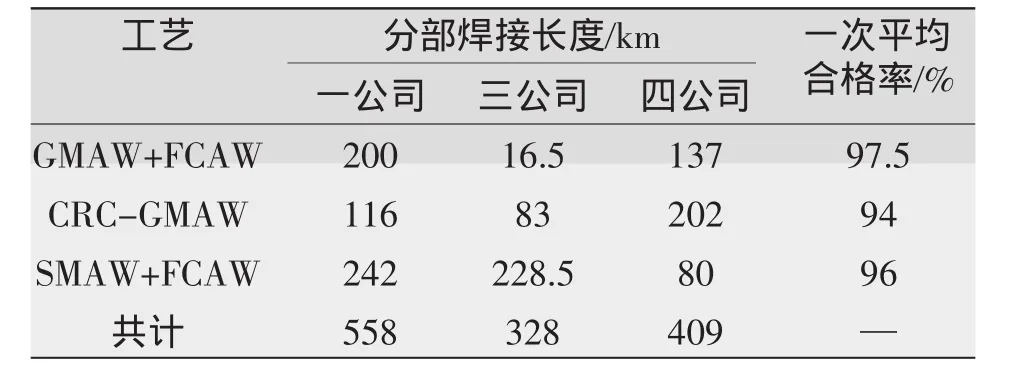
表6 中亚天然气管道哈国B标段线路焊接施工情况
6 结论
根据API1104-2005标准和业主批准的《中亚天然气管道工程—线路焊接工艺评定程序文件》进行的焊接工艺评定,完全满足中亚天然气管道焊接规范和技术要求,焊接工艺各种试验结果均为合格。开工之初又分别对三种线路工艺取现场焊接口在哈国焊接实验室进行检验,力学性能指标等均合格,哈国焊接实验室出具了现场焊口检验报告。通过实际应用,证明当初拟定的中亚天然气管道工程焊接工艺切实可行,完全满足施工要求。
[1]API 1104-2005《Welding of the Pipeline and Relevant Facilities》(管道及相关设施的焊接标准)[S].
[2]API SPECIFICATION 5L《管线钢管规范》[S].
[3]顾纪清,阳代军.管道焊接技术[M].北京:化学工业出版社,2005.
[4]吴彩勇,周晓辉.大口径管道自动焊接技术研究[J].电焊机,2009,39(5):101-103.
Welding process of Lot B line in Kazakhstan natural gas pipeline project
LU Feng-hua,DU Chang-qing,LI Guang-min
(Central-Asia Natural-Gas Pipeline Project Office,Langfang 065000,China)
China's Central Asian gas pipeline is the longest and largest energy strategy channel as well as the key strategic project of Petroleum Corporation.The length is more than 1 800 km.The design pressure is 9.81MPa.The diameter is 1 067 mm.The grade is X70.The wall thickness is 15.9 mm.The wall thickness of the cross section is between 19.1 and 28.6 mm.It is laid in parallel double pipe and double ditch.The external part of the pipeline adopts 3PE antisepsis,and the internal part of it adopts two component drag reduction epoxy coating.The gas volume of one year is 3 billion cubic meters.This paper describes the features,requirements,evaluation process,welding quality control of circuit welding process in the Kazakh-Chinese gas pipeline project,and the application in the natural gas pipeline in Kazakhstan.
welding process;root welding;welding process evaluation;welding quality;welding procedure
book=79,ebook=200
TG457.6
B
1001-2303(2010)10-0079-04
2009-12-22;
2010-09-25
鹿锋华(1981—),男,山东单县人,工程师,硕士,主要从事焊接工艺文件编制及其焊工管理等工作。
猜你喜欢
建材发展导向(2022年10期)2022-07-28
中国金属通报(2022年1期)2022-06-02
建材发展导向(2021年11期)2021-07-28
锻压装备与制造技术(2021年2期)2021-07-19
建材发展导向(2019年5期)2019-09-09
建材发展导向(2019年11期)2019-08-24
中外会展(2017年5期)2017-07-08
环球时报(2017-01-17)2017-01-17
——基于“丝绸之路经济带”背景
新疆财经(2016年3期)2016-07-02
大型铸锻件(2015年4期)2016-01-12
