
生产与应用海洋工程典型标准焊工技能评定区别解读
2010-09-06 08:42孙小磊程晋宜仝明磊郭进巍
电焊机 2010年10期
孙小磊,程晋宜,仝明磊,郭进巍
(海油工程焊工培训认证中心,山东青岛266520)
生产与应用海洋工程典型标准焊工技能评定区别解读
孙小磊,程晋宜,仝明磊,郭进巍
(海油工程焊工培训认证中心,山东青岛266520)
就目前国内海洋工程钢结构领域应用广泛的中国船级社CCS材料与焊接规范(2009)、美国AWS D1.1钢结构焊接规范(2008)及BS EN287-1钢材熔焊焊工评定标准(2004)等有关焊工技能评定的区别进行了梳理,结合实际工作经验对比了各个标准的细节差别,避免不同标准之间的相互混淆,提高焊工技能评定的工作效率,减少因重复评定造成的不必要损失。
焊工技能评定;CCS材料与焊接规范;AWS D1.1;EN287-1
0 前言
在国家“调整东部,发展西部,加快海上”的总方针政策下,海上石油资源开发呈现出高速高效的发展态势。海洋石油工程股份有限公司致力于各种海上设施和大型钢结构的设计研发、建造安装及相关维修,其技术水平和产品质量直接影响到我国海上石油资源的开发进程。焊接质量是海工产品质量的核心,科学的焊工技能评定则是保证焊接质量的第一道关口。海洋石油工程焊工培训认证中心担当着为海工提供合格焊工的任务。目前,在海工(青岛)焊工技能评定中应用最多的是中国船级社CCS材料与焊接规范(2009)、美国AWS D1.1钢结构焊接规范(2008)和BS EN287-1钢材熔焊焊工评定标准(2004),不同的标准有不同的要求,为了避免不同标准的混淆,在此结合实际工作对这三个海洋工程典型标准的区别进行了梳理,以便开展科学、合理的焊工技能培训和资质评定。
1 焊工考试区别详情
1.1 材料要求的区别
(1)CCS材料与焊接规范对母材及焊接材料的要求严格,要求其生产厂家和生产批次必须经过CCS中国船级社的认可。但是,该标准涉及的材料种类广泛,既包括钢铁材料又包括铝合金等有色金属。
(2)AWS D1.1标准只适用于最低屈服强度小于690 MPa,厚度大于3 mm的碳钢或低合金钢。
(3)BS EN287-1与前两者明显的不同是,它仅限于钢材熔焊焊工的资格考试。材料要求没有CCS标准严格,也不像AWS D1.1那样仅仅限制在一定强度和厚度的碳钢或低合金钢。
目前,海洋工程采用的材料主要为船用结构钢,在焊工培训、考试时所选用的材料要具有代表性,既能培训出技能达标的焊工,同时能覆盖较多材料的焊接。
1.2 焊工分级差异
焊工等级主要由焊接位置决定。CCS材料与焊接规范和AWS D1.1有关焊接位置的标识是一致的,BS EN287-1与前两者对于焊接位置的标识则完全不同,譬如平、横、立、仰四种基本的焊接位置,CCS材料与焊接规范和AWS D1.1将其表述为1G、2G、3G和4G,而BS EN287-1则表述为PA、PC、PF(立向上焊)、PG(立向下焊)、PE。另外BS EN287-1中没有6GR位置的焊工评定,对于需要TKY的焊工时,BS EN287-1规定具备了相应对接位置的焊工可以进行一定的角焊缝评定使其具备TKY的焊接资质。
AWS D1.1和BS EN 287-1直接将焊接位置定为焊工等级,而CCS材料与焊接规范的焊工等级较为特殊,总体上分为两大类:海上设施类焊工(S)和船用锅炉压力容器类焊工(B),随后根据板材、管材以及不同焊接位置的考试组合将焊工分为以下几类,如表1所示。
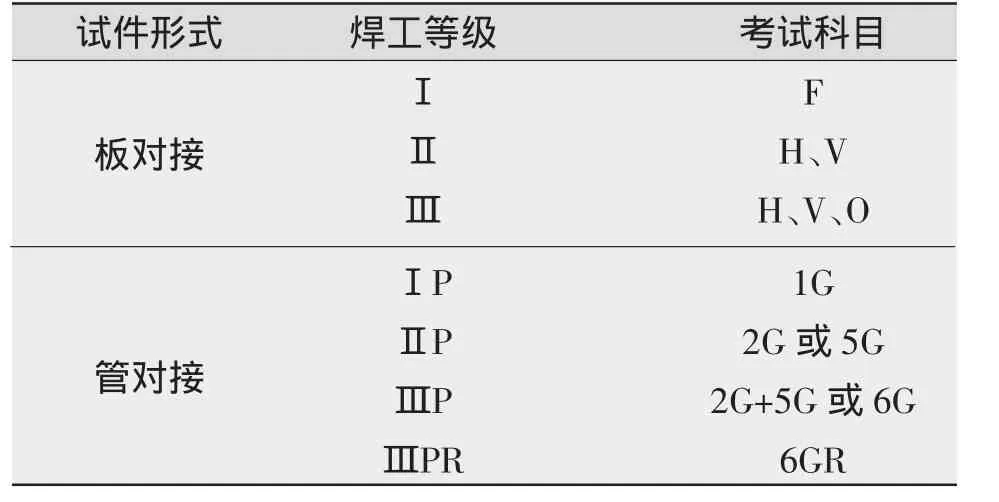
表1 CCS材料与焊接规范不同等级焊工考试科目
在焊工技能评定过程中需要对考试件进行一定的标识,焊工考试件上一定要有焊工号、考试等级以及12点钟方向等重要因素,对于考试等级的标识,可以清晰明了地看出该焊工的技能评定是遵守何种标准,对于之后的试件检验和焊工证书的制作起到非常重要的作用。
1.3 试件检验的要求区别
焊工考试件的检验包括外观检验、无损检验和理化试验,不同的标准在这几方面的要求存在明显的不同。
1.3.1 外观检验
在对焊工考试件进行外观评判时,其原则是重点看其焊缝成形是否美观、自然,并以此作为判定技术是否达标的主要依据,在此基础之上,试件外观评判最终是否合格的依据依然为各标准的详细要求。BS EN287-1中焊工考试件的无损检验验收标准采用EN ISO5817。
三个标准同时将裂纹、未熔合和未焊透列为直接否定项。对于其他方面的缺陷要求存在一些细节差别,譬如咬边深度及长度的要求、余高高度的要求、根部内凹深度的要求等。
咬边:CCS材料与焊接规范要求深度不能超过0.5 mm,且焊缝两侧咬边的累计长度对于板试件不能超过焊缝全长的10%,对于管试件不能超过焊缝全长的20%;AWS D1.1要求咬边深度不能超过1 mm,对于长度无要求;EN ISO5817规定对于母材厚度在3 mm以下的,不允许出现咬边缺陷,母材厚度3 mm以上的,咬边深度限制在厚度的0.05倍和0.5 mm之间的最小值以下,对于长度无要求。
余高:CCS材料与焊接规范对于余高的要求因焊接位置而异,平焊位置余高不得超过3 mm,其他焊接位置不得超过4mm;AWS D1.1要求余高不能超过3mm;EN ISO5817要求余高不得超过1mm+0.1倍母材厚度,对接接头的余高最大不超过5 mm,角接接头的余高最大不超过3 mm。
根部内凹:CCS材料与焊接规范要求根部内凹深度不得超过0.1倍的母材厚度(小于等于1.5 mm),长度不得超过焊缝全长的10%;AWS D1.1要求内凹深度不得超过2 mm;EN ISO5817对于根部内凹的要求因母材厚度而定,母材厚度在0.5~3mm之间,根部内凹不得超过1 mm+0.1倍母材厚度,母材厚度超过3 mm,其根部内凹不得超过1 mm+0.2倍母材厚度(最大不得超过3 mm)。
1.3.2 无损检验和理化试验
一般情况下,相关的理化试验可以采用射线检测来代替。但是存在以下三个特殊情况:
(1)CCS材料与焊接规范锅炉压力容器类焊工的考试试件。
(2)BS EN287-1中的熔化极气体保护焊、非惰性气体保护的药芯焊丝焊及氧乙炔焊的焊接试件。
(3)AWS D1.1中采用GMAW-S(短路过渡)方法的焊接试件。
上述焊工考试试件的理化试验是不能采用射线检测代替的,即外观检验、无损检验和理化试验均需进行。
另外,理化试验中,CCS材料与焊接规范和BS EN287-1标准侧弯代替正、反弯的母材厚度为12 mm,AWS D1.1则是10 mm。BS EN287-1标准最独特的地方在于当管径小于25 mm时,弯曲试验或者断裂试验可以用整个试件的缺口拉伸试验代替。
总之,一场焊工技能评定考试可能会有几个标准同时存在的情况,只有熟练掌握不同标准在检验方面的细节要求,才能公平公正的评判考试试件。
1.4 覆盖范围的差别
1.4.1 板/管对接的相互覆盖
CCS材料与焊接规范焊工考试如果采用的是板对接,则考试结果合格之后该焊工可以进行相应位置的管径大于等于600 mm的管对接,或者是水平滚动管径在150 mm以上的管对接;AWS D1.1中规定板对接可以覆盖使用衬垫,或背部清根、或者是两者兼有的管径大于600 mm的管对接;BS EN287-1规定板对接评定的焊工可以进行相应位置的管径不小于500 mm的管对接,或者是PA、PB、PC位置的管径不小于150 mm的管对接。
对于管对接评定的焊工,CCS材料与焊接规范和BS EN287-1均要求管径不小于25 mm的管对接可以覆盖相应位置的板对接,而AWS D1.1则对管径没有要求,只要是管对接就可以覆盖相应位置的板对接。
1.4.2 焊接方法的覆盖
各个标准将焊接方法作为焊工考试的重要变素,并对其进行了分类,以便进行相应的覆盖。严格意义上说每一项考试一般认可一种焊接方法,但是存在以下几种特殊情况:
(1)BS EN287-1中MAG焊的实芯焊丝与金属粉末药芯焊丝焊可以相互覆盖。
(2)CCS材料与焊接规范将药芯焊丝焊归为熔化极气体保护焊,也就是说,任何一种GMAW的考试均可覆盖FCAW。
1.4.3 板厚(壁厚)及管径的覆盖范围
CCS材料与焊接规范在这方面的规定与BS EN287-1大致类似,板厚临界值存在差别。AWS D1.1中有关板厚与管径的覆盖范围与前两者有明显的区别,有自己的单独规定。
三者最大的区别在于组合焊时,AWS D1.1只评定母材厚度,而CCS材料与焊接规范和BS EN287-1则是评定采用不同方法熔敷金属的厚度,如表2所示。

表2 CCS材料与焊接规范,BS EN287-1对接焊缝单个和多工艺接头的板厚
1.5 焊工资质有效期的差别
按照不同标准考取的焊工资质具有不同的有效期,CCS焊工证书自发证日期起有效期为3年,BS EN287-1焊工证书自试件焊接之日起有效期为2年,AWS D1.1焊工证书无限期有效。
但是无论有效期有何差别,所有焊工资质有效性均应每6个月进行一次确认,即由雇主的焊接主管或负责人提供该焊工在认可范围内持续工作的记录。若没有相关的工作记录或者对焊工的技术能力产生疑问,焊工资质则失效,需要重新进行资质考核。
2 结论
焊接质量是海洋工程及其他大型钢结构的关键所在,焊接质量的保证需要从焊工技能评定做起。各个行业标准对焊工评定的总体要求基本一致,但是细节差别很大;焊工评定最关键的环节在于对不同行业标准的科学区分与深入理解,只有把握焊工评定标准的每一个细节,才能科学规范焊工评定工作,提高焊工评定的效率和所评定焊工的认可度,增强企业的竞争力。
Differences interpretation of welder qualification test on typical fabrication codes in offshore project
SUN Xiao-lei,CHENG Jin-yi,TONG Ming-lei,GUO Jin-wei
(CNOOC Welder Training&Qualification Center,Qingdao 266520,China)
This paper focuses on the detail differences interpretation about welder qualification test according to CCS material&welding code(2009),AWS D1.1 structural welding code(2008)and BS EN287-1(2004)qualification test of welders fusion welding(part 1:steel),which could increase the efficiency of welder qualification test and avoid the unnecessary loss by reason of confusions of different codes.
welder qualification test;CCS material&welding code;AWS D1.1;BS EN287-1
book=70,ebook=210
TG40
B
1001-2303(2010)10-0070-03
2010-08-17
孙小磊(1983—),男,山东烟台人,硕士,主要从事焊工资质认证的工作。
猜你喜欢
煤气与热力(2021年7期)2021-08-23
建材发展导向(2021年11期)2021-07-28
建材发展导向(2021年6期)2021-06-09
金属加工(热加工)(2020年12期)2020-02-06
制造技术与机床(2018年12期)2018-12-23
制造业自动化(2017年2期)2017-03-20
黑龙江科技大学学报(2016年5期)2016-12-09
电焊机(2016年8期)2016-12-06
原子与分子物理学报(2015年3期)2015-11-24
