不同覆铜板不对称混压翘曲研究
2023-05-13 06:42陈宇航曾宪平曾耀德余振中罗元聪
印制电路信息 2023年4期
陈宇航 曾宪平 曾耀德 李 恒 余振中 罗元聪
(1.广东生益科技股份有限公司,广东 东莞 523000;2.国家电子电路基材工程技术研究中心,广东 东莞 523808)
0 引言
翘曲是多层印制电路板(printed circuit board,PCB)生产中最常见、最难解决的缺陷。随着PCB 行业与表面贴装工艺的发展,PCB 线路密集度越来越高,表面贴装的零件也越来越多,PCB自身的翘曲变形对贴装工艺的影响也越来越高[1]。如果PCB 翘曲严重,不仅给电子产品安装带来困难,还可能使元器件焊点为虚焊,导致返工甚至报废[2]。
随着高速材料的不断发展,材料性能在不断提升的同时,价格也在不断上涨。为了兼顾性能与成本,不同基材的混压板应用越来越广泛,即在信号层使用高性能的材料,在其他层使用低成本材料。国外一些原始设备制造商(original equipment manufacturer,OEM),如阿尔卡特(Alcatel)、IBM,很早就开始尝试进行高速板材与FR-4 板材混压加工的设计。国内混压技术的开发相对较晚,但随着市场竞争及成本压力的加剧,对高速板材与普通FR-4 混压应用在高速多层PCB上的需求会日益凸显。不同材料的性能间存在差异,进一步加剧了翘曲的问题。
1 原理分析
混压板的翘曲主要是在压合后产生的,PCB压合过程是将各个芯板与半固化片(prepreg,PP)叠合,使半固化片在高温下流动,固化为一个整体。此过程中存在升温(预热,流动)、保温(固化)和降温三个阶段。芯板在升温时,相互之间只有压力的传递,如膨胀尺寸差异,但没有黏合成一个整体,因此不会有应力的产生;在升温阶段后期,半固化片的树脂充分流动,固化产生了黏结作用,将材料黏结成一个整体,此时芯板与芯板间产生剪切力,相互间才有约束作用;当板材从固化温度降到室温后,因不同板材的收缩情况不同,会有应力产生,使其变翘曲。本文主要研究在不同材料、配本叠构下,材料间的翘曲差异。
2 实验部分
2.1 实验原材料
选择5 种不同材料制成覆铜箔层压板(copper clad laminate,CCL),分别命名为A、B、C、D、E。每种材料分别使用单张厚度51 μm(1035布)、76 μm(1078 布)、100 μm(3313 布)、127 μm(2116布)的PP。1035厚度较薄,因此使用2 张PP 制成CCL,另1078、3313、2116 布均使用1 张PP 压合成CCL,不同材料的X/Y方向的热膨胀系数(coefficient of thermal expansion,CTE)值如图1和图2所示。
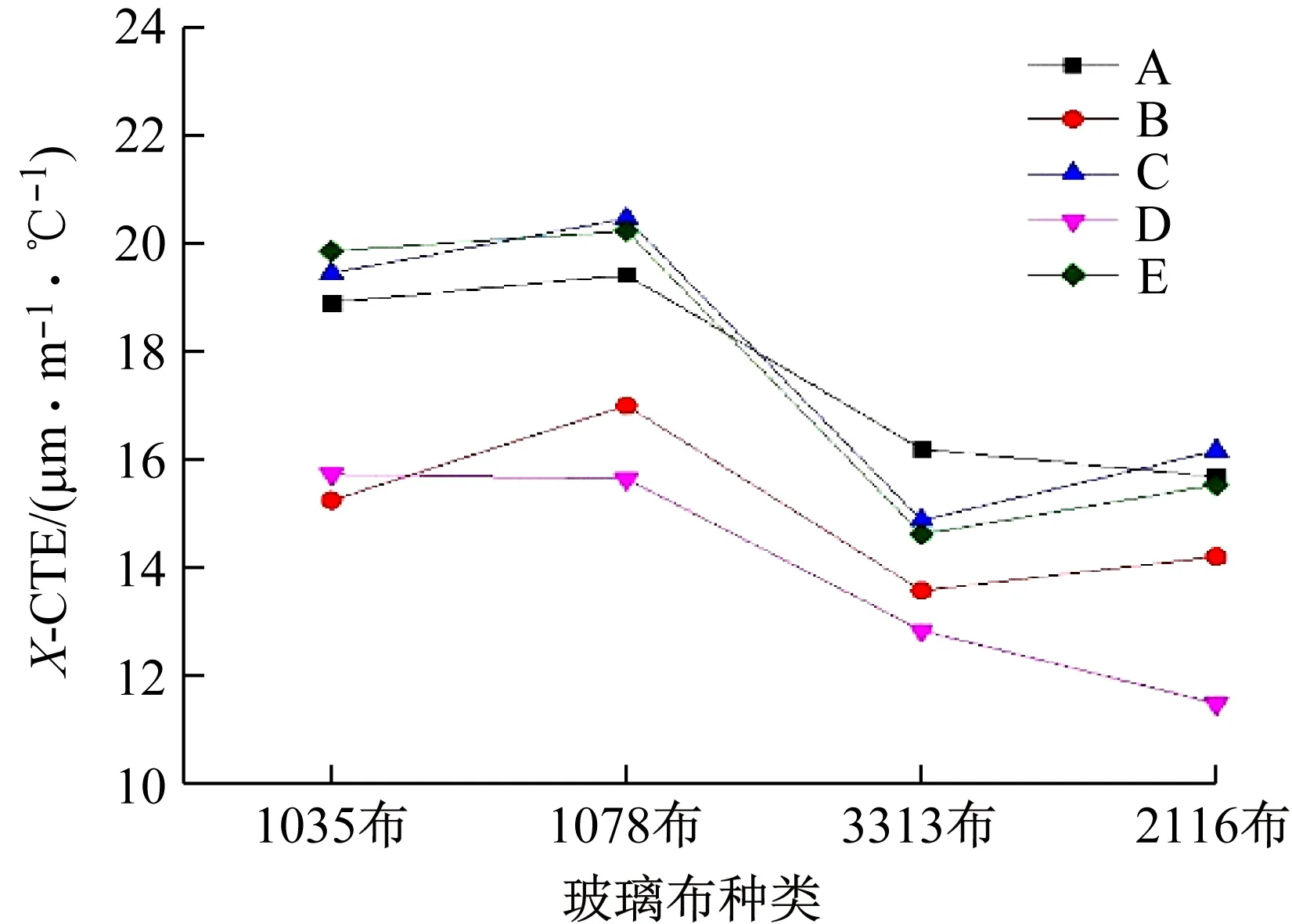
图1 A/B/C/D/E的X-CTE值
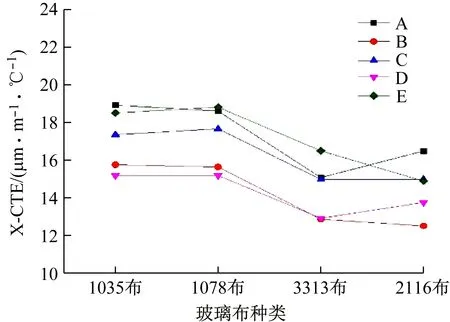
图2 A/B/C/D/E的Y-CTE值
2.2 实验方案
2.2.1 不对称4层板模型
本文使用4 层板模型,在CCL 层面,研究不同材料、不同配本叠构混压板的翘曲情况,如图3所示。以A 材料为基准,将A 和B 等其他材料芯板蚀刻后,使用A 材料,取2 张1078 PP,两面附上光面铜箔进行压合。压合温度210 ℃,压合时间120 min,试验板尺寸为310 mm×400 mm。测试压合后板材的翘曲情况,研究不同材料/配本间的翘曲差异。
2.2.3 覆铜板性能测试
参照印制电路协会(institute for printed circuits,IPC)标准及生益科技企业标准的检测方法,对覆铜板进行性能测试,主要测试项目及仪器如下。
(1)CTE(X、Y轴):热机械分析法(thermomechanical analysis,TMA)。
(2)翘曲度:钢尺测试。
3 结果与讨论
3.1 CCL基本物性测试
根据翘曲机理分析,固化温度(210 ℃)到室温的收缩量,可能会更好地表征出不同板材混压的翘曲情况,因此对不同材料进行相应温度的X/YCTE 测试,如图1和图2所示,A/C/E 的X/Y-CTE测试值较为接近,B/D的X/Y-CTE值较为接近。
3.2 4层混压板实验
3.2.1 A/B 4层混压板实验
使用图3 模型,考察A 与B 相同/不同配本间的翘曲情况,结果如图4所示。

图4 4层板A/B混压翘曲情况
由图4 可知,调整芯板叠层,PP 不变,B 材料的1035 布或1078 布搭配A 的3313 布,翘曲情况有明显降低,从X/Y-CTE 值来看,B 的1035/1078 布与A 的3313 布值更接近,因此在降温时收缩情况相近,说明B 与A 混压时,A 使用厚布(如3313、2116)搭配B 薄布(如1035、1078),可以有效降低整板翘曲度。
同时,由图4可知,当A/B材料使用相同配本时,混压板的翘曲高度较大,且均向A 面收缩,说明A 的收缩>B,与图2 和图3 中在相同玻璃布的情况下,A 材料的CTE 值>B 材料相对应。选取部分图片为例,如图5所示。
3.2.2 A与C/D/E 4层混压板考察
使用4 层板模型,考察A 与C/D/E 相同/不同配本之间的翘曲情况,结果如图6和图7所示。
由图6 可知,D 与A 相同配本时混压翘曲较大,更改配本后,D的1035和1078与A的3313搭配翘曲较小。

图6 4层板A/D混压翘曲情况
由图7 可知,A 与C 和E 相同配本混压,翘曲偏小(<1.5 cm),与图2 和图3 中A/C/E 的X/YCTE测试值接近相对应。
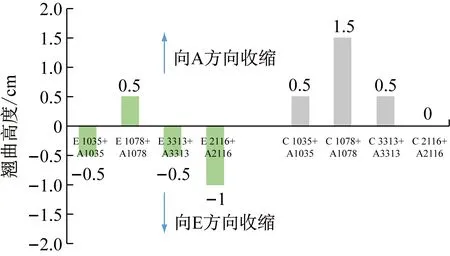
图7 4层板A/C/E混压翘曲情况
3.3 基本物性与混压板翘曲关联性分析
综上,不同材料的4 层板混压翘曲高度差异与X/Y-CTE值相对应。将同一材料X/Y-CTE的X与Y方向取平均值,以A 与B/C/D/E 的X/Y-CTE 平均值的差值为横坐标,以翘曲高度为纵坐标作图,比较X/Y-CTE的差值与翘曲高度的相关性。X轴正值表示A 的CTE 值大于其他材料,负值表示小于其他材料。Y轴正值表示向A材料方向翘曲,负值表示向其他材料方向翘曲。将薄布(1035、1078)和厚布(3313、2116)分别作图,如图8 和图9所示。由图可知,其趋势线性拟合程度R2分别为0.872 5 和0.762 1(R2越接近1 其拟合程度越高),表面X/Y-CTE差值与翘曲高度有明显相关性。
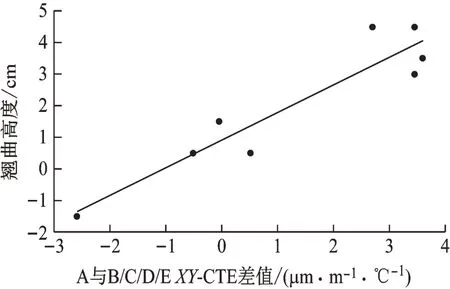
图8 薄布X/Y-CTE差值与翘曲高度关系
4 结语
本文利用4 层板模型,研究不同材料、不同叠构在混压时的翘曲情况,并通过基本物性分析结合翘曲表现,找到了关键物性指标与翘曲高度的对应关系。
在不考虑其他因素(包括PCB 层压参数、残铜率等)的情况下,得出如下结论:材料的X/YCTE 与混压板翘曲存在明显对应关系,选用X/YCTE 相近的材料或配本(玻璃布)进行混压可有效降低翘曲。后续在PCB 叠层设计时,可利用此结论降低不对称混压板的翘曲度。
猜你喜欢
工程力学(2023年8期)2023-08-16
中学生数理化·八年级物理人教版(2023年4期)2023-05-05
橡塑技术与装备(2022年12期)2022-12-12
印制电路信息(2022年11期)2022-11-30
哈尔滨工业大学学报(2022年5期)2022-04-19
苏州科技大学学报(工程技术版)(2021年1期)2021-04-22
纤维复合材料(2018年3期)2018-04-25
航空材料学报(2015年6期)2015-09-12
云南电力技术(2014年1期)2014-06-23
印制电路信息(2014年9期)2014-04-28