
模具钳工实训作品检测工具的研制
2023-11-20 09:41刘良瑞
黄冈职业技术学院学报 2023年5期
刘良瑞
模具钳工实训作品检测工具的研制
刘良瑞
(黄冈职业技术学院,湖北 黄冈 438002)
模具是工业生产中使用极为广泛的基础工艺装备,模具钳工对于模具的质量和精度起着至关重要的作用。为了激发学生学习模具钳工实训课程的兴趣、提高课堂教学质量,在设计课程教学内容时,对接模具钳工职业标准、结合企业岗位技能要求,设置了五个教学项目;在教学时,对学生完成项目过程中制定的工艺方案进行了优化,制作实训作品的检测工具进行了研制。研制的检测工具应用于模具钳工实训教学,为学生多出优秀实训作品提供了保障,减少了学校对专业教学仪器的投入,节约了耗材费用,降低了教学成本。实训作品检测工具的研制是在实践教学中对“教学过程与生产过程对接”的有益探索,为专业教学改革提供了借鉴。
模具钳工;实训作品;测量样板;加工工艺;测量工具
随着新一轮科技革命和产业变革的深入发展,工业现代化对于模具的要求也越来越高,从而推动模具行业朝着高精度、高质量发展。在模具的制造中,模具钳工对于模具的质量和精度起着关键性的作用[1]。
1 模具钳工实训课程设置及实训中存在的问题
模具钳工实训是黄冈职业技术学院模具设计与制造专业的一门专业基础课程,主要针对模具装配钳工岗位开设,着重培养学生模具装配、安装、调试、检验及维修的能力[2]。本课程开设在第二学期,通过本课程学习,使学生掌握模具钳工操作的基本方法和模具装配、安装、试模、检验和保养知识,掌握模具常见故障的修理方法;会使用划线工具进行划线,能正确使用常用量具进行测量,会依据图纸要求采用锉削、锯削、钻削、铰削、攻螺纹、套螺纹等加工方法对模具零件进行加工,能根据生产要求对模具进行装配、调整、试模、修模;养成安全生产、文明生产的良好习惯,吃苦耐劳和精益求精的工作作风,且具有良好的职业道德。
模具钳工实训课程的教学内容对接模具钳工职业标准,结合企业岗位技能要求,设置认识常用设备工具、模具钳工安全操作、正六方凸模制作、正六方凹模制作、模具装配五个项目,把相关理论知识融入到项目实训中。为实现课程教学目标,主要采用项目教学法,要求学生先用钳工的方法制作出正六方凸模和正六方凹模(以下分别简称凸模、凹模),再将凸模和凹模安装在试冲模具上通过压力机对纸板进行冲压,根据试冲制件的质量情况,对模具进行调整、修磨凸模或凹模,直到制件符合要求为止,通过“学中做,做中学”获得专业知识与技能。实训结束后,学生要提交实训作品(凸模和凹模)及试冲制件(正六边形纸片),以供项目的验收与评定使用。项目教学法秉承了“以人为本”的教学理念,将学生放在核心位置,通过学生切身参与实现学生综合素质的全面提升[3]。
实训中,给学生每人发一个凸模零件毛坯(已车削加工的圆柱体)和凹模零件毛坯(两个大平面已磨削加工的长方体),要求先加工凸模,后加工凹模,凹模的正六方型孔根据凸模锉配。凸模锉削加工时,仅将凸模工作部分这一端加工成正六棱柱,另一端是凸模的安装固定部分,已车削好不用再加工,锉削时使用通用量具控制尺寸、角度和几何公差,由于通用量具数量有限,多人共用,每个学生训练的时间大打折扣,教学效果无法保证,在此引出问题1:锉削凸模时能否为学生提供专用量具进行检测。
学生初次锉削凸模时,因尺寸超差导致零件不合格的情况时有发生,为了让学生完成后续的训练和提交合格作品,只好重新发一个毛坯让其再加工,有的学生还会出现超差,不合格的零件当废品卖掉,导致钢材浪费严重,从而引出问题2:凸模制作考核的重点是锉削,不合格的零件只是一端锉废了,另一端还可继续锉削加工,如果这一端锉削合格了(以下简称有锉削合格端凸模),能否对试冲模具(用以检测凸模、凹模等零件在工作状态时的质量,故本文将试冲模具也称为检测工具)改进设计,使之具有“容错”功能,让有锉削合格端凸模也能进入后续试冲,“变废为宝”。此外,为了让初次拆装模具的学生更好地理解和掌握冲压模具的结构特点,凸现各个零部件在模具中的作用,也有必要改进现行试冲模具的结构。
下面结合凸模和凹模的加工工艺(实训时先不告诉学生最佳的工艺方案,让学生自己分析零件图纸,制定工艺路线),介绍凸模和凹模锉削加工中用于控制零件尺寸、角度和几何公差的专用量具,以及改进后的试冲模具结构。
2 凸模的加工工艺
2.1 备料并检查坯料尺寸
车削加工45热轧圆钢至φ28 0 -0.021×60、切外槽3×3、倒圆角R1(见图1),作为凸模锉削加工的毛坯;用千分尺、游标卡尺检查外形尺寸是否符合要求,并记下坯料实际直径d,见图2。
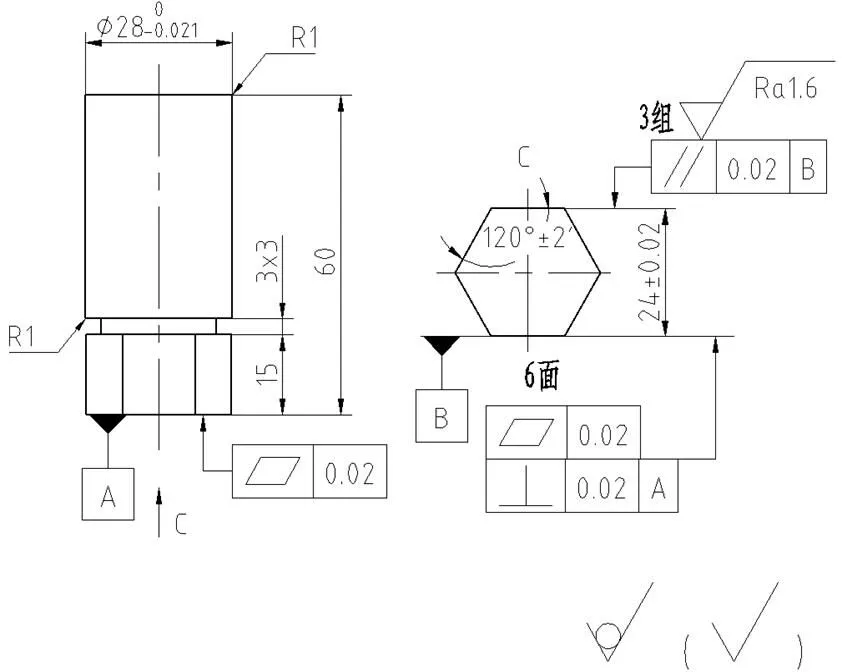
技术要求:1.材料:45;2.正六棱柱部分锉削加工
2.2 锉削端面
选择要加工正六棱柱一端的端面进行粗锉、精锉,控制平面度和表面粗糙度达到图样要求,作为基准面A。用刀口直尺利用光隙法检查平面度,通过粗糙度比较样板进行对照检查表面粗糙度。
2.3 划线
将工件装夹在万能分度头的三爪卡盘上,调整高度游标卡尺至主轴中心位置,在工件端面A上划出一条中心线,然后转动手柄使工件旋转180°,再在工件上划出一条中心线,如果两条线重合,说明所划的中心线高度尺寸正确,否则需要重新调整高度游标卡尺直到所划的两条线重合;记下中心线高度的尺寸数值b。
根据图样中正六边形的对边距离尺寸H(H=24,见图1、图2),将高度游标卡尺再调高H/2后,即调至b+H/2数值,在工件端面A上划出与中心线平行的正六边形的一条边线。
高度游标卡尺数值再保持不变,然后转动手柄使工件分别旋转60°、120°、180°、240°、300°,依次在工件端面A上划线,划出正六边形的另外5条边线。如果锉削需要,也可在圆周上划线,但不宜过多。
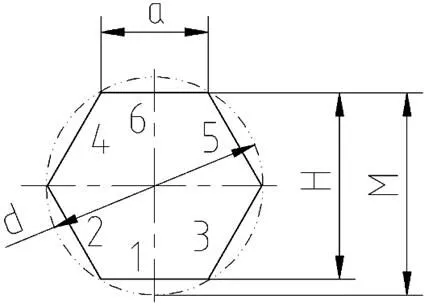
图2 棱面锉削顺序示意图
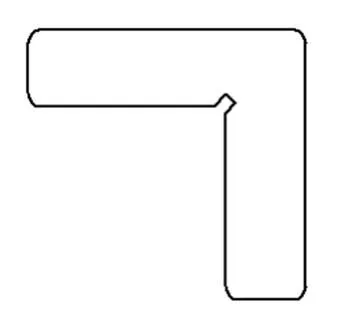
图3 直角样板
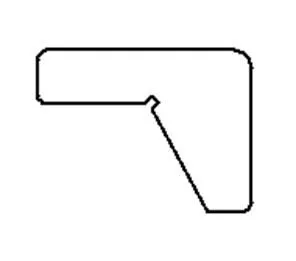
图4 120°外角样板
图5 边长样板
2.4 锉削正六棱柱的六个棱面
加工第1面,先选任意一个棱面进行粗锉、精锉将其锉平,保证圆柱最下轮廓素线至锉削面的距离尺寸M,即M=(d+H)/2(见图2),控制平面度、表面粗糙度以及与端面A垂直度达到图样要求,作为基准面B。尺寸的控制用千分尺测量,平面度用刀口直尺利用光隙法检查,表面粗糙度通过粗糙度比较样板进行对照检查,用直角样板(见图3)采用光隙法检查垂直度,下同,不再赘述。
加工第2面(面1的相邻面),以1面为基准面,粗锉、精锉第2面,控制尺寸M、面2与面1夹角120°、平面度、垂直度、表面粗糙度达到图样要求。用120°外角样板(见图4)控制两面的夹角120°,下同。
加工第3面(面1的另一相邻面),以1面为基准面,粗锉、精锉第3面,控制尺寸M、边长a、面3与面1夹角120°、平面度、垂直度、表面粗糙度达到图样要求。用边长样板(见图5)检查正六边形的边长a及120°角,下同。
加工第4面(面3的对应平行面),粗锉、精锉第4面,控制尺寸H、边长a、平行度及面4与面2夹角120°、平面度、垂直度、表面粗糙度达到图样要求。用百分表测量面与面的平行度,下同。
加工第5面(面2的对应平行面),粗锉、精锉第5面,控制尺寸H、边长a、平行度及面5与面3夹角120°、平面度、垂直度、表面粗糙度达到图样要求。
加工第6面(面1的对应平行面),以1面为基准面,粗锉、精锉第6面,控制尺寸H、边长a、平行度及面6与面4、面6与面5的两夹角120°、平面度、垂直度、表面粗糙度达到图样要求。
2.5 检验与修整
按图纸要求作全部精度复检,对不符合要求的地方进行再加工使之到达要求。
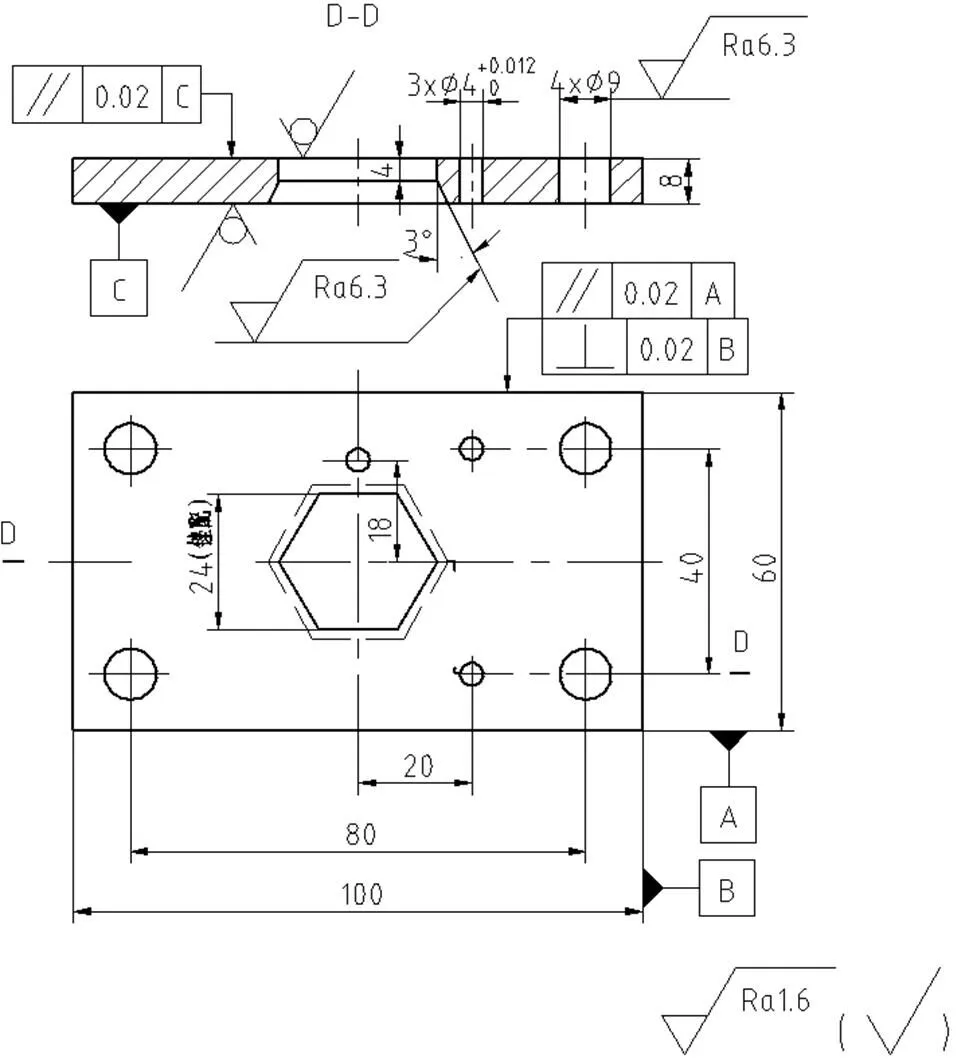
技术要求:1.材料:45;2.四周倒角C1;3.锉配正六方型孔,保证与凸模双面间隙≤0.05mm
图7 120°内角样板
3 凹模的加工工艺
3.1 备料并检查坯料尺寸
锯床锯割45热轧钢板尺寸至105×65×8,两个大平面用平面磨床磨削见光,平行度达到图样要求(见图6),作为凹模加工的毛坯;用游标卡尺检查外形尺寸是否符合要求。
3.2 锉削基准面
选择锯削质量比较好的、较长的一面作为A基准。粗锉、精锉A基准面,控制平面度达0.02、与底面垂直度达0.02、表面粗糙度达到图样要求。
粗锉、精锉B基准面(基准面A的右邻面),控制平面度达0.02、与底面和A面的垂直度达0.02、表面粗糙度达到图样要求。
3.3 划线、冲眼
正面划线:分别以A、B面为基准面,用高度游标卡尺划100×60外轮廓线,4×φ9螺钉过孔、3×φ4+0.012 0销钉孔中心线,正六方型孔中心线及其6个顶点对两基准面的坐标尺寸线;用钢直尺和划针连接各顶点,即形成正六边形(图6中粗实线部分)。
背面划线:将坯料翻面,分别以A、B面为基准面,用高度游标卡尺划漏料孔出口处6个顶点对两基准面的坐标尺寸线,用钢直尺和划针连接各顶点,即形成正六边形(图6中细虚线部分)。
在螺钉过孔、销钉孔、正六方型孔的中心,用样冲打上样冲眼。
3.4 钻孔、扩孔
用φ3.9钻头钻3×φ4+0.012 0的销钉预孔,用φ9钻头钻4×φ9的螺钉过孔、在正六方型孔的中心钻φ9孔,对销钉预孔、螺钉过孔孔口倒角C1。
在正六方型孔的中心分别用φ12.5、φ16钻头扩孔。
3.5 铰孔
用φ4的铰刀手工铰销钉孔,加切削液或机油润滑;退出铰刀时要双手均衡用力,边按铰削方向旋转边向上提起铰刀,匀速旋转退出[4]。
3.6 锯削
锯削A面、B面的对面,留锉削余量0.5以上。
在正六方型孔的圆周锯一系列的槽,以便去除型孔中心的余料,减少锉削加工余量。
3.7 锉削
锉削两锯削面:粗锉、精锉A面的对面和B面的对面,达到外形尺寸100×60要求及平行度、垂直度、表面粗糙度图样要求。
锉削正六方型孔:粗锉正六方型孔时,按划线线条锉削,并留精锉余量0.2,先锉3个邻面,用120°内角样板检查(见图7),然后再同时锉3个面的对面。精锉时用凸模试配加工正六方型孔,检查120°的角度与等边边长的准确性,使之都能塞入;再整体精锉型孔、修配加工,采用透光法和涂色法来检查精修各面,转动凸模换向,使凸模推进及推出正六方型孔无阻滞,且达到配合面间隙≤0.05。
锉削漏料孔:按划线线条锉削漏料孔至尺寸要求。
3.8 检验与修整
按图纸要求作全部精度复检,对不符合要求的地方进行再加工使之到达要求,最后将四周锐边均匀倒角C1。
4 改进后的试冲模具
4.1 模具结构
试冲模具是一幅落料模,改进后的结构如图8所示。装在上模部分的凸模6以凸模固定板8的内孔为定位基准,用螺钉7 与其紧固,再与上垫板9、模柄12通过螺钉11与上模座10固定在一起;上模部分还装有由螺钉13、聚氨酯弹性体14、卸料板5 组成的弹性卸料装置;装在下模部分的凹模4、下垫板3,通过螺钉2与下模座1固定在一起,凹模上面装有挡料销16 和导料销17。该模具采用后侧导柱模架,两个导柱18、导套15处于模架后侧,可实现纵向、横向送料;上、下模正确位置是利用导柱和导套的导向来保证的,凸模、凹模在进入冲裁之前,导柱已经进入导套,从而保证了在冲裁过程中凸模和凹模之间间隙的均匀性。上模通过模柄安装于压力机滑块上,下模则由压板压紧固定在压力机工作台上。
4.2 模具工作过程
模具工作时,将纸板条料放在凹模4上沿导料销17送至挡料销16定距后,上模在压力机滑块的作用下下行,卸料板5 在聚氨酯弹性体14的弹力作用下,与凹模先将条料压住,上模继续下压时,凸模6和凹模的刃口将条料分离、冲出制件外形完成落料,凸模推着制件下行,直至压力机滑块到达下止点,制件靠凸模从凹模漏料孔推出从下模掉下来。然后,上模随压力机滑块上行,聚氨酯弹性体推动卸料板把箍紧在凸模外面的条料卸下,当压力机滑块到达上止点后,完成一个工作循环。然后,抬起条料向前送进,由挡料销进行定距,进行下一次的冲裁。
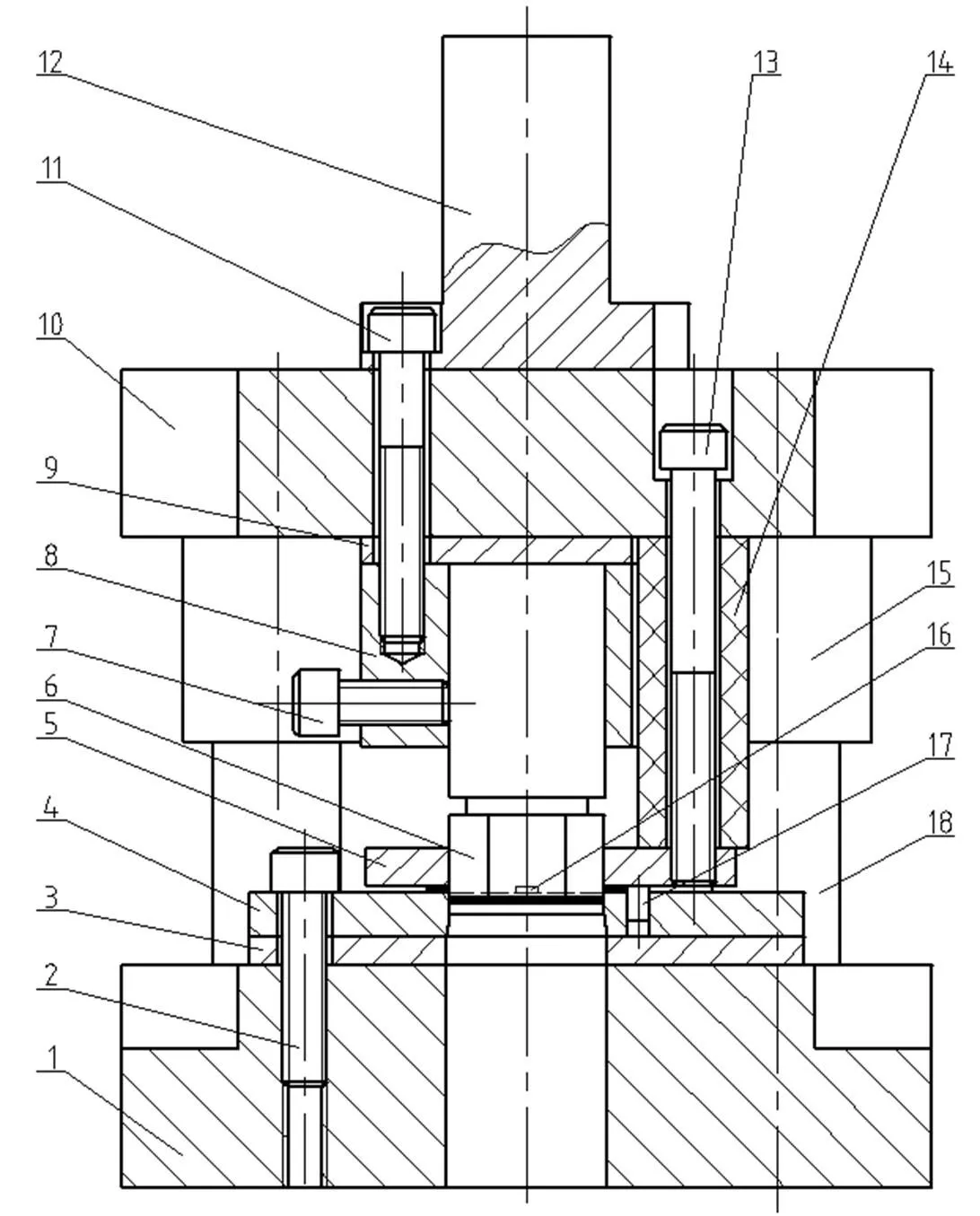
1-下模座 2,7,11,13-螺钉 3-下垫板 4-凹模 5-卸料板 6-凸模 8-凸模固定板 9-上垫板 10-上模座 12-模柄 14-聚氨酯弹性体 15-导套 16-挡料销 17-导料销 18-导柱
5 检测工具的特点
5.1 便于检测
直角样板、边长样板、120°外角和内角样板等这些测量样板是用钢板通过电火花线切割加工制作而成,制造方便、精度高、成本低,既便于学生锉削加工时控制零件尺寸、角度和几何公差,也便于老师快速检测学生实训作品,从而确保实训作品的质量。
5.2 利于学习
改进后的试冲模具结构具有代表性,包含了冲裁模的五个组成部分:工作零件、定位零件、卸料零件、导向零件、安装固定零件[5]。学生通过对该模具的拆装训练,有利于更好地理解和掌握冲压模具的结构特点,了解各模具零部件在模具中的作用,为后续专业课程的学习奠定基础。
5.3 节约钢材
凸模固定板用于凸模定位的内孔设计为直筒式结构,整个内表面都起到定位作用,只要凸模毛坯有一端锉削合格就可以通过凸模固定板安装在模具上进行试冲,从而避免因锉削尺寸超差造成钢材的浪费。
6 结语
实训教学是职业教育教学的核心内容,是架起学校教育与企业生产的桥梁,“教学过程与生产过程对接”是当前职业院校教学改革的关键,实训教学要先行、要不断地进行研究和探索。研制的实训作品检测工具应用于实训教学,为学生营造了在“做中学,创中学,学中做”的好环境,为学生多出优秀实训作品提供了保障,同时还可减少学校对专业教学仪器的投入,节约耗材费用,降低教学成本。
[1]张丽飞.模具钳工在未来模具发展中的作用与地位[J].同行,2016(15):50.
[2]明平象,袁博.模具钳工实训校本课程开发实践[J].武汉工程职业技术学院学报,2019(3):81-84.
[3]吴焕城.试论模具钳工实训课程中项目教学法的应用[J].经济师,2023(2):192-193.
[4]吴爱华,何瑛,邓湘宾.机械零件手动加工[M].北京:中国铁道出版社有限公司,2022.
[5]朱红萍.冲压成形工艺与模具设计[M].北京:机械工业出版社,2023.
TH128
A
1672-1047(2023)05-0132-04
10.3969/j.issn.1672-1047.2023.05.34
2023-09-06
黄冈职业技术学院科学研究项目“模具钳工实训作品检测工具的研制”(2022C2011105)。
刘良瑞,男,湖北麻城人,高级工程师,教授。研究方向:模具的设计与制造。
[责任编辑:倪祥明]
猜你喜欢
金属加工(冷加工)(2023年2期)2023-02-23
模具制造(2022年2期)2022-03-25
模具制造(2021年8期)2021-10-20
金属加工(冷加工)(2021年3期)2021-03-27
中国设备工程(2021年1期)2021-02-01
制造技术与机床(2018年11期)2018-11-23
工业设计(2016年12期)2016-04-16
新疆地质(2015年1期)2015-11-18
锻压装备与制造技术(2015年1期)2015-06-07
新疆石油地质(2015年2期)2015-02-28
