铝合金表面Ni-Al-Ag 自润滑复合涂层的制备及摩擦学性能研究
2023-08-21 01:13闫成旗贾竹英李占君
材料保护 2023年8期
闫成旗,贾竹英,李占君
(安阳工学院a.机械工程学院,b.工程训练中心,河南 安阳 455000)
0 前 言
改善铝合金室温以及高温下的摩擦学性能,使其在宽温域环境中正常使用成为研究的重要工作之一[1,2]。表面涂层技术是提高材料摩擦学性能的重要途径之一。Zadorozhnyy 等[3,4]通过机械球磨方法在硬铝基体表面制得了Ni-Al 金属间化合物复合涂层,研究结果表明,球磨过程中Ni 和Al 之间反应可直接生成NiAl 和Ni3Al 金属间化合物,并且提出通过调节球磨强度、球磨时间、粉末组成和退火处理可以优化涂层的相组成。Chen 等对机械球磨方法在钛合金表面制备Ti-Cu-Al[5]、Cr - Al[6]、NiCrAlCoY - Al[7]、Al - Si[8]和Al-B4C[9]等复合涂层的扩散行为、金属间化合物生成和摩擦学性能进行了大量的研究,结果表明机械球磨方法在样品表面可制备均匀的复合涂层,并且经过热处理后会有扩散层以及相应的金属件化合物增强相生成,能增强基体的抗磨性能。
机械球磨制备复合涂层原理为基体与球反复碰撞作用下使得复合粉末冷焊至基体表面,但采用该方法制备固体自润滑复合涂层会因固体润滑剂的团聚而使涂层发生滑移断裂[10-12]。为此,本工作研究设计了间接加入固体润滑剂Ag 的方法在铝合金表面制备Ni-Al-Ag自润滑复合涂层,即首先将Ni 粉与Ag 粉低速球磨制备Ni-Ag 复合粉,然后加入Al 粉进行制备Ni-Al-Ag自润滑复合涂层。这种预先球磨制备复合粉的方法可使固体润滑剂Ag 充分分散,有效避免因其团聚而引发的涂层滑移断裂。本工作研究分析了不同预磨时间下制备的复合涂层的组织、成分以及室温、200℃和350 ℃环境下的摩擦学性能。
1 试 验
1.1 试验材料与涂层制备
铝合金基体材料型号为ZL114A,尺寸约为12 mm×12 mm×3 mm。采用纯度为99.9%的Al 粉,200目;纯度为99.9%的Ni 粉,200 目;纯度为99.99%的Ag粉,300 目。将Ni 粉与Ag 粉混合分别预先球磨0,6,12,18 h,随后加入Al 粉和铝合金基体进行复合涂层制备,其中粉体总质量为20 g(Ni 粉与Al 粉原子数比为1 ∶1;Ag 粉占粉末总质量20%),预球磨0,6,12,18 h的4 种涂层分别命名为NNA0、NNA6、NNA12 和NNA18。采用直径为6 mm 和8 mm 的不锈钢球来提高其球磨能量,为了防止旋转过程中粉末温度的上升,每球磨60 min 时停止10 min。之后,涂层在真空炉中500 ℃真空退火2 h,然后在炉中随炉冷却。涂层制备过程示意见图1,涂层的组成及工艺参数如下:预磨球料比16.7 ∶1.0,预磨转速250 r/min,球磨时间7 h,球磨球料比12.5 ∶1.0,机械球磨转速400 r/min。

图1 涂层制备过程示意Fig.1 Schematic diagram of the coating preparation process
1.2 检测方法
样品物相使用Bruker-AXS D8 Advance X 型射线衍射仪(XRD)进行测定。涂层硬度使用HXS 1000A显微硬度仪进行测试,载荷2 N,加载时间10 s。样品形貌和元素分布使用Quant 250FEG 场发射扫描电镜进行分析测试。样品室温、200 ℃和350 ℃温度下的摩擦学性能采用HT-1000 高温摩擦磨损试验机进行测试,摩擦对偶球为直径6 mm 的Si3N4陶瓷球,摩擦载荷5 N,滑动速度0.15 m/s,测试时间20 min。材料的磨损体积通过V=AL计算(V代表磨损体积,A代表磨斑横截面积,L代表磨斑直径)。磨损率W通过W=V/(SF)计算(S代表滑动距离,F代表外加载荷),给出的磨损率数据为3 次试验数据的平均值。
2 结果与讨论
2.1 涂层成分、微观组织和力学性能
图2 为制备涂层后原始粉末的剩余质量对比。

图2 涂层制备后原始粉末的剩余质量Fig.2 The surplus weight of original powders after fabrication of the coatings
采用预磨工艺后,剩余粉末质量明显下降,Ni 粉和Ag 粉预混18 h 制备涂层后剩余质量约为0.5 g。剩余质量的减小代表机械球磨制备涂层过程中涂层滑裂脱落的粉末减少。可以得出,预混料能使Ag 尽可能地分散于Ni 粉中,从而在机械球磨过程中能有效地改善固体润滑剂Ag 聚集引起的涂层滑移断裂。
图3 为4 种复合涂层热处理前XRD 谱。机械球磨后涂层组分中只有微量Al2O3生成,这归属于机械球磨过程中微量Al 粉发生氧化,说明机械球磨制备复合涂层过程中不会使原始物相发生改变。从图3b 可以清晰看出原始粉末中Ni、Al 和Ag 的衍射峰。
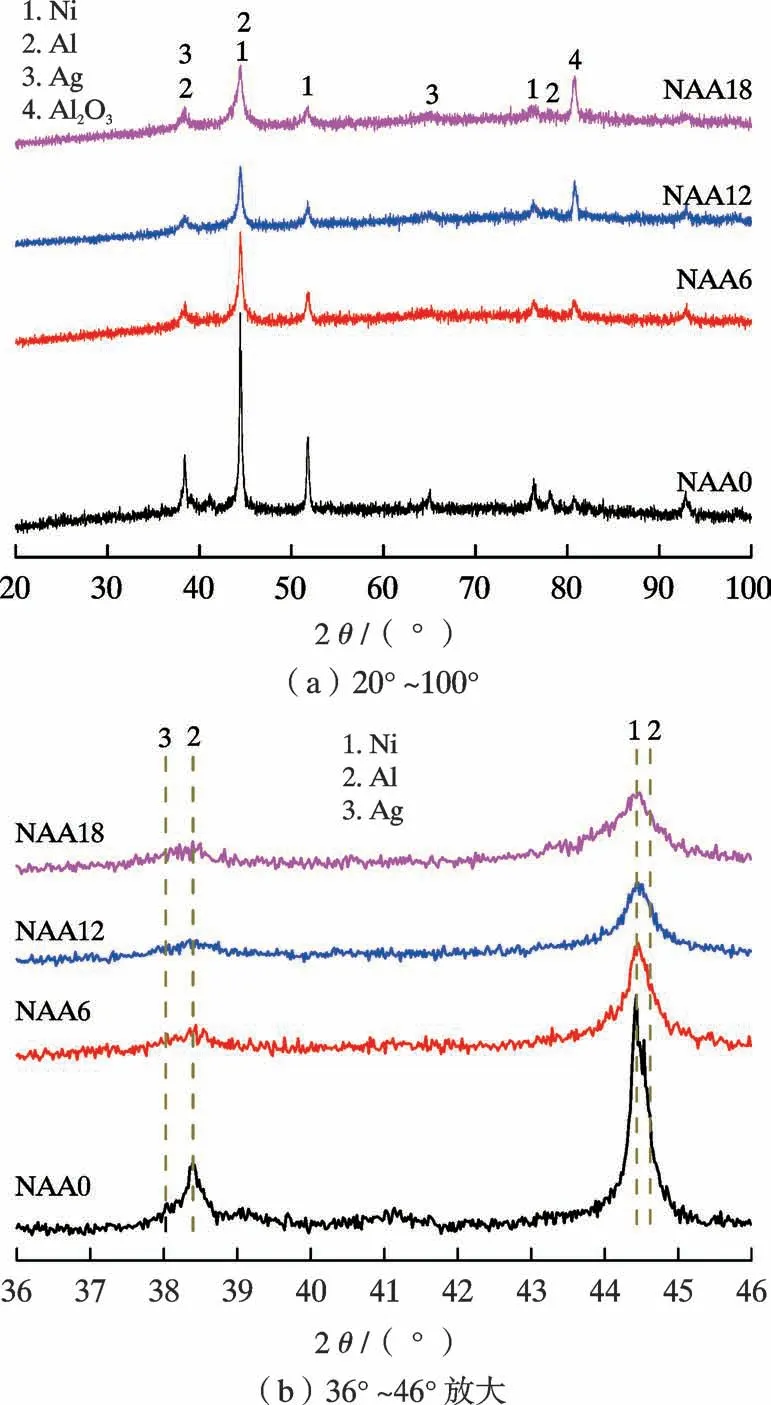
图3 NAA0、NAA6、NAA12 和NAA18 复合涂层热处理前X 射线衍射谱Fig.3 X-ray diffraction of the NAA0,NAA6,NAA12 and NAA18 composite coatings before annealing
图4 为4 种复合涂层热处理后XRD 谱。经过热处理后NAA0 涂层中有Al3Ni 和Al3Ni2金属间化合物生成,NAA6 涂层中有Al3Ni2金属间化合物生成,NAA12涂层中有Al3Ni2和AlNi 金属间化合物生成,NAA18 涂层中有Al3Ni2和AlNi 金属间化合物生成。从图4b 可以看出随着预先球磨时间的延长,涂层中生成的金属间化合物由Al3Ni 转变为Al3Ni2再转变为AlNi 的趋势。结合经过预先球磨后涂层中Al 相的消失可以得出预先球磨可以使得原始粉末更加分散,经过热处理后有利于偏Ni 的Ni-Al 系金属间化合物生成。
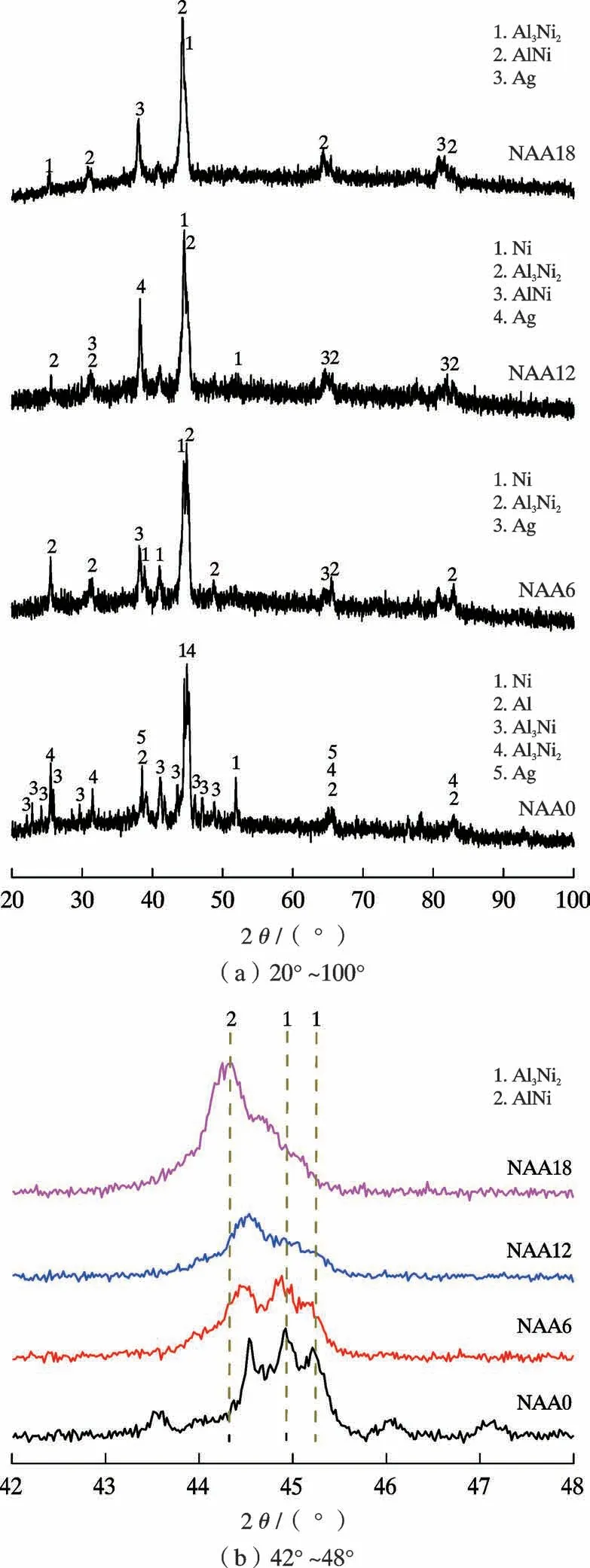
图4 NAA0、NAA6、NAA12 和NAA18 复合涂层热处理后X 射线衍射谱Fig.4 X-ray diffraction of the NAA0,NAA6,NAA12 and NAA18 composite coatings after annealing
图5 为4 种涂层的截面微观结构,对应的元素分布见图6。未经过预先球磨的涂层内部存在严重的滑移断裂,并且裂纹的延伸方向为固体润滑剂Ag 聚集位置。由以上可以得出滑移断裂的产生是因为固体润滑剂Ag 聚集区域受到钢球的猛烈撞击而形成。经过预先球磨处理制备的复合涂层内部各元素均匀分布,固体润滑剂Ag 的均匀分布使得涂层在钢球猛烈撞击下无滑移断裂产生。

图5 NAA0、NAA6、NAA12 和NAA18 复合涂层热处理后截面微观组织Fig.5 The cross-section microstructures of the NAA0,NAA6,NAA12 and NAA18 composite coatings after annealing
铝合金硬度约为75 HV,NAA0、NAA6、NAA12、NAA18 涂层硬度分别约为171.6,190.0,235.0,243.0 HV。涂层的硬度均高于基体铝合金,且硬度随着预混时间的延长而有所增加。这主要是由于涂层中生成了Al3Ni、Al3Ni2和AlNi 不同金属间化合物。
2.2 涂层摩擦学性能及机理分析
图7 为铝合金和涂层在室温下的摩擦曲线。铝合金基体的摩擦系数约为0.37,NAA0、NAA6、NAA12 和NAA18 4 种涂层摩擦系数分别约为0.48,0.22,0.19,0.16。铝合金和NAA0 涂层摩擦曲线有较大波动,这主要是因为铝合金基体中无润滑剂,NAA0 涂层中固体润滑剂因聚集而无法在摩擦表面形成完整的固体润滑膜。NAA6、NAA12 和NAA18 涂层摩擦系数低且曲线稳定,说明3 种涂层具有良好的自润滑性能。这说明经过预先球磨后,固体润滑剂的进一步分散有利于在摩擦表面形成完整的润滑膜。

图7 铝合金、NAA0、NAA6、NAA12 和NAA18 复合涂层室温下摩擦系数曲线Fig.7 Friction coefficients of the Al alloy,NAA0,NAA6,NAA12 and NAA18 samples at room temperature
图8 为铝合金和涂层在200 ℃下的摩擦曲线。

图8 铝合金、NAA0、NAA6、NAA12 和NAA18复合涂层200 ℃下摩擦系数曲线Fig.8 Friction coefficients of the Al alloy,NAA0,NAA6,NAA12 and NAA18 samples at 200 ℃
铝合金在该温度下的摩擦曲线在0.42 ~1.40 之间波动,而4 种涂层的摩擦系数分别约为0.40,0.25,0.25,0.25。
图9 为铝合金和涂层在350 ℃下的摩擦曲线。铝合金和NAA0 涂层的摩擦曲线分别在0.80 ~1.50 和0.60~1.10 范围内波动严重;NAA6 涂层的摩擦系数随时间的延长而增大,其最大值约为0.80;NAA12 和NAA18 涂层具有低并且稳定的摩擦系数,分别约为0.27和0.25。

图9 铝合金、NAA0、NAA6、NAA12 和NAA18复合涂层350 ℃下摩擦系数曲线Fig.9 Friction coefficients of the Al alloy,NAA0,NAA6,NAA12 and NAA18 samples at 350 ℃
图10 列出了铝合金和涂层在室温、200 ℃和300℃温度下的磨损率。室温下铝合金具有最高的磨损率,约为1.48×10-3mm3/(N·m);当温度升高至200℃和350 ℃时,铝合金发生严重的黏着磨损而导致样品损坏;NAA0、NAA6、NAA12 和NAA18 4 种涂层的磨损率处于(1.5~6.0)×10-4mm3/(N·m)之间,NAA12和NAA18 2 种 涂 层 磨 损 率 为(1.5 ~4.0) × 10-4mm3/(N·m)。

图10 铝合金、NAA0、NAA6、NAA12 和NAA18复合涂层不同温度下的磨损率Fig.10 Wear rates of the Al alloy,NAA0,NAA6,NAA12 and NAA18 samples at different temperature
图11 为铝合金在室温环境温度下的磨斑形貌。可见,在室温下磨斑表面存在大量的犁沟和脱皮现象。当温度上升到200 ℃和350 ℃时,铝合金的高温蠕变使得其发生严重的黏着磨损,说明铝合金在温度上升时其摩擦性能低劣并且无法正常使用。

图11 铝合金在室温下磨斑表面形貌Fig.11 Worn surfaces of the Al alloy at room temperature
图12 为在室温、200 ℃和350 ℃环境温度下摩擦系数最佳的NAA18 涂层的磨斑形貌和元素分布。在3个摩擦温度下复合涂层中固体润滑剂Ag 在摩擦表面铺展形成了光滑的润滑膜,使得涂层具有良好的摩擦系数和磨损率[13-25]。
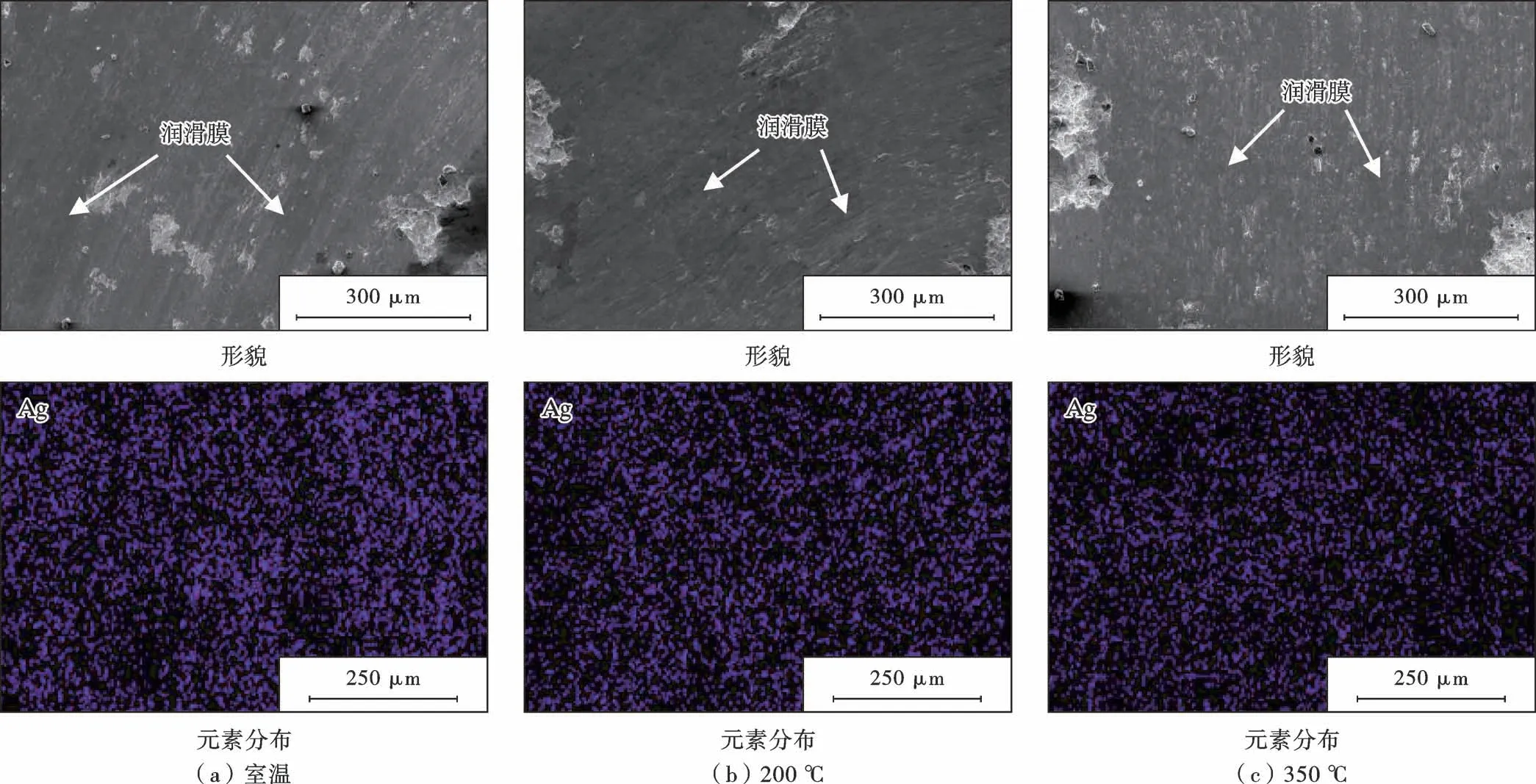
图12 NAA18 涂层在室温、200 ℃和350 ℃下磨斑形貌和元素分布Fig.12 Worn surfaces and element distribution of the NAA18 coating at room temperature,200 ℃and 350 ℃
3 结 论
(1)采用机械球磨方法在铝合金表面制备了组织均匀的Ni-Al-Ag 自润滑复合涂层;预先球磨的方法使得固体润滑剂Ag 充分分散,有效预防了球磨过程中涂层内部滑移裂纹的产生。
(2)经过热处理后涂层中有不同的Ni-Al 系金属间化合物生成,并且随预磨时间的延长生成的金属间化合物有Al3Ni 转变成Al3Ni2再转变成AlNi 趋势,其显微硬度也有所增加。
(3)预先球磨12 h 和18 h 制备的Ni-Al-Ag 自润滑复合涂层在室温、200 ℃和350 ℃下摩擦过程中固体润滑剂Ag 的铺展成膜使得涂层具有良好的摩擦学性能,有效扩大了铝合金的使用温度范围。
猜你喜欢
动力工程学报(2022年2期)2022-02-22
科技研究·理论版(2021年11期)2021-10-25
装备制造技术(2021年4期)2021-08-05
——纪念摩擦学创始人乔斯特博士诞生100周年
润滑与密封(2021年3期)2021-02-28
润滑与密封(2020年9期)2020-12-10
润滑油(2019年5期)2019-11-28
表面工程与再制造(2019年6期)2019-08-24
钻井液与完井液(2018年5期)2018-02-13
现代经济信息(2016年22期)2016-10-26
汽车与新动力(2014年4期)2014-02-27