钢结构生产中常用坡口选用及经济性分析
2022-06-02 02:09许喆
中国金属通报 2022年1期
许 喆
焊接在钢结构生产中是影响成本的一个重要的因素,而坡口形式及尺寸的选用直接影响了焊丝的使用量以及焊接工时等材料和人工成本。对于国内项目的坡口选用依据是《钢结构焊接规范》(GB 50661-2011)中推荐的坡口形式,在此基础上如何选用正确的坡口形式和尺寸,是影响焊接成本的关键。
1 坡口尺寸对焊接质量的影响
为了保证焊接质量,满足熔透或者部分熔透的焊缝要求,需要将钢板上开设坡口。坡口的尺寸过大和过小都会影响着焊接的质量和成本。坡口的主要尺寸有坡口角度、钝边、坡口间隙等。
(1)坡口角度:坡口角度增大有利于保证焊缝质量,避免焊接热裂纹的产生,但是坡口不能过大,否则不但产生大的焊接变形,而且不经济。坡口减小所造成的最直接的问题是熔深不足,容易造成夹渣。
(2)钝边:钝边大,则焊接填充量小。但是,对于衬垫焊,钝边过大则会造成根部焊缝的未熔合;对于全熔透清根焊,钝边过大则会造成清根深度增大,对成本也会增加。对于部分熔透焊缝,钝边尺寸不能过大,必须根据图纸要求进行,否则会造成焊缝强度不够。
(3)间隙:间隙越小,焊接填充量越小,焊接变形也越小。如果是衬垫焊,间隙必须满足一定尺寸,否则根部质量无法保证。如果是清根焊,根部间隙在装配过程中要满足装配公差要求。
2 不同工序采用的坡口形式及尺寸分析和比较
根据《钢结构焊接规范》(GB 50661-2011)附录A中相关条款,规范中规定了手工电弧焊、气体保护焊和埋弧焊的坡口类型和尺寸。实际生产中,需要结合构件的结构特点,采用的钢板厚度,生产工序特点,控制焊接变形等灵活选用坡口,在满足规范的前提下,有效减小焊接填充量,优化焊缝成本。
2.1 原材料拼接
钢板的拼接在钢结构生产中是非常重要的工序。为了提高生产效率,改善焊缝质量,通常采用的是埋弧自动焊进行焊接,对于无法采用埋弧焊的部位,可采用气体保护焊进行焊接。通常钢板拼接在平焊位置,采用V形坡口或X形坡口可有效保证焊缝的质量,根据国家规范《钢结构焊接规范》(GB50661-2011)要求,坡口尺寸宜满足附录A中表A的要求,括号中为规范允许的装配公差。如表1要求。

表1 对接坡口形式示意
通过GB50661规定的两种坡口形式进行对比,对于V形坡口和X形坡口,采用埋弧焊和气保焊焊接的差异性仅在于钝边尺寸。而钝边越大,则焊接填充量越小。
因此,钢板的拼接尽可能采用埋弧焊,薄板的拼接可采用CO2气体保护焊,其坡口尺寸要满足《钢结构焊接规范》(GB50661)的要求。但是,钢板的拼接既能采用V形坡口,又能采用X形坡口,不同板厚区间宜采用不同的坡口形式。根据标准推荐的坡口形式,V形坡口的焊缝截面积是大于X形坡口的焊缝截面积,考虑到火焰切割以及焊接变形的特性,宜20mm以下采用V形坡口,20mm以上采用X形坡口,6mm以下薄板甚至可以不用开设坡口进行焊接;
另外,对于X形坡口,坡口深度不同,则焊接填充量也不同,根据焊缝截面积可以得到关于坡口深度的数值。
根据以上表一中四组坡口组合形式,将α值和β值代入,求函数的最小值,可以得到最小焊接填充量时坡口深度与板厚t的关系,如下表2。

表2 X形坡口最小填充量时坡口深度与板厚t的关系
上表中,得到了最小的焊接填充量的坡口深度比值,除此以外,坡口深度对焊接角变形会产生很大的影响,即除了考虑焊接填充量减小的材料成本,还需要考虑控制焊接变形所增加的人工和时间成本。
2.2 主要构件的截面组装焊缝
钢构件常见的截面形式主要是焊接H形截面和焊接箱型截面,两种截面的构件占70%以上,在此也仅针对此两种类型构件的截面组装焊缝进行分析说明。
2.2.1 BH本体焊缝
BH本体焊缝为了提高效率和焊接质量,采用的是埋弧焊进行焊接,BH本体焊缝的形式主要有角焊缝,部分熔透焊缝,L形坡口熔透焊缝和K形坡口熔透焊缝。
BH本体焊缝的形式如表3所示。
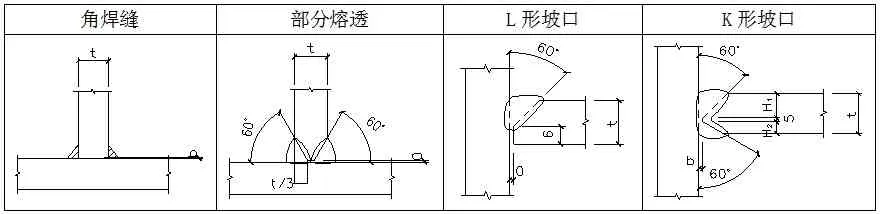
表3 焊接H型钢拼装焊缝形式
其中:
(1)角焊缝的焊脚尺寸与焊缝强度紧密相连,应严格按照图纸要求进行。
(2)部分熔透焊缝,其坡口角度与深度与焊缝强度有关,也需严格按照图纸要求进行。
全熔透的L形坡口和K形坡口,如果直接采用埋弧焊进行焊接,需要开设60°坡口角以及6mm钝边,可以考虑采用气保焊打底埋弧焊盖面的方式减少焊缝填充量。如直接采用埋弧焊进行焊接,其坡口尺寸及公差要求见表4。
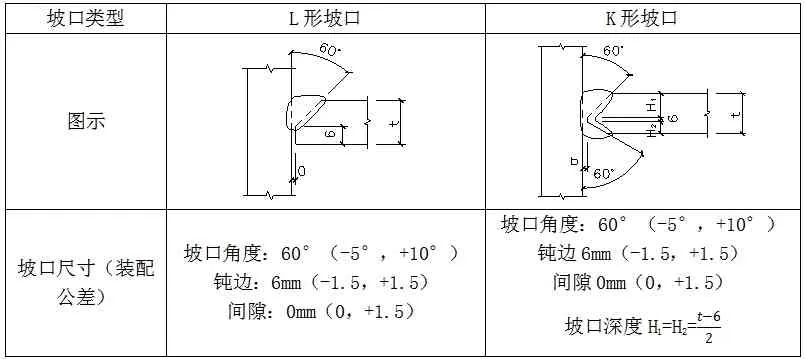
表4 埋弧焊T形接头坡口尺寸及公差
如果采用气体保护焊打底,埋弧焊盖面的形式,则可采用标准推荐的气体保护焊的坡口形式,其坡口尺寸及公差要求见表5。
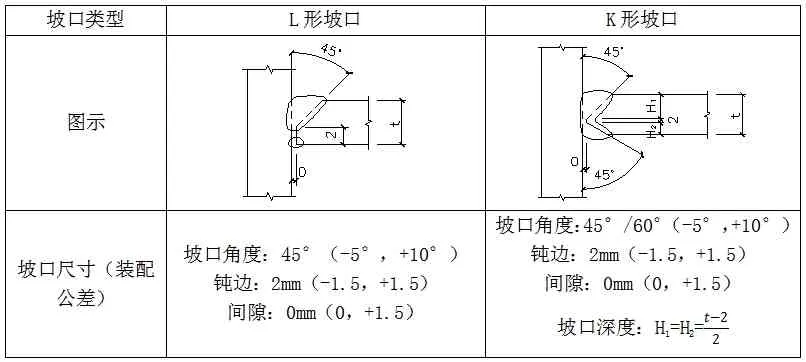
表5 气体保护焊T形接头坡口尺寸及公差
通常,为了控制焊接变形以及考虑切割因素,20mm以下(包括20mm)采用L形坡口,20mm以上采用K形坡口,则根据这个原则进行计算,对于L形坡口,板厚20mm以下的计算结果见表6。

表6 板厚20mm以下L形坡口焊缝截面尺寸计算结果
通过表5可知,板厚20mm以下的L形坡口,采用60°角,6mm钝边的坡口形式,定位焊结束后采用埋弧焊焊接,所使用的焊丝最少。
对于BH的K形坡口,用于20mm以上的钢板,对比双面45°坡口2mm间隙和双面60°坡口6mm间隙进行计算,焊接填充量关系如表6所示,以双面60°坡口,6mm间隙为基准。
通过对表6进行分析比较,采用双面45°、2mm钝边,气保焊打底、埋弧焊盖面时坡口截面积远远小于60°,6mm间隙的坡口。当钢板厚度较大时,减少的焊丝用量能达到近40%。同时,系统对焊接的坡口设计有以下功能:用户在输入焊接方法、接头形式、母材厚度等参数后,系统即启动知识库,根据上述初始信息,在知识库中找到能与之匹配的规则,并将规则的结论部分追加到全局数据库中,在将设计目标与数据库中的内容相匹配,成功时即成为设计结果。
2.2.2 箱型截面组装焊缝
对于箱型构件的主焊缝,一般情况下全熔透采用单面衬垫焊,部分熔透采用L形坡口或者V形坡口,并且采用的是埋弧自动焊进行焊接,坡口形式有部分熔透L形、部分熔透V形,全熔透L形,全熔透V形四种。
(1)部分熔透焊缝。箱型构件的部分熔透焊缝一般采用L形和V形坡口,坡口角度不同,同时如果采用45°角坡口,为保证构件强度需要进行3mm的厚度折减。根据《高层民用建筑钢结构技术规程》(JGJ99-2012)中相关要求,焊接箱型组装焊缝为部分熔透时,熔透深度不得低于1/2板厚。
经计算,熔深为40mm(板厚80mm)以下时采用V形坡口,坡口尺寸最小。
(2)全熔透焊缝。箱型构件本体全熔透焊缝采用单面衬垫焊,考虑到层状撕裂等因素,20mm以下采用L形坡口,20mm以上采用V形坡口。关于单面衬垫焊,常用的有3个尺寸组合形式,分别是45°坡口,6mm间隙;35°坡口8mm间隙,30°坡口10mm间隙。
经过计算,采用30°、10mm间隙时,与45°6mm间隙相比,对于厚板填充量可以减少达30%;与35°、8mm间隙对比,填充量也可以减少10%
(3)V形坡口与L形坡口对比。对于全熔透焊缝,当采用相同坡口角度和间隙等参数时,开设角度对称的V形坡口或者非对称的V形坡口乃至L形坡口时,所获得的填充量是不同的。
经过计算,如果采用衬垫焊(32mm以下采用35°坡口,32mm以上采用30°坡口),对接坡口如果采用V形坡口比采用L形坡口,填充量能减少5%~7%。

表7 板厚20mm以上K形坡口焊缝截面尺寸计算结果
3 其他经济成本的建议
3.1 关于自然坡口
有些项目中存在因为钢板斜放,而形成自然坡口的情况。通常情况下为了保证焊缝的强度,以及避免形成应力集中,要将焊缝沿其夹角方向平滑过渡到钢板上,可以通过加长钢材的尺寸,并斜切一个坡口减小焊接填充量,但是会增加钢材的用量如图1。

图1 自然坡口开坡口斜接焊缝示意
上图中,阴影区域为焊缝截面积,自然坡口的焊接填充量较大;通过延长钢板尺寸并斜切一个坡口,可以减少部分焊接填充量。
3.2 衬垫焊及清根焊的选择
很多焊缝即可以采用单面衬垫焊也可以采用清根焊接,需要对其综合成本进行比对。
因为涉及到的面比较广,需要进行全面的成本测算,本文在此并不打算进行详细叙述。
3.3 气保焊的飞溅
气保焊焊接过程中造成的焊接飞溅,影响焊丝的使用率。需要强调的是焊工要按照下发的WPS进行焊接。同时,养成良好的焊接习惯,焊丝送丝不畅时要及时修理或清理,爱护焊接设备。
3.4 焊材的使用
焊材的使用,避免焊材的浪费,勿混用焊材等。
4 结论
(1)对接焊缝20mm以下采用V形坡口,20mm以上采用X形坡口,当采用X形坡口时,坡口深度比例为6:4时,焊缝填充量最小。
(2)部分熔透焊缝和角焊缝的尺寸应严格按照设计要求进行焊接。
(3)板厚20mm以下的T接焊缝采用V形坡口,直接采用埋弧焊进行焊接的填充量最小;板厚20mm以上的T接焊缝采用K形坡口,且K形坡口用气体保护焊打底,埋弧焊填充和盖面焊接,焊缝填充量最小。
(4)板厚30mm以下的衬垫焊采用坡口角度为35°,间隙8mm的组合,填充量最小;板厚30mm以上的衬垫焊采用坡口角度30°,间隙10mm的组合,填充量最小。
(5)对于衬垫焊,相同坡口角度和间隙的情况下,V形坡口填充量小于L形坡口的填充量。
(6)加强现场管控也是控制焊接成本的一种方式。
猜你喜欢
汽车实用技术(2022年16期)2022-08-31
汽车实用技术(2022年13期)2022-07-19
汽车实用技术(2022年11期)2022-06-20
小资CHIC!ELEGANCE(2022年2期)2022-01-11
建材发展导向(2021年20期)2021-11-20
船海工程(2021年5期)2021-10-25
散文诗(青年版)(2021年6期)2021-08-09
科技风(2020年2期)2020-02-14
延河(2017年7期)2017-07-19
阳光(2017年7期)2017-07-18