一种钢管平头坡口装置
2020-02-14 05:48刘书生
科技风 2020年2期

摘 要:介绍了一种新型钢管平头坡口装置。分析了本装置的工作原理及优点。本装置尤其适合不同口径、不同长度钢管管端的平头坡口加工。
关键词:钢管平头;钢管坡口
钢管的平头、坡口加工是钢管生产的最后一个环节。平头、坡口装置实用与否将直接影响到钢管的最终质量以及生产效率。以往的钢管平头、坡口装置几乎全部由人工操作完成,工人劳动强度大、钢管管端加工质量不稳定、对不同口径不同长度的钢管适应性差。本装置则很好地解决了以上缺点。
1 上料装置
待加工的钢管经输送辊道运送过来,先在转管器上旋转同时等离子火焰切割机对钢管进行火焰切割,为后续平头、坡口加工留取合适的加工量。然后钢管继续向前运送到合适位置后停止,由拨管装置将钢管由输送辊道翻转至上料台架(台架有一定坡度,从上料端一直延伸到下料端)钢管缓慢滚至平头、坡口机处停止。见图1“钢管平头坡口装置平面图”:
2 钢管位置调节装置及平头坡口加工
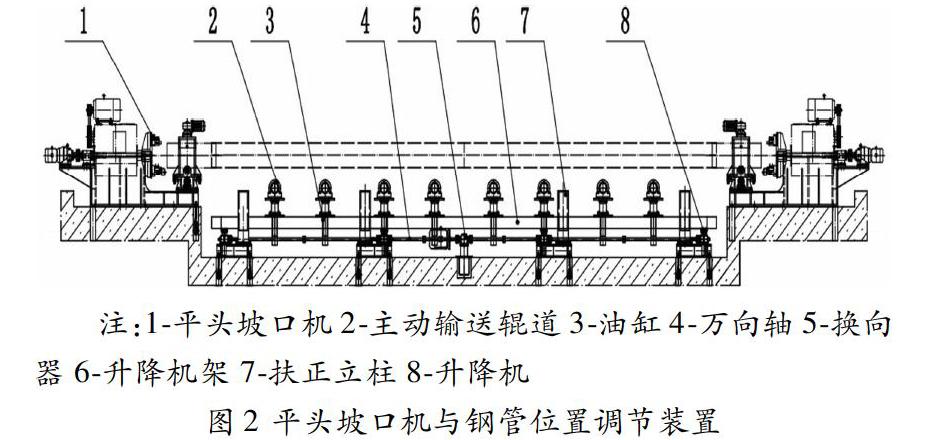
当钢管滚至平头、坡口机处停止时正位于钢管位置调节装置第一排主动输送辊道上方,第一排输送辊道下方油缸上升将钢管举高,脱离上料台架。由于输送辊道为V型辊结构,钢管脱离台架后在输送辊道上会自动找正滚至V型辊中心处。当油缸上升至满行程后,钢管中心与平头坡口机中心重合。然后主动输送辊道转动将钢管输送至平头坡口机合适位置停止,平头坡口机开始对钢管一侧管端进行加工。平头坡口机有管端夹紧装置,采用一端定位另一端夹紧方式。刀盘可安装平头刀和坡口刀。坡口刀采用浮动刀架,优点是坡口加工时可以加工椭圆或偏壁在5毫米内的钢管,浮动刀架能根据钢管外径自动找正。加工完一侧后,钢管在主动输送辊道上退出平头坡口机,油缸下降,钢管落在台架上然后滚至第二排主动输送辊道上方。第二排输送辊道下方油缸上升将钢管举高,脱离台架。当油缸上升至满行程后钢管中心与平头坡口机中心重合。然后主动输送辊道转动将钢管输送至另一侧平头坡口机合适位置停止,平头坡口机开始对钢管另一侧管端进行加工。加工完另一側后,钢管在主动输送辊道上退出平头坡口机,油缸下降,钢管落在下料台架上然后滚至下料侧输送辊道处停止。对于不同口径的钢管,高度先由电机连接换向器通过万向轴驱动升降机来调节到合适高度(此处高度调节由安装在升降机输出轴上的编码器通过PLC程序控制,调试好后在触摸屏直接按所需的管径升降机会自动升降到合适的位置),接着油缸上升到满行程时使钢管中心与平台坡口机中心重合。对于不同长度的钢管由主动输送辊道来调节控制(为保证加工质量稳定,平头坡口加工时钢管停止位置必须准确,通过安装的接近开关和对射光栅来控制),可加工6米至12米范围内钢管。见下图2“平头坡口机与钢管位置调节装置”:
3 下料装置
钢管通过下料台架停在下料侧输送辊道处,由拨管装置将钢管翻转到下料输送辊道上输送到货场。
4 结语
整个过程采用西门子PLC控制,实现了自动控制的目的,大大减轻了工人的劳动强度,提高了生产效率,保证了钢管的质量稳定性,满足了设计需要。
参考文献:
[1]李登超.冷弯型钢及焊管生产技术.北京:化学工业出版社,2011.
[2]成大先.机械设计手册.北京:化学工业出版社,2008.
[3]王益群,高殿荣.液压工程师技术手册.北京:化学工业出版社,2009.
[4]廖常初.PLC编程及应用.北京:机械工业出版社,2008.
作者简介:刘书生(1987-),男,河北沧州人,本科,机电助理工程师、电工技师,机械设计制造及其自动化专业,在河北金锁螺旋钢管制造有限公司从事钢管、管件设备的设计、管理、维护及PLC电气自动化编程、维护工作。
猜你喜欢
科学与财富(2021年35期)2021-05-10
博鳌观察(2020年1期)2020-05-08
杂文月刊(2020年1期)2020-02-20
作文大王·笑话大王(2019年12期)2019-12-24
中国新技术新产品(2019年9期)2019-05-21
科技创新与应用(2018年3期)2018-01-24
科技创新与品牌(2017年9期)2017-10-20
当代工人·精品C(2016年5期)2017-01-11
集装箱化(2016年8期)2016-10-20
辽河(2014年5期)2014-05-23