人工海水环境中不同偏压制备的(TiNbMoZrW)C涂层的摩擦腐蚀性能研究
2023-08-21 00:53吴丽欣刘鑫宇王军军
材料保护 2023年8期
吴丽欣,刘鑫宇,王军军
(重庆理工大学材料科学与工程学院,重庆 400050)
0 前 言
在富含氯化物的近海或海洋环境中运行的工业部件受到摩擦腐蚀的双重损害,开发润滑性耐腐蚀材料是海洋资源利用的技术瓶颈之一,通常是采用耐蚀硬质涂层来对金属零件进行防护。近年来,基于对超越传统合金体系功能材料的探索,由5 种或5 种以上元素近等摩尔比组成的多主元涂层引起了学术界较大关注[1,2]。由于高熵效应和晶格畸变效应,以及对能有效形成钝化层的元素如Al、Ti、Cr、Mo 等元素的选取,多主元涂层在酸、碱和盐溶液中均具有良好的耐腐蚀性能[3-5]。反应磁控溅射是设计和优化多主元涂层常用的制备技术之一[6],通过磁控溅射技术制备了大量性能优异的多主元涂层。Chen 等[4]通过调控沉积温度(373~673 K)制备了VAlTiCrCu 高熵合金涂层,结果表明:573 K 沉积的VAlTiCrCu 涂层具有最佳的力学性能和耐腐蚀性,且在H2SO4、NaCl 和NaOH 溶液中表现出不同的摩擦腐蚀性能。由于SO42-对点蚀成核的阻碍作用以及形成摩擦腐蚀产物的保护作用,573 K 沉积的VAlTiCrCu 涂层在H2SO4中的摩擦系数和磨损面积最小,表现出最佳的耐磨蚀性能;VAlTiCrCu 涂层在NaCl溶液中尽管形成了摩擦腐蚀产物,但仍因Cl-的强烈点蚀被严重腐蚀。Kao[3]等采用射频非平衡磁控溅射法制备了不同碳含量的TaNbSiZrCr 碳化物涂层,结果表明:低碳含量涂层在沉积态和1 023 K 退火态均具有较高的硬度(>34.1 GPa),高碳含量涂层表现出最好的摩擦学性能,退火后的涂层在0.1 mol/L NaCl 溶液中表现出良好的耐腐蚀性。Yu 等[7]、Wang 等[8]通过调节基底偏压,使用直流磁控溅射技术制备了CrNbSiTiZr 及其碳化物涂层,2 种涂层在3.5%(质量分数)NaCl 溶液中均具有优于304 LSS 基底的耐腐蚀性,其中-50 V 沉积的涂层对基底的保护效率高达86.3%。Oses 等[9]提出,多主元素碳化物涂层具有较高的硬度和韧性并兼具润滑耐磨和耐腐蚀性的优点,其作为苛刻工作环境中的防护涂层具有较大前景。
综上,通过调节基底偏压、沉积温度等能改变涂层的残余应力和缺陷数量,使涂层致密化,进而提升其性能[10-12]。同时,防护涂层通常面临钝化层在摩擦过程中被破坏,从而暴露出新的表面,导致磨蚀加剧的现象,因而涂层的力学性能对其磨蚀性能具有重要影响。针对结构和力学性能进行调节,有望改善涂层在海水环境下的摩擦腐蚀性能。然而,目前针对多主元碳化物涂层磨蚀性能的相关研究较少,基体偏压对多主元碳化物涂层的结构和性能影响的相关规律缺乏深入理解。本工作通过磁控溅射技术制备了新系列多主元碳化物(TiNbMoZrW)C涂层,探索了基底偏压对其结构和力学性能的影响,研究了涂层在空气和人工海水环境中的摩擦学性能,探讨了涂层在不同环境中的磨损机制,研究结果对促进其在海洋环境中的应用具有重要意义。
1 试 验
1.1 (TiNbMoZrW)C 涂层的制备
使用(Ti,Nb,Mo,Zr)4 等分拼接靶以及纯W 靶共溅射,通过FJL560A 超真空磁控溅射设备在Si(111)片以及304 LSS 基底(尺寸20 mm×10 mm×5 mm)表面沉积(TiNbMoZrW)C 多主元碳化物涂层。制备过程如下:依次使用丙酮和乙醇超声清洗基底10 min,开始沉积之前使用离化氩气去除基底表面的吸附物30 min,基底施加-1 000 V 脉冲偏压。沉积过程中氩气流量为0.100 L/min,乙炔流量为0.002 L/min,离子源电源电流0.5 A,靶与基板距离为45 mm。拼接靶和W 靶功率分别为直流150 W 和射频85 W,基底脉冲偏压为0~-800 V,样品台转速为2 r/min;涂层的沉积气压为0.8 Pa,沉积时间均为45 min,通过厚度和沉积时间的比值计算沉积速率。
1.2 (TiNbMoZrW)C 涂层的结构及性能表征
涂层表面和截面形貌由场发射扫描电子显微镜(FESEM,ΣIGMA HDTM)表征。涂层的键结构由X 射线光电子能谱仪(XPS,0054hermoFisher K-Alpha instrument)表征。涂层的相结构采用X 射线衍射仪(GIXRD,PANalytical Empyrean Series 2)进行鉴定。通过测定涂层镀膜前后的曲率计算涂层的宏观残余应力。使用配备Berkovich 金刚石尖端的纳米压头测试仪(每个样品测试9 次),在最大压入深度90 ~100 nm范围内测量硬度和弹性模量,以避免基底对测试结果的影响。通过HV0.2压痕法测试涂层的韧性,使用金相显微镜观察压痕处的裂纹形貌和长度,以评估涂层的抗裂性。
使用Gamry 3000 电化学工作站测试涂层在人工海水中的耐腐蚀性能。电化学测试采用三电极系统,试样(暴露面积0.81 cm2)作为工作电极,Pt 片(暴露面积4 cm2)作为对电极(CE),饱和甘汞电极作为参比电极(RE)。连续测量开路电位1 h,以获得样品表面稳定的化学状态。进行EIS 测试时,设置正弦振幅为10 mV,频率范围1.0×(105~10-2) Hz。然后在-0.4 ~+0.2 V 范围获得动态电位极化曲线,扫描速率为0.4 mV/s。通过旋转摩擦试验机对沉积涂层在空气以及人工海水中的磨蚀性能进行测试,设备如图1 所示。测试过程中恒定法向载荷5 N,转速为200 r/min,摩擦副为φ6 mm 的Al2O3球。

图1 旋转式腐蚀摩擦磨损试验仪示意Fig.1 Schematic diagram of test principle of rotary corrosion wear tester
使用SEM 和EDS 表征磨痕处的形貌特征和元素成分,对涂层的磨损机制进行讨论和分析。涂层的磨损率由式(1)计算:
式中,W为磨损率,V为磨损体积,N为法向载荷,L为总的滑动距离。其中磨损体积V使用三维白光干涉仪(Contour GT-K,Bruker)测定,每个样品取6 个不同磨痕位置并计算磨损体积的平均值。
2 结果与分析
2.1 (TiNbMoZrW)C 涂层的成分和结构
图2 为在0、-600 和-800 V 基底脉冲偏压沉积的(TiNbMoZrW)C 涂层的截面和表面形貌以及沉积速率和元素含量。

图2 不同基底脉冲偏压沉积(TiNbMoZrW)C 涂层的截面和表面形貌,沉积速率和元素含量Fig.2 Section and surface morphology,deposition rate,element content of the (TiNbMoZrW) C coatings deposited under different substrate pulse bias
从图2 可以看出,所制备涂层的厚度约1 μm,与基底结合良好,无明显的空隙和分层,表面呈现花椰菜形貌。随着基底偏压增大,孔隙明显减少。未施加(0 V)偏压下涂层生长受到阴影效应的影响[13],施加偏压后离子能量增强,涂层的截面形貌由清晰柱状结构向细纤维结构转变,偏压为-800 V 时沉积的涂层呈现无特征结构。偏压增大后高能离子轰击增强,离子轰击涂层的影响原则上包括弱键的脱附、缺陷掺入、基底表面的原子迁移率增大和化学反应增强[14]。由于再溅射效应,涂层逐渐致密化,沉积速率随着偏压增大由22.2 nm/min降低至20.3 nm/min(图2b)。涂层中的各金属元素含量近等摩尔比,碳含量为40%~50%(原子分数),较高的W 和Mo 含量分别源于较大的靶功率和原子相对质量(图2c)。涂层中的氧含量随着基底偏压增大而降低,可能是由于高能离子轰击减少了沉积过程中涂层对水蒸汽的吸附[15]。
图3 为在0 ~-800 V 基底脉冲偏压下沉积涂层的XRD 谱。由图3 可知,35.35°,40.95°,60.04°和71.06°附近的衍射峰分别对应(111)、(200)、(220)和(311)晶面,表明(TiNbMoZrW)C 涂层均呈现单一NaCl 型FCC 结构。涂层在(111)晶面的择优取向变化表明偏压对涂层生长过程具有显著影响。由于涂层在生长过程中系统趋于能量最小的稳定值,偏压增大后离子轰击效应增强,有利于最低应变能面即(111)面的生长。能量进一步增加,最密排面反而受到更严重的辐射损伤,从而使(111)面的择优取向变弱[16]。图3b 为0 V 及-800 V基底偏压沉积涂层的放大图,从图3b 可以看出,-800 V 基底偏压沉积的涂层在(111)晶面的峰位向左移动。随着偏压由0 V 增大至-800 V,沉积的(TiNbMoZrW)C涂层的晶格常数从0.436 4 nm 增大至0.441 9 nm。在0~-800 V 偏压下沉积的(TiNbMoZrW)C涂层光滑致密,粗糙度为1.775~3.200 nm。通过Scheller 公式[17],选择( 111) 和( 200) 晶面的衍射峰来量化(TiNbMoZrW)C涂层的晶体尺寸,结果表明涂层的晶粒尺寸低至9.2~13.6 nm,其变化趋势与粗糙度呈现相关性。基于以上可以推论:基底偏压是导致涂层晶粒尺寸变化的主要因素,基底偏压为0 V 时由于晶体生长驱动力相对较弱涂层的晶粒尺寸小于10 nm,施加偏压后能量通量增加,增大的表面迁移率有利于晶粒生长,因此偏压为-200 V 时涂层晶粒尺寸增大至13.6 nm。偏压进一步增大至-400 V 以上时,产生的缺陷形成更多的形核位点从而限制了晶粒的生长,晶粒尺寸减小[18,19]。

图3 不同基底脉冲偏压沉积(TiNbMoZrW)C 涂层的XRD 谱Fig.3 XRD spectra of the (TiNbMoZrW) C coatings deposited under different substrate pulse bias
2.2 (TiNbMoZrW)C 涂层的化学键特性
图4 为-200 V 基底偏压下沉积(TiNbMoZrW)C 涂层的XPS 谱,其余偏压下沉积的(TiNbMoZrW)C 涂层的XPS 谱与其类似。从图4 可以看出,偏压为-200 V 沉积的涂层在284.8 eV 处出现1 个强C-C 键峰,在286.2 eV处出现C-O 峰,这是由于碳、氧污染物吸附在涂层表面造成的。据Braic 等[20]报道,几种高熵碳化物涂层中的金属-碳键位于282~283 eV 附近,(TiNbMoZrW)C 涂层表面的化学键可根据XPS 手册和已有文献数据进行分析[21-24]。Zr3d 光谱反褶积表明存在Zr3d5/2 和Zr3d3/2轨道的1 个双峰,低结合能178.8 eV 的Zr3d5/2 峰和181.1 eV 处的Zr3d3/2 峰来自Zr-C 键,而高结合能182.3 eV 的Zr3d3/2 峰和位于184.4 eV 的峰与Zr-O 键有关。Ti2p 光谱反褶积为4 个峰,结合能454.9 eV 的Ti2p3/2峰与458.4 eV 处的Ti2p1/2 峰源于Ti-C 键,460.7 eV 和464.1 eV 处的峰与Ti-O 键有关。Nb3d 的反褶积光谱表明,低结合能203.5 eV 的Nb3d5/2 峰和206.4 eV 处的Nb3d3/2 峰归因于Nb-C 键,而高结合能204.7 eV 的Nb3d5/2 峰、207.0 eV 的Nb3d3/2 峰、209.5 eV 处的峰与Nb-O 键有关。Mo3d 的反褶积光谱分析表明,低结合能228.5 eV 的Mo3d5/2 峰和231.5 eV 的Mo3d3/2 峰归因于Mo-C 键,而高结合能229.0 eV、231.2 eV、232.3 eV 以及235.5 eV 处的峰与Mo-O 有关。对W4f 反褶积光谱分析表明,位于31.8 eV 的峰为W-C 键,还有几处与WOx有关的峰分别为:32.8、34.0、35.7 和37.2 eV。XPS能谱的分析结果表明,与几种多主元涂层的成键特性类似[8,20],涂层中的难熔元素均与碳、氧原子结合形成强离子键,有利于单一固溶体结构的形成。

图4 -200 V 基底偏压下沉积(TiNbMoZrW)C 涂层的XPS 谱Fig.4 XPS spectra of the (TiNbMoZrW) C coating deposited under -200 V substrate bias
2.3 (TiNbMoZrW)C 涂层的力学性能
(TiNbMoZrW)C 涂层的残余应力随脉冲偏压的变化如图5 所示。从图5 可以看出,0 V 偏压下沉积的涂层具有约0.10 GPa 的拉伸残余应力,由于沉积过程高能粒子轰击造成涂层中的缺陷数量增多[14],增加偏压后由拉应力转变为压缩残余应力。随着基底偏压增大,-800 V基底偏压沉积涂层的残余压应力增大至-0.98 GPa。图6 为(TiNbMoZrW)C 涂层的硬度(H)、弹性模量(E)与H/E和H3/E2随脉冲偏压变化。从图6 可以看出,随着脉冲偏压的升高,(TiNbMoZrW)C 涂层的硬度和弹性模量持续增大,-800 V 时的涂层具有最高的硬度25.9 GPa 和最大的弹性模量356.34 GPa,这可能是涂层致密化以及残余压应力增大的结果。涂层的H/E和H3/E2值随着偏压增大也呈现上升趋势,据Leyland等[25]的研究,这一数值分别与材料摩损过程中抗弹性变形失效以及塑性变形失效机制有关,预计偏压增大涂层的耐磨性能提升。图7 为HV0.2试验后利用金相显微镜表征的压痕形貌。从图7 可知,偏压为0 ~-400 V沉积的涂层的径向裂纹长度c随着脉冲偏压的增大明显减小,断裂韧性从0.71 增大至1.00 MPa·m1/2。偏压为-600 ~-800 V 沉积的涂层未观察到明显的径向裂纹,仅在压痕内边缘位置观察到周向裂纹,这可能是由于残余应力的转变影响了涂层在塑性变形过程中的裂纹扩展趋势,在压头角处形成闭环,从而抑制了径向裂纹的扩展,周向裂纹由于涂层流向压头尖端而萌生[26]。
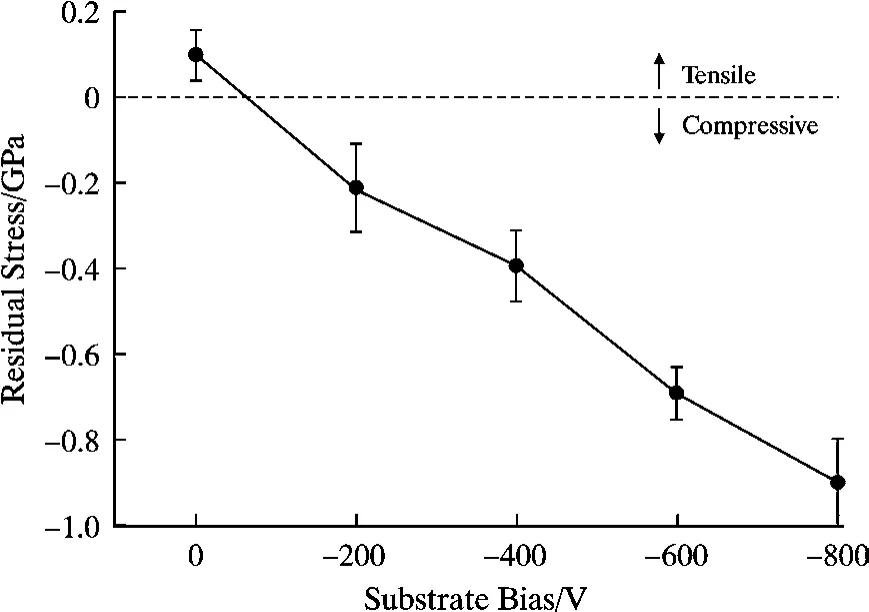
图5 (TiNbMoZrW)C 涂层的残余应力随脉冲偏压变化Fig.5 Variation of residual stress of the (TiNbMoZrW)C coatings with pulse bias

图6 (TiNbMoZrW)C 涂层的硬度、弹性模量与H/E和H3/E2值随脉冲偏压变化Fig.6 Hardness,elastic modulus,H/EandH3/E2of the (TiNbMoZrW) C coatings with pulse bias

图7 不同脉冲偏压沉积(TiNbMoZrW)C 涂层HV0.2试验后的金相显微镜形貌以及压痕示意Fig.7 Metallographic microscope pictures of HV0.2of the (TiNbMoZrW)C coatings deposited by different pulse bias voltage and the indentation schematic diagram
2.4 (TiNbMoZrW)C 涂层的耐腐蚀性能
表1 为海水浸泡1 h 后基底及涂层的开路电位EOC、腐蚀电位Ecorr、腐蚀电流密度Jcorr、极化阻抗Rp以及保护效率Pe。从表1 可知,304 不锈钢基体的EOC值为-273 mV,不同偏压沉积的涂层均具有比基底正的EOC值,较正的EOC值表明由于含有Ti、Nb 以及Mo 元素,涂层表面可能存在钝化[27-29];-200 V 偏压沉积的涂层的Ecorr升高源于涂层表面孔隙的减少,进一步升高偏压至-400 ~-800 V 时,由于更多的表面缺陷导致涂层的Ecorr略有下降。如前所述,随着基底偏压的增大,涂层由柱状结构转变为更加致密的细纤维以及无特征结构。这种结果的变化不利于电解液中的Cl-通过,可阻碍涂层进一步溶解[7,29]。极化电阻Rp通常反映腐蚀材料致密性或表面形成钝化层等因素的保护程度,Pe表示涂层对基底的保护效率。不同脉冲偏压沉积涂层的极化电阻Rp及保护效率Pe分别按式(2)和式(3)计算[30,31]:

表1 (TiNbMoZrW)C 涂层和304 LSS 的电化学参数Table 1 Electrochemical parameters of the (TiNbMoZrW)C coatings and 304 LSS
式中ba和bc为动电位极化曲线的阳极分支和阴极分支拟合得到的斜率。Jcorr,coating表示涂层的腐蚀电流密度,Jcorr,substrate为基底的腐蚀电流密度。如表1 所示,偏压为-800 V 沉积的涂层具有最低的Jcorr、最高的Rp及Pe值,分别为0.01 μA/cm2、2.06×107Ω 和94.7%。
图8 为人工海水环境中(TiNbMoZrW)C 涂层的电化学阻抗谱。

图8 不同基底脉冲偏压沉积(TiNbMoZrW)C涂层的EIS 奈奎斯特曲线Fig.8 EIS Nyquist diagram of the (TiNbMoZrW)C coatings deposited under different pulse bias
从图8 可以看出,涂层的奈奎斯特谱显示了半圆电容电阻弧,表明涂层具有较大的电容电阻,可充当绝缘屏障,防止电解液中的Cl-侵入涂层及基底界面。图9 为涂层的Bode 阻抗值谱和相位角谱。从图9 可知,-200~-800 V 脉冲偏压下沉积的涂层在10-2Hz 时显示出高阻抗值,表明施加偏压提高了涂层的耐腐蚀性;304 LSS 基底和0 V偏压沉积的涂层在1~10 Hz 的频率范围内相位角超过70°,而-200 ~-800 V 偏压沉积的涂层在1.0×(10-2~102) Hz 更宽范围内显示出大于70°的更高相位角。通常Bode 相位角越接近90°,涂层的电容特性越强。因此随着偏压的增大,(TiNbMoZrW)C涂层的耐腐蚀性明显提高,-800 V 偏压沉积的涂层具有最优异的电化学性能。

图9 不同基底脉冲偏压沉积(TiNbMoZrW)C涂层的Bode 阻抗值谱和Bode 相位角谱Fig.9 Bode impedance and phase angle diagram of the(TiNbMoZrW)C coatings deposited under different pulse bias
2.5 (TiNbMoZrW)C 涂层在人工海水和空气中的摩擦行为
图10 为不同基底脉冲偏压沉积的(TiNbMoZrW)C涂层在空气和人工海水中的摩擦系数曲线。从图10可知,(TiNbMoZrW)C 涂层在空气中的摩擦系数为0.30~0.45,在人工海水中的摩擦系数低至0.18 ~0.20。其中,-200 ~-600 V 偏压沉积的涂层在空气中具有0.36的较低平均摩擦系数,而海水环境中不同基底偏压沉积涂层的平均摩擦系数变化相对较小,且基底偏压增大至-600~-800 V 时,涂层在稳态阶段的摩擦系数随着测试时间的变长呈现下降趋势。

图10 不同基底脉冲偏压沉积的(TiNbMoZrW)C 涂层在空气和人工海水中的摩擦系数Fig.10 Friction coefficient of the (TiNbMoZrW) C coatings in air and artificial seawater
图11 为不同基底脉冲偏压沉积的(TiNbMoZrW)C涂层的磨损率。涂层在空气中的磨损率为(2.28 ~5.97)×10-7mm3/(N·m),在人工海水环境中具有更低磨损率[(1.00 ~2.45)×10-7mm3/(N·m)],二者均随着基底偏压增大而呈现下降趋势,其中-800 V 偏压沉积的涂层在2 种环境中具有最低磨损率。
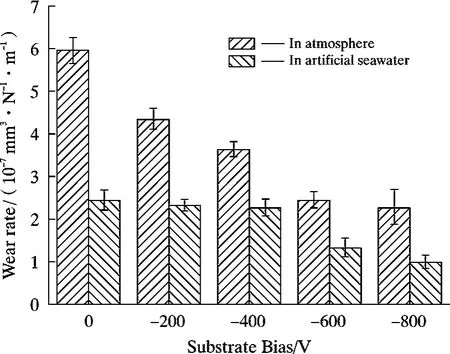
图11 不同基底脉冲偏压沉积(TiNbMoZrW)C 涂层的磨损率Fig.11 Wear rate of (TiNbMoZrW) C coating deposited under different pulse substrate bias
不同基底脉冲偏压沉积的(TiNbMoZrW)C 涂层在空气和人工海水环境中的磨痕形貌如图12 所示。从图12a 可知,由于较低的硬度和韧性,0 V 偏压下沉积的涂层磨痕处有较多裂纹和微坑堆积,这是由于Al2O3对偶面在摩擦过程中对涂层摩擦界面的微切削和塑性变形累积造成的,因而摩擦系数和磨损率偏高。-200 V偏压沉积的涂层磨痕中心位置出现磨屑堆积形成的黏附层,EDS 分析结果表明黏附层具有较高的氧含量,形成氧化物黏附层可能是-200 V 偏压沉积的涂层具有较低摩擦系数的原因[32,33]。随着基底偏压进一步升高为-400~-800 V,涂层在磨痕处的裂纹和黏附物逐渐减少,具有沿滑动方向的较浅犁沟,磨损机制由氧化磨损向轻微磨粒磨损转变,氧化黏附物减少导致磨擦系数升高。从图12b 可知,0 V 偏压沉积的涂层具有较光滑的磨痕,随着基底偏压增大,磨痕处的磨蚀产物增多。EDS 分析结果显示,磨蚀产物中富含氧元素、海水成分、涂层中的Ti 元素以及对偶面的Al 元素。这表明涂层在人工海水环境中较低的摩擦系数源于涂层中的碳化物相以及磨蚀产物的润滑作用[11,34],如前文所述,涂层的力学性能如硬度、H/E、H3/E2以及耐腐蚀性均随着偏压增大而提升,0 V 偏压下沉积的涂层由于具有低硬度和韧性以及较差的耐腐蚀性,在磨蚀过程中磨蚀产物较易被去除,施加基底偏压沉积的涂层表面基于腐蚀产物黏附而钝化,随着磨蚀时间的延长,磨蚀产物增多,因而摩擦系数略呈下降趋势。磨蚀产物可能的生成反应如下:
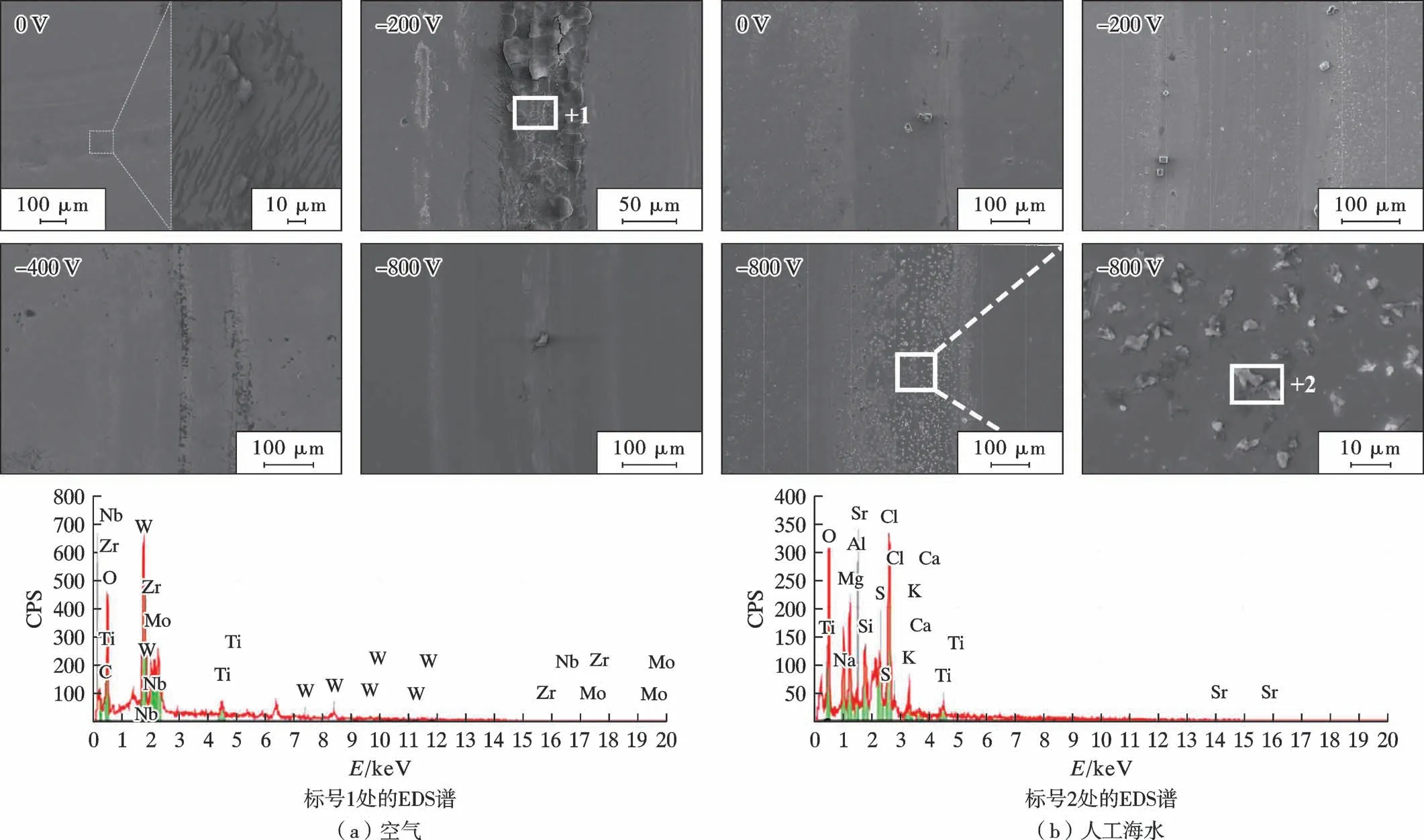
图12 不同基底脉冲偏压沉积的(TiNbMoZrW)C 涂层在空气和人工海水中的磨痕形貌、EDS 谱Fig.12 Wear tracks of the (TiNbMoZrW) C coatings in air and artificial seawater
-800 V 脉冲偏压沉积的(TiNbMoZrW)C 涂层具有最高的硬度、H/E和H3/E2值,在人工海水中具有较高的耐腐蚀性能,因而具有最低的磨损率。因此,可以看出,本工作中-800 V 脉冲偏压沉积的(TiNbMoZrW)C涂层在人工海水中具有较低的摩擦系数0.19 和磨损率1.0×10-7mm3/(N·m),表明该涂层在海洋环境中具有良好的耐磨蚀性能及应用前景。
3 结 论
通过反应磁控溅射技术在0 ~-800 V 基底脉冲偏压条件下制备了(TiNbMoZrW)C 涂层,研究了偏压对涂层结构、力学以及摩擦学性能的影响,得到以下结论:
(1)(TiNbMoZrW)C 涂层呈现单一FCC 结构,随着基底偏压增大发生晶格膨胀,表面孔隙减少,截面形貌由清晰柱状结构向更致密的无特征结构转变;
(2)(TiNbMoZrW)C 涂层由饱和碳化物及氧化物键构成,具有约10 nm 的晶粒尺寸。随着偏压的增大,由于涂层的致密性和残余压应力均随之升高,涂层的硬度、韧性、耐磨以及耐腐蚀性得到提升;
(3)随着偏压增大,(TiNbMoZrW)C 涂层在空气中的磨损机制由氧化磨损向轻微磨粒磨损转变,在人工海水环境中摩擦界面形成的钝化层受到反复剪切的破坏减轻,由于腐蚀产物中可能含有润滑性氧化物,其摩擦系数低至0.18~0.20。其中-800 V 脉冲偏压沉积的涂层在海水中具有最低的腐蚀电流密度和磨损率,在海洋环境中具有良好的应用前景。
猜你喜欢
动力工程学报(2022年2期)2022-02-22
科技研究·理论版(2021年11期)2021-10-25
装备制造技术(2021年4期)2021-08-05
陶瓷学报(2019年5期)2019-01-12
湖南城市学院学报(自然科学版)(2016年2期)2016-12-01
现代经济信息(2016年22期)2016-10-26
河南科技(2015年4期)2015-02-27
河北工程大学学报(自然科学版)(2015年3期)2015-02-27
汽车与新动力(2015年1期)2015-02-27
电子设计工程(2015年3期)2015-02-27