轴承表面处理线性缺陷的产生机理及其宏观形貌分析
2023-12-13 10:23王超俊杨俊生叶健熠范雨晴王东峰
轴承 2023年12期
王超俊,杨俊生,叶健熠,范雨晴,王东峰
( 1.河南开放大学,郑州 450046;2.洛阳轴研科技有限公司,河南 洛阳 471039;3.洛阳轴承研究所有限公司,河南 洛阳 471039)
随着轴承零件对表面性能要求的提高,表面处理[1]越来越广泛地应用在轴承生产过程中,如磷化和发黑等。轴承制造过程中一般通过磁粉检测并剔除带有裂纹(一般为线性)的零件,现发现多起轴承表面化学处理导致的线性缺陷,其在磁粉探伤中的形态与裂纹一致。进一步分析发现,这是一种由电化学腐蚀中水线腐蚀[2-3]导致的特殊缺陷,产生原因是酸性溶液在轴承沟道停留时间过长,且轴承零件化学处理工序接近最终工序,水线腐蚀会导致批量性的质量事故,其鉴别分析对现阶段轴承的生产过程具有重要的指导意义。
1 轴承零件线性缺陷案例
推力球轴承座圈正反面均有沟道,材料为42CrMo,基本工艺为:锻件→车削→调质→沟道表面感应淬火→粗磨→磁粉探伤→细磨→磁粉探伤→磷化→沟道抛光→装配。
座圈粗磨和细磨后经磁粉探伤均未发现裂纹,磷化后抛光沟道发现异常,再次进行磁粉探伤检测,发现沿着沟道两侧对称分布的线性磁痕,如图1中红色箭头所示。
2 缺陷性质分析
缺陷大量随机分布在推力球轴承座圈的一列沟道上,反面的沟道无此缺陷。擦除磁痕,退磁后重复探伤,缺陷磁痕均重复出现。
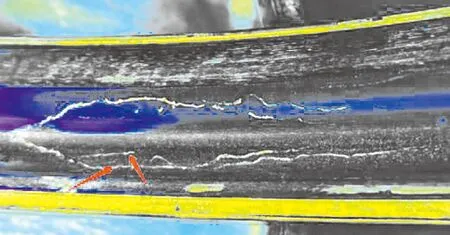
黑色磁粉探伤的观察环境为白光,与肉眼的观察环境相同,可识别缺陷与周围痕迹之间是否存在关联。图1的缺陷经黑色磁粉探伤检测后的结果如图2所示:从红色箭头指示的线状磁痕可看到缺陷大致沿沟道两侧对称分布;从蓝色箭头指示可看出缺陷在端部有圆滑自然的线性闭合特征。

图2 座圈沟道磷化后缺陷(黑磁粉检测)
在白光下依然可辨识擦除磁痕后两端都闭合的缺陷,如图3(与图2的缺陷并非一处)所示,与图2相比,图3缺陷的长度整体较短。

图3 座圈沟道缺陷白光形貌
另一小段沟道内出现的3处缺陷如图4所示,图5为图4中蓝色箭头指示缺陷的局部放大图,结合图4和图5的缺陷形貌,已经可识别出图5箭头包络的缺陷痕迹整体形态为液滴在沟道上的轮廓。图3箭头包络的缺陷痕迹整体形态为液体条在沟道上的轮廓,图2和图1中的缺陷同样为更长的液体条在沟道上的轮廓。

图4 座圈沟道局部缺陷形貌

图5 缺陷水滴轮廓
综上可知:缺陷整体形态为分布在轴承沟道上的液滴或者液体条的轮廓。
3 水线腐蚀
水线腐蚀是电化学腐蚀中的一种选择性腐蚀。如图6所示,在金属、液体和气体三者的交界面处氧气容易进入,从而使交界面铁原子的电位降低成为电化学腐蚀的阴极,在水线下方一定深度内,氧气到达困难,氧浓度低,此处铁原子的电位高,形成电化学腐蚀的阳极[4],即

图6 水线腐蚀示意图
阴极反应:O2+2H2O+4e→4OH-1,
阳极反应:Fe→Fe2++2e。
水线腐蚀可以导致线性缺陷,符合上述缺陷液体滞留轮廓的特征,但上述缺陷线性很强,且在表面处理过程的短时间内就出现腐蚀,与一般理论所述的水线腐蚀又不完全吻合。
4 轴承零件表面处理中的水线腐蚀
4.1 酸性溶液对水线腐蚀的影响
单纯的水线腐蚀是电化学腐蚀,但当溶液中存在酸时,腐蚀速率并不是二者的线性叠加。电化学反应首先发生在阳极与阴极电位差最大位置的裸露新鲜金属表面上,酸性溶液腐蚀后会使此处的氧含量更低,与阴极的电位差更大,从而使发生反应的阳极区域更集中,二者耦合的结果是水线腐蚀的速率更快,且腐蚀的线性特征也更强。
4.2 酸性溶液的来源
为保障轴承零件表面处理的质量,一般都要经过预处理,其中包括酸洗[5],目的是去除金属表面的锈蚀和氧化层,活化表面,露出新鲜的金属表面,为后续化学处理做好准备。轴承零件化学处理本身有很多工艺就在酸性条件下进行[6],因此,轴承零件表面在化学处理过程中一般都会接触到强酸性溶液。
4.3 轴承结构对水线腐蚀的影响
由于沟道的存在,当轴承零件从酸性溶液中提离时液体难以完全被去除,残留的酸性溶液在沟道形成水滴或液栓(液体条)。薄壁推力球轴承采用水平摆放方式,会在一条沟道内产生随机性的缺陷。通常球轴承采用悬挂法处理在外圈沟道处会有液体汇集残留,而内圈沟道不会存在此种缺陷。
如果酸性溶液在沟道内存留的时间过长,水线腐蚀缺陷加剧。图7是深沟球轴承发黑处理后的水线腐蚀缺陷,在每个发黑处理后的外圈沟道均存在,内圈沟道无任何缺陷。外圈沟道底部液体积存量过多和存留时间过长,沟道一侧存在2条腐蚀痕(图7a中箭头所示),且线性腐蚀的局部已经呈孔坑形态(图7b箭头处)。
(a) 荧光磁粉检测
4.4 水线腐蚀的磁粉探伤显示
磁粉探伤时,轴承零件表面发生水线腐蚀后缺陷的局部形态为线性,整体形态为液体或液体条与轴承沟道交界形成的轮廓。由于水线腐蚀的尖锐性,在磁粉探伤时缺陷处会有磁感线泄露,存在一定的磁力吸附作用,使磁粉流动后沉积在轴承表面线性腐蚀的低凹处。因此磁粉探伤时水线腐蚀缺陷处会有线性磁痕。
5 试验验证
将通常用作轴承烧伤检查的5%硝酸酒精溶液滴在磨削后的轴承钢零件表面。10 s和5 min后的形态分别如图8a和图8b 所示,5 min后液滴已基本干涸,但有一层反应膜存在,擦除膜后可看见黑色的腐蚀表面(图8c),用抛光布去除表面的腐蚀痕迹,可看见有明显的圆形边界存在(图8d)。试验结果证明了由于水线腐蚀的存在,边界处的腐蚀速率更大,且在酸性溶液的作用下,水线腐蚀的线性得到了强化。

(a) 10 s (b) 5 min
6 结束语
轴承表面处理过程中产生水线腐蚀的线性形态是对自然界线性界面的一种近似仿形的结果,酸性溶液的存在提高了水线腐蚀的速率并强化了其线性特征。可以从宏观和微观不同的角度对缺陷进行鉴别。现阶段随着各类检测仪器的不断出现,微观分析越来越多地被采用,本文的分析过程说明宏观分析的重要性。
猜你喜欢
中国特种设备安全(2021年3期)2021-07-28
电站辅机(2021年4期)2021-03-29
机械制造与自动化(2021年1期)2021-02-03
无损检测(2020年6期)2020-06-18
无损检测(2017年7期)2017-08-31
无损检测(2017年1期)2017-02-09
现代传输(2016年3期)2017-01-15
现代传输(2016年2期)2016-12-01
新农业(2016年5期)2016-05-23
无损检测(2015年11期)2015-05-14