
APM列车电机碳刷磨损率超标的原因分析及解决方法
2021-10-25 15:14孙海龙
科技研究·理论版 2021年11期
关键词:平整度
孙海龙


摘要:旅客捷运系统(automatedpeoplemover)是一套无人自动驾驶、立体交叉的大众运输系统,其组成包括列车、轨道及中控三大部分。这个铁路名词通常只形容在范围狭小的地区所运行的低载量铁路运输,例如机场、城市商业区或主题公园的铁路运输。2008年国内首条旅客捷运系统(APM)在首都机场三号航站楼正式启用,全天24小时不间断运行,致力于为旅客提供便捷的出行体验。APM列车驱动系统方面采用传统的有刷直流電机,每列车共两台为其提供动力,全年最多行驶十二万公里。长年高负荷运转势必影响电机使用寿命,这其中最为显著的问题就是电机碳刷磨损率异常超出标准值,碳刷更换周期明显大幅缩短为运行埋下了安全隐患。找到磨损率超标的原因及解决办法才能防患于未然,变被动为主动,坚守民航安全。
关键词:磨损率;同心度;平整度
1. 绪论
1.1 旅客捷运系统介绍
旅客捷运系统(_utom_tdcpdopldmovdr)是一套无人自动驾驶.立体交叉的大众运输系统,其组成包括列车.轨道及中控三大部分。旅客捷运系统(APM)作为首都机场三号航站楼楼宇间重要的交通运输系统起着必不可少的作用(见图1.1)。
2.3异常电机状况汇总
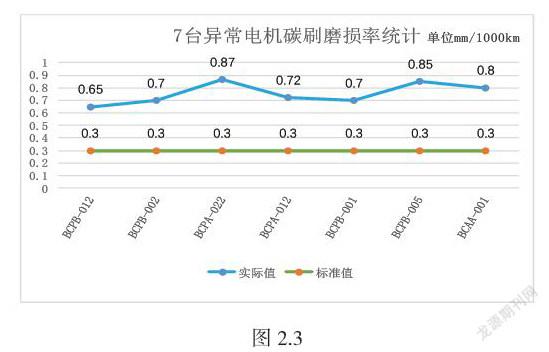
同时期在对7台异常电机调查中发现碳刷磨损率均高于标准值0.3mm/1000km,最低的是BCPB-012电机,数值为0.65mm/1000km,磨损率最高的是BCPA-022电机,数值为0.87mm/1000km(见图2.3),7台电机磨损率平均值为0.76mm/1000km。所以目标设定将原7台电机碳刷磨损率降低到标准值0.3mm/1000km以下。
1.2 研究背景
首都机场APM列车每年共安全行驶约140万公里,目前现场18辆车共36台电机中已有7台碳刷磨损程度偏高超出厂家规定的行业标准,用磨损率表示即磨损量与产生磨损的行程或时间之比。电机碳刷磨损率超标按照厂家要求需返厂检验维修,但是捷运系统每天承载着重要的旅客进出港任务,若返厂维修会导致列车运力下降,运行压力剧增,并且当下新冠疫情期间返厂周期较长。为保障运行,若购买新电机进行替换,每台电机价格在80万人民币左右,价格昂贵。为了解决上述问题,必须找出电机碳刷磨损率超标的原因及解决办法。
2.1所有电机的整体现状
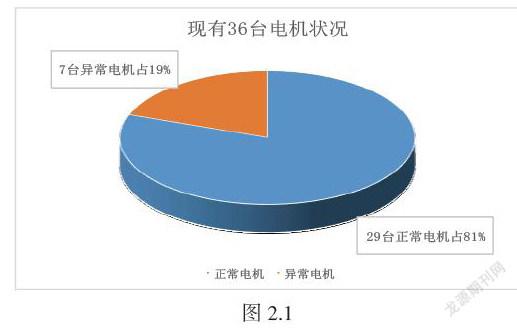
在对部门18辆列车的36台电机运行里程数据统计发现,有7台电机因磨损率偏高超出维护手册中的标准值0.3mm/1000km,若强制运行势必存在极大风险。剩下的29台电机碳刷磨损率良好,均未超过标准值,其占总电机数量的81%(见图2.1)。
2.2正常电机状汇总
3 异常电机碳刷磨损率超标的原因分析
3.1 同心度超标
同心度即插芯内径距离整个圆心的偏移程度。
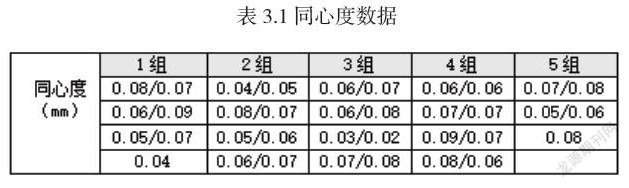
查阅维护手册中电机的制造结构,有以下四种原因会导致碳刷磨损率偏高,即同心度超标.碳刷卡簧拉力值低.碳刷与刷握间隙过大.换向器轨道平整度超标。首先对电机同心度超标检验,参照手册提供的标准,同心度变化小于0.1mm属于正常。在对同时期电机同心度的现场测量中发现,1组中7台异常电机与2至5组中29台正常的电机同心度均符合标准未发生变化,所以排除同心度超标的可能。
3.2 碳刷卡簧拉力值低
其次电机结构的另一部分就是压制碳刷的卡簧,参照手册提供的标准随后对同时期的29台正常电机碳刷磨损率进行统计汇总,并与维护手册的标准值对比(见图2.2)。
卡簧拉力应在2.72至3.18千克(6至7磅)之间。同时期对36台电机的卡簧拉力用测力计进行测量,结果显示所有电机的卡簧拉力值都在正常范围之内。1组中7台异常电机的卡簧拉力分别是6.34磅.6.44磅.6.88磅.6.67磅.6.76磅.6.55磅.6.48磅,因此排除碳刷卡簧拉力值低的可能。
3.3 碳刷与刷握间隙过大
电机中使碳刷固定的部分叫刷握,其与碳刷间隙过大会导致磨损率异常。参照手册提供的标准,碳刷与刷握内壁的间隙在0.1-0.3mm之间属于正常。同时期对7台异常电机与29台正常电机的碳刷与刷握内壁间隙用塞尺进行测量,发现1组7台异常电机与其它组正常电机的间隙均在正常范围之内,因此排除碳刷与刷握间隙过大的可能。
3.4换向器轨道平整度超标
平整度即突起表面与绝对水平之间的差值。
电机的另一个主要组成部分是换向器,换向器的平整度对碳刷磨损率也起着决定性作用。参照手册提供的标准,换向器表面轨道平整度小于等于0.1mm属于正常范围。同时期对7台异常电机与29台正常电机进行测量,结果显示1组中7台异常电机的轨道平整度均大于0.1mm,而2至5组中29台正常电机的轨道平整度均在正常范围,因此可以肯定换向器轨道平整度超标是碳刷磨损率异常的主要原因。
4 电机碳刷磨损率超标的解决方案
4.1 方案制定
通过四种对策的比较,用专用打磨工具和400号砂纸都是可行的,但从技术专业程度考虑,前者可以将轨道表面修复的更加完善,不足之处是需要采购设备不能立即执行。后者操作简单打磨效果差,可以现场立即执行。最后从长远抓系统建设的思路考虑要保证设备修复具有长久的时效性,不能经常返工,所以采用专用打磨工具是最佳选择。
4.2 方案实施
电机打磨的四个步骤∶
(1)将专用打磨工具固定在电机上与换向器轨道贴合:(2)电机外接恒流源供电,将转速控制在10m/s上下:
启动恒流源保持电机转速,按压打磨工具对轨道表面进行研磨,力量不可过大,接触即可:
打磨完成后使用高压风枪(注∶压力不能超过80PsI)对电机进行清洁以保证换向器轨道无杂质:
(5)用轨道平整度测试设备对其检测,检验打磨效果。
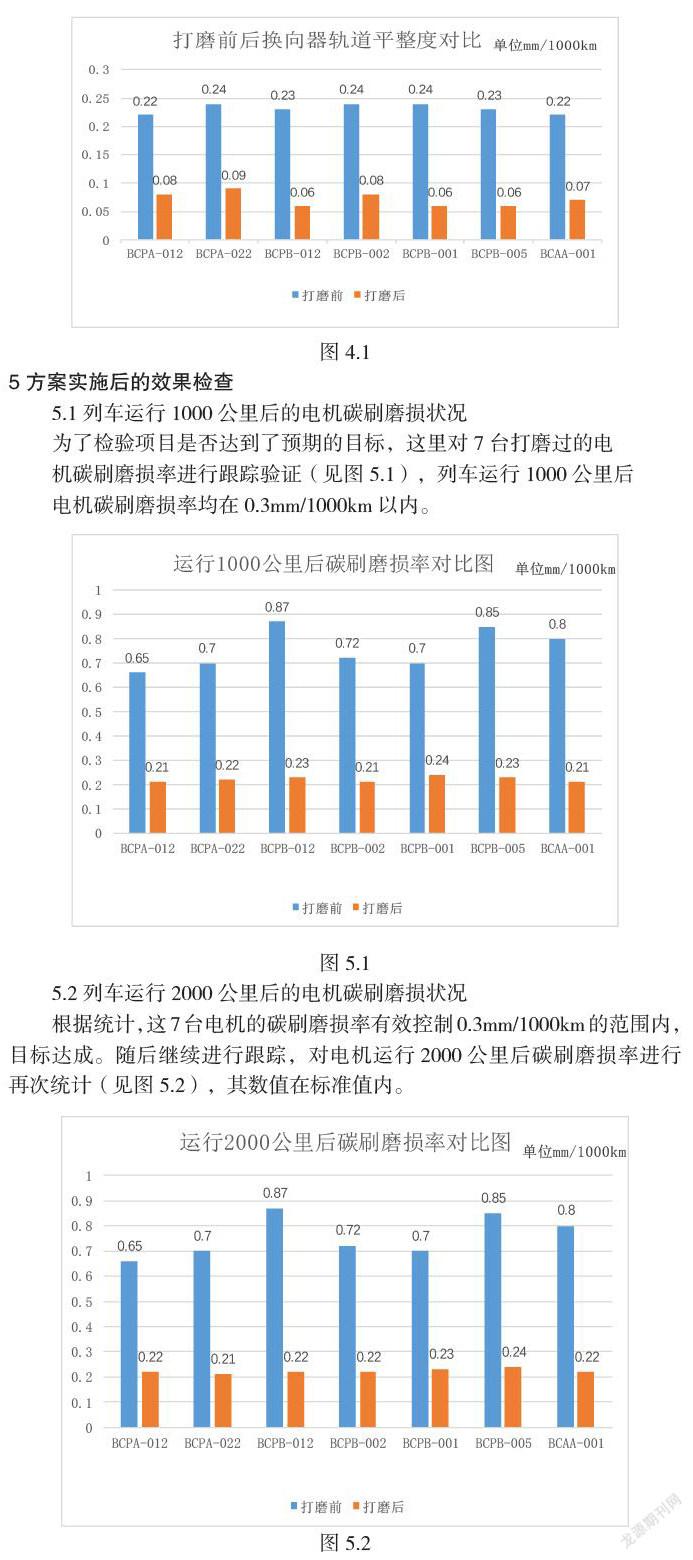
4.3方案实施前后效果对比
这里对7台电机打磨前后的换向器轨道平整度进行了统计。由这些数据统计可见电机在进行打磨之后轨道平整度下降到0.1mm之内的正常范围(见图4.1)。
5方案实施后的效果检查
5.1 列车运行1000公里后的电机碳刷磨损状况
为了检验项目是否达到了预期的目标,这里对7台打磨过的电机碳刷磨损率进行跟踪验证(见图5.1),列车运行1000公里后电机碳刷磨损率均在0.3mm/1000km以内。
5.2 列车运行2000公里后的电机碳刷磨损状况
根据统计,这7台电机的碳刷磨损率有效控制0.3mm/1000km的范围内,目标达成。随后继续进行跟踪,对电机运行2000公里后碳刷磨损率进行再次统计(见图5.2),其数值在标准值内。
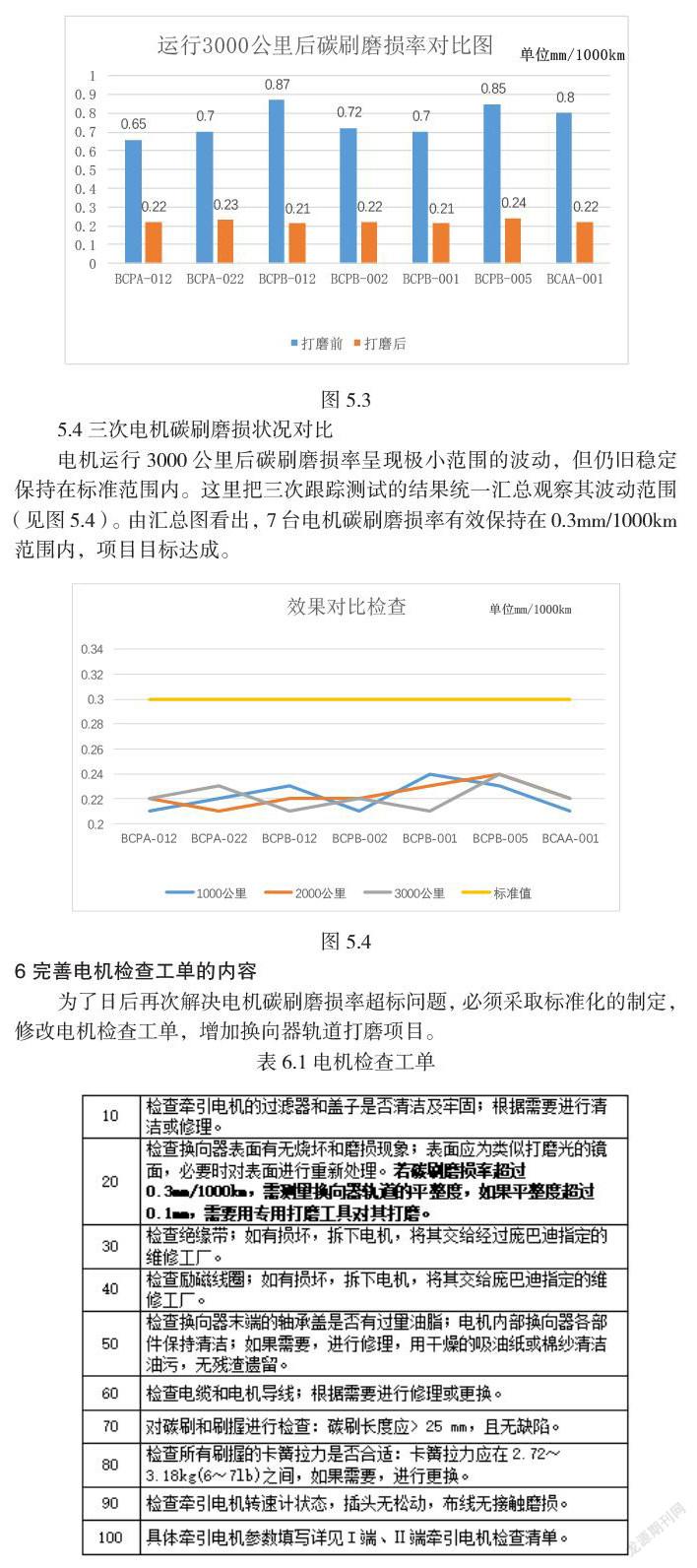
5.3 列车运行3000公里后的电机碳刷磨损状况
由统计图看出,电机在运行2000公里后碳刷依然保持在标准范围0.3mm/1000km内,目标达成。最后电机运行3000公里后对碳刷磨损率做最终统计,查看效果保持情况(见图5.3)。
5.4 三次电机碳刷磨损状况对比
电机运行3000公里后碳刷磨损率呈现极小范围的波动,但仍旧稳定保持在标准范围内。这里把三次跟踪测试的结果统一汇总观察其波动范围(见图5.4)。由汇总图看出,7臺电机碳刷磨损率有效保持在0.3mm/1000km范围内,项目目标达成。
6完善电机检查工单的内容
为了日后再次解决电机碳刷磨损率超标问题,必须采取标准化的制定,修改电机检查工单,增加换向器轨道打磨项目。
7 电机碳刷磨损率超标问题解决后的效益
7.1 经济效益
APM列车牵引电机返厂维修单台成本10万元人民币,维修好7台电机共节约资金70万元。若购买新电机进行更换每台电机80万元,7台共计560万元。
7.2 社会效益
首先,电机返厂维修需耗时数月,返厂后列车不能使用必然导致系统运力下降。其次,购买新电机也需要数月之久,继续使用异常电机运行存在较大安全隐患,两种方案皆会对首都机场整体运营带来不利影响。尽快找出电机故障原因及解决办法才是最佳选择,继续保持良好的运行态势势必带来持续好评。同时北京2022年冬奥会即将举办,保障期间列车高品质的运行体验也将进一步打造捷运系统安全.高效.便捷的品牌形象。
8 结束语
APM列车电机碳刷磨损率超标是电机使用过程中较为常见的问题,故障显现时间不可预估,列车运行几十至上百万公里皆有可能发生,唯一有效应对的措施就是制定一套完备的故障处理方法,未雨绸缪。这样才能保证捷运系统安全平稳运行,坚守航空安全底线。同时故障处理方法也在随着当前科学技术发展在不断修改完善,每次重新研究都有不一样的发现。本论文在符合科学严谨的学术研究态度下还是略有不足之处,敬请读者指正共同学习。
参考文献
[1] 李发海,朱东起.电机学.科学出版设.2021.
[2] 孙旭东,王善铭.电机学学习指导.清华大学出版社.2007.
[3] 金续曾.新编电机故障快速诊断修理手册.水利水电出版社.2013
猜你喜欢
科学与财富(2022年4期)2022-07-16
建筑建材装饰(2016年9期)2016-12-29
中国科技纵横(2016年15期)2016-12-29
居业(2016年9期)2016-12-26
现代企业文化·理论版(2016年20期)2016-12-20
中小企业管理与科技·下旬刊(2016年10期)2016-11-18
科技视界(2016年21期)2016-10-17
科技视界(2016年1期)2016-03-30
科技视界(2015年25期)2015-09-01
卷宗(2013年2期)2013-05-14
