
轴承零件的非相关磁痕显示形貌及产生原因
2015-05-14 06:45:48,,
无损检测 2015年11期
,,
(洛阳LYC轴承有限公司,洛阳471003)
高碳铬轴承钢制铁路的轴承零件,在制造及用户验收过程的磁粉检测时,相关磁痕显示及假磁痕显示很少,发生几率较高的多为非相关磁痕显示。笔者列出了在高碳铬轴承钢制铁路轴承零件磁粉探伤时,常见的一些非相关磁痕显示的典型磁痕形貌图片;结合失效分析手段,分析了非相关磁痕显示产生的原因,判定了非相关磁痕显示的性质,并进行了归类和总结。该方法有助于提高高碳铬轴承钢制轴承在制造及用户验收过程中,对各类非相关磁痕显示的判断准确率。
1 轴承零件用材料
制造铁路客车、机车轴承套圈和滚动体的材料,大多数为高碳铬轴承钢GCr18Mo及GCr15;原材料的各项技术要求应符合铁道部行业标准TB/T 2235-2010《铁道车辆滚动轴承》技术条件中关于GCr18Mo及GCr15的规定要求。
标准明确规定,材料冶炼方式必须采用电渣重熔。GCr18Mo钢广泛用于制造车辆轴箱轴承中圆柱滚子轴承套圈、机车轴箱轴承套圈、铁路提速客车轴承套圈中;GCr15钢广泛用于制造提速客车轴承滚子、机车轴承滚子、货车轴承滚子中。
2 轴承零件非相关磁痕显示的特点
笔者对原材料带状组织引起的非相关磁痕显示的形貌进行了分类和总结,发现其产生的部位及分布规律有如下特征:① 套圈端面磁痕沿周向端面分布呈点状及线状磁痕。② 磁粉聚集沿套圈外径、内径、内滚道及外滚道的轴向磁痕。③ 沿套圈内滚道、外滚道的周向磁痕,滚子滚道轴向磁痕。
另外,有些是因零件应力应变产生的磁痕,发现频率较少。从磁痕的密集程度分:有单条、多条、数条,单点、多点、数点。从磁痕的形貌分:一种是有规律性的非相关磁痕,一种是随机性的非相关磁痕。
3 轴承零件磁粉探伤
3.1 工艺流程
检查设备各部分动作→各类工具检查→轴承零件已磨削→按照要求设置参数→日常性能校验→零件进行复合磁化→喷磁悬液→观察及判定→退磁。
3.2 设备型号
套圈磁粉探伤机选用CJW-9000探伤机,滚子磁粉探伤机选用CJW-1500探伤机。
3.3 检测方法和参数要求
均采用非荧光磁粉复合磁化湿法连续法检测试验,可同时发现工件表面全方位的缺陷。
根据零件的尺寸大小,选择合适的磁粉检测参数,避免磁场过低造成缺陷漏检和磁场过强产生过饱和磁化,形成伪缺陷磁痕。
3.4 检测规则
《铁路客车轮轴组装检修及管理规则》和《铁路货车轮轴组装检修及管理规则》均要求铁路轴承零件应进行100%的磁粉检测。通过磁粉检测,可以检验轴承零件存在的原材料缺陷(裂纹)、锻造缺陷(折叠、过烧)、热处理缺陷(淬火裂纹)及机械加工缺陷(磨削裂纹)等,也可发现各种非相关磁痕显示。
4 轴承零件非相关磁痕形貌
4.1 因带状组织引起的非相关磁痕
众所周知,原材料的带状组织形成的磁痕显示为非相关磁痕显示。
高碳铬轴承钢GCr18Mo和GCr15在钢锭凝固时产生树枝状偏析,导致钢的化学成分不均匀,在枝晶间隙中形成碳化物;钢锭在轧制过程中,沿压延方向被拉成带状,产生组织的不均匀性。
碳化物条带组织是一种微观组织形态,当碳化物成条带分布明显时,由于碳化物与基体的磁导率不同,从而在两相界面处形成漏磁场,导致磁粉积聚成为磁痕显示[1]。笔者收集了大量的磁痕显示样件,均为带状碳化物引起的各类形貌不同的非相关磁痕。大部分情况下,带状碳化物组织虽然会导致磁痕显示,但其带状碳化物的级别并没有超标。
带状碳化物组织所引起的磁痕具有如下特征:轴承套圈出现批量性的端面磁痕属于偶发,比例较小的端面磁痕比较常见。不同部位表现不同的特征:套圈端面磁痕形貌有长有短,有点状也有线状;点状磁痕较为密集,线状磁痕有单条、多条及数条,均沿圆周方向分布。套圈外径面、内径面及滚道面大致沿轴向分布,表现为单条、多条及数条;一般表现为局部分布,且数条磁痕同时出现,这种现象比较常见。磁痕具有重现性,即使重新过磨甚至磨削多遍,也无法消除此种磁痕形貌;磁痕显示的方向比较整齐,磁痕轮廓不分明,磁粉吸附与相关磁痕相比较为松散;擦掉磁痕后,肉眼外观未见任何缺陷;擦去磁痕后在放大镜下观察原磁痕处,未发现有裂纹分布;在该磁痕部位截取试样后在显微镜下观察,未见裂纹缺陷特征;缺陷处未发现材料夹杂物分布;冷酸洗腐蚀后无脱贫碳和烧伤。与发纹磁痕的区别:非常细小,均匀而不浓密,但轮廓清晰(发纹是沿着圆钢钢材纤维组织方向分布的磁痕显示)。
通过解剖大量的磁痕样件,并观察其微观组织表明,磁痕的形成与碳化物聚集有关。
排除各类影响因素,如套圈的磨削烧伤、热处理组织的影响等,再进行分析和检验,可以确定此类磁痕并不是裂纹缺陷磁痕。碳化物条带如未超出相关标准的技术要求,则没有必要对此类磁痕控制过严。
4.1.1 内圈滚道面磁痕形貌
图1(a)、(b)反映了内圈滚道面的不同形态的磁痕显示特征和分布形貌,图1(c)、(d)分别代表图1(a)、(b)磁痕处对应的金相组织,可见有带状碳化物分布。外观检查,磁痕位于轴承内圈滚道,呈线状,大致沿轴向分布,长约8 mm,形貌如图1(a)所示;磁痕位于轴承内圈滚道、斜坡处,呈现数条,且多沿轴向分布,长短不一,最长的一条约为15 mm,磁痕形貌如图1(b)所示。
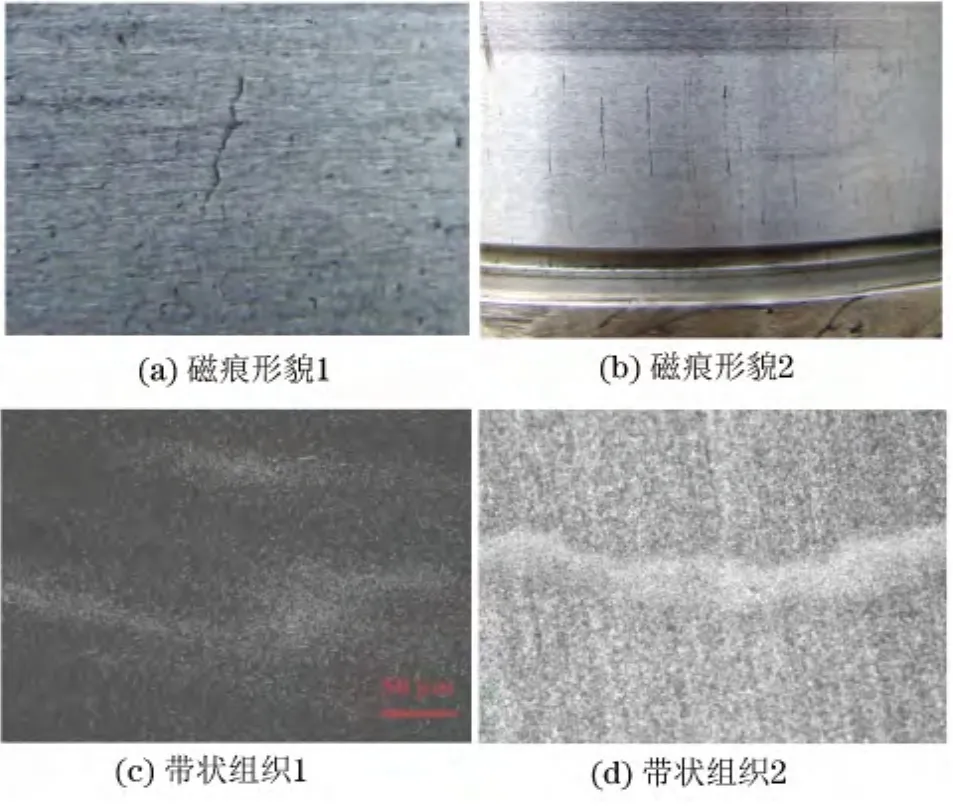
图1 内圈滚道面磁痕及带状组织形貌
4.1.2 外圈外径面磁痕形貌
图2(a)、(b)反映了外圈外径面有多条长短不一,沿轴向不同形态的磁痕显示特征和分布形貌;在显微镜下观察,原磁痕处的金相及截面组织均可见该处有带状碳化物分布,图2(c)反映了图2(a)的磁痕组织形貌;图2(d)反映了图2(b)的磁痕处对应的截面组织分布形貌。

图2 外圈外径面及带状组织形貌
4.1.3 内圈内径面及外圈滚道面轴向磁痕形貌
进行外观检查,发现内圈内径面和外圈滚道沿轴向分布有数条磁痕,分别如图3(a)、(b)所示;其原磁痕处的带状组织形貌分别如图3(c)、(d)所示。

图3 内圈内径及外圈滚道磁痕及组织形貌
4.1.4 端面磁痕形貌
套圈端面(打字面或非打字面均有)分布有多种形貌的磁痕。沿周向分布许多密密麻麻的点状磁痕;有的靠外内径有一侧占的比例较大,有的集中于端面某个区域;其形貌如图4(a)所示,观察端面磁痕组织和截面组织均有带状组织分布,如图4(e)所示,为截面处金相组织分布。多条短线状端面聚集有大面积粗磁痕,且长短不一,如图4(b)所示;图4(f)为其截面处带状碳化物组织分布。
套圈端面磁痕形貌与周向有一定的角度分布,呈角度型数条磁痕分布,如图4(c),(g)为其截面处金相组织分布。
进行外观检查,发现磁痕呈短线状,长短不一,且大致沿圆周方向密集分布,其形貌如图4(d)所示;反映端面磁痕处金相组织如图4(h)所示。

图4 套圈端面周向磁痕及组织形貌
依照标准TB/T 3010《铁道车辆滚动轴承高碳铬轴承钢订货技术条件》,上述带状组织评级均不超标。
4.2 机械加工因素引起的非相关磁痕显示
套圈外径表面有聚粉现象的直接原因是:套圈被磁化时,外径表面有磕碰的区域因为产生塑性变形和冷作硬化,形成局部漏磁场,磁粉粒子被漏磁场吸附而聚集形成磁痕;当表面磕碰伤、划伤被继续磨削加工消除后,虽肉眼观察不到明显的磕碰痕迹,但因其表面残余内应力未完全消失,该部位仍会形成微弱的漏磁场而吸附磁粉,这类磁痕属于非相关磁痕。尤其是在产生塑性变形的冷作硬化部位,漏磁场增强,吸附磁粉明显,因此,纵向磁化电流过大造成外径面周向磁痕加剧[2]。
铁路轴承零件外表面发生磕碰伤,产生塑性变形和冷却硬化,其磁痕形貌如图5所示。分析方法是首先观察磁痕相貌,然后横向切取原磁痕处再制成金相试样后观察,缺陷处未发现材料夹杂物分布。冷酸腐蚀后观察,缺陷处未发现脱贫碳及磨削烧伤。如图5(a)所示,轴承滚子外径面有三条磁痕,沿圆周方向分布,相互平行,长度约为3~6 mm,该磁痕为机械伤所致。检测车辆段时发现,轴承内圈滚道有磁痕,如图5(b)所示,呈线状,大致沿圆周方向分布,磁痕较分散,聚集程度不高,长约7 mm,擦去磁痕后在放大镜下观察原磁痕处,未发现有裂纹分布。依据上述分析,该缺陷为非相关磁痕。
还有一种是机械划伤所致的内径面周向分布磁痕,呈现线状分布,长度为2~6 mm,如图5(c)所示;图5(d)中划伤沿轴向方向分布。该类磁痕的形貌大小长短不一,形态各异,严重者有局部塑性变形,也有轻微划伤。

图5 机械划伤磁痕
4.3 流线磁痕
从磁痕分布的面积来看:流线磁痕有数条短线磁痕沿圆周方向分布,对此类磁痕形貌观察,可以看到沿磁痕面积宽度方向从外圈滚道距离端面1/4高度到1/2高度有分布;流线磁痕总长度分布占套圈周长的1/4~2/3,有的甚至整圈均稀疏分布,如图6(a)、(b)所示;观察单个磁痕呈线状,沿圆周方向分布,长度为1~6 mm,且在整个滚道周向均有数条线状磁痕分布。流线磁痕分布在工件滚道面,分布面积广泛,且均沿滚道周向分布。对其磁痕进行解剖和断面流线显示,可知此类磁痕与流线有关。外观滚子外径面呈现不是十分清晰可见的虚磁痕,沿滚道材料轧制方向分布有数条磁痕,抛光腐蚀后观察无任何组织缺陷,无裂纹,这种磁痕形貌罕见,其形貌如图6(c)所示。

图6 外圈滚道流线型磁痕及滚子虚磁痕
5 结语
(1)因原材料带状组织引起的轴承零件的非相关磁痕产生几率较高,虽然磁痕处的带状组织有时不超标,但会导致此类组织出现磁痕。由于碳化物条带未超出相关标准的技术要求,因此没有必要对此类磁痕过严控制。
(2)对国内钢厂生产的电渣重熔钢,应采取措施提高原材料带状碳化物的均匀性,减少此类非相关磁痕的产生,最大限度地满足铁路安全生产所要求的材料纯净度;同时轴承制造厂家应对进厂原材料实施塔形试样检验,避免因带状组织引起的批量非相关磁痕发生。
(3)轴承在加工、检测、搬运、组装等环节应避免磕碰伤,减少由于零件表面冷作硬化而导致的非相关磁痕。
[1]熊瑛,付立群,杨克杰.碳化物聚集形成的磁痕分析[J].无损检测,2008,30(11):836-837.
[2]包顺毅.提速客车轴承套圈外径面周向聚粉现象的原因分析及预防措施[J].轴承,2007(12):28-30.
猜你喜欢
新作文·小学低年级版(2022年6期)2022-08-30 03:04:28
数学小灵通(1-2年级)(2022年6期)2022-06-17 06:31:00
中国特种设备安全(2021年3期)2021-07-28 06:53:40
电站辅机(2021年4期)2021-03-29 01:16:52
机械制造与自动化(2021年1期)2021-02-03 10:55:20
无损检测(2020年6期)2020-06-18 03:02:28
制造技术与机床(2018年10期)2018-10-13 06:36:38
创新作文(小学版)(2018年31期)2018-05-16 03:00:38
无损检测(2017年7期)2017-08-31 12:27:20
无损检测(2017年1期)2017-02-09 09:45:42
