冷冲压模具料屑问题解析
2023-02-21 08:57陆飞雪程明山
汽车工艺与材料 2023年2期
陆飞雪 程明山
(一汽-大众汽车有限公司,长春 130011)
1 前言
白车身由上千个冲压单件组成,冲压件分为外覆盖件(发罩外板、翼子板、顶盖、前门外板、后门外板、侧围、后盖外板等)、内覆盖件(发罩内板、前门内板、后门内板、后盖内板等)、结构件(前后纵梁、左右前地板、中通道、轮罩、侧围内板、顶盖加强框等)。
冲压中心负责其中约30个核心制件的生产,料屑停台占比达38%,卷料从开卷落料,形成需求的板料形状,运送到生产线,用压机线冲出合格的冲压件。冲压生产的关键要素包括板料、设备、模具。
2 板料因素
冲压车身的材料涵盖了以下板料:普通冷轧钢板、普通镀锌钢板、铝板、不等厚激光拼焊板、高强度钢板,板料厚度从0.65 mm到2.8 mm不等。
2.1 板料料屑来源
2.1.1 板料划伤(图1)
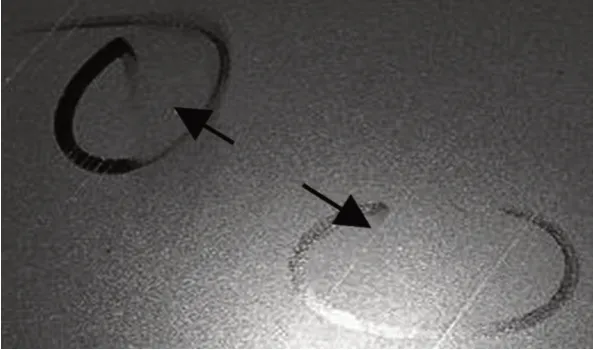
图1 板料划伤
料屑产生原因如下。
a.落料镶块光洁度不够,倒角不好;
b.落料模下模滚轮不光滑有损伤;
c.板料传输过程中划伤;
d.板料与导轮托架局部有干涉点;
e.滚轮卡住不转动与板料产生划擦。
解决措施如下。
a.对落料镶块问题区倒圆角,要求表面粗糙度Ra为0.3 μm;
b.针对划伤位置检查滚轮并抛光,表面粗糙度Ra为0.3~0.4 μm;
c.调整传输带横移,消除与板料干涉点;
d.对托架着色研修,消除干涉点;
e.更换标准滚轮。
2.1.2 板料镀锌层脱落(图2)

图2 镀锌层脱落
料屑产生原因:电镀锌、热镀锌板料锌层脱落造成。
解决措施:入口检测板料性能,更换合格板料。
2.1.3 板料落料过程中产生料屑(图3)
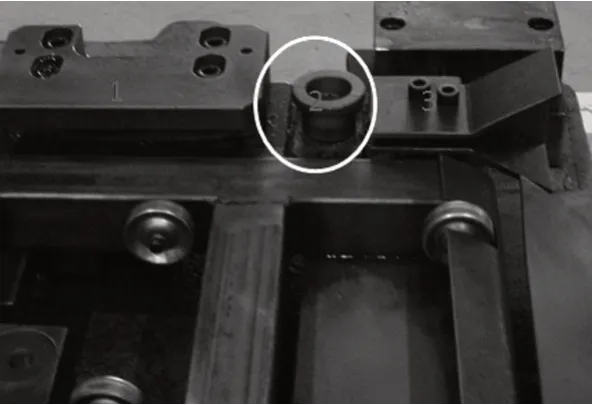
图3 落料模刮料屑
料屑产生原因如下。
a.落料模镶块刃口工作立面有积屑瘤;
b.落料模镶块刃口间隙过小造成料屑;
c.铝件落料模镶块刃口间隙过大造成料屑;
d.废料刀处二次切屑;
e.鸭嘴导向与板料侧挤压和刮碰造成丝状料屑。
解决措施如下。
a.针对刃口立面积屑瘤用400#~600#油石研修后,并用1500#以上砂纸抛光,要求表面粗糙度Ra为0.3~0.4 μm;
b.着色或用切纸调整刃口间隙,使其间隙合理;
c.通过调整落料镶块与挡台间隙+0.05 mm垫片,消除因间隙大造成针状料屑;
d.上模调整废料刀高度差1.5倍料厚,减小二次切屑长度,下模废料切断刀前段尖角局部打躲开,躲开长度略大于上模刺破长度;
e.鸭嘴定位只控制板料上下摆动,不控制板料左右移动,抛光鸭嘴定位消除拉毛区域,由内向外窜动鸭嘴定位距板料2~3 mm。
2.2 引申新模具验收
a.落料镶块刃口工作区高度上模保证8~10 mm,下模“封闭区”(如侧围门洞处)保证5 mm,其它保证8~10 mm,保证刃磨量;
b.鸭嘴双侧可调,调整范围共计7 mm(板料公差7 mm),导轮和鸭嘴定位考虑做成整体结构;
c.滚轮要求尽可能品字形布置,防止板料行进中下塌划伤,保证硬度及光洁度;
d.由于落料冲程19~46次/min,所以落料镶块材料Cr12Mov;淬火硬度58~60 HRC;
e.落料模镶块在维修过程中禁止用焊接方式修复刃口崩刃和磨损,通常是采用磨床磨锋处理。
3 设备因素
3.1 设备引起料屑原因
a.内表面件和外表面件混线生产,造成生产线的传输皮带工作表面不洁净(图4)。
图4 内外板生产时共用皮带
b.设备皮带间距调整不当造成板料与设备基体有磕碰(图5)。

图5 皮带间距不当
c.铝板料生产线拆垛用吹气分层时,把板料周围料屑吹入板料中间(图6)。
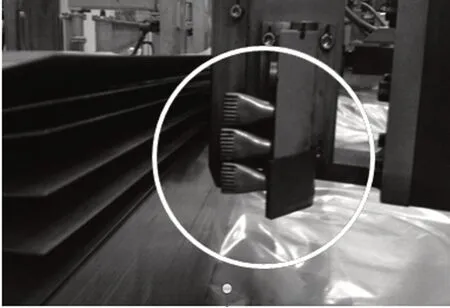
图6 板料分层装置
d.清洗机出口设备毛刷脏,板料清洗液储存槽中料屑和杂物堆积、清洗机清洗液过滤网损坏、造成板料清洗不彻底或二次污染(图7)。

图7 清洗机内部结构
e.压机精度不好,导致模具与压机匹配间隙偏差,造成模具刃口崩刃(图8)。

图8 模具在压机中匹配
f.机械手轨迹偏差,拉延板料投放或拉延件拾取时,发生与定位、模具刮擦现象,从而产生料屑(图9)。
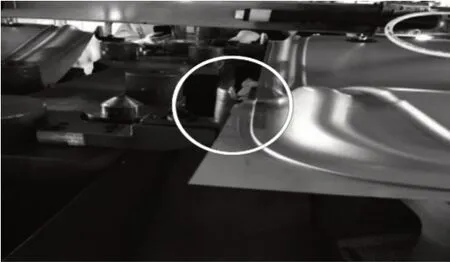
图9 放件磕碰定位
3.2 设备引起料屑的解决措施
措施一:内板件生产中不用清洗机,内板件生产结束后必须清擦设备传输皮带。
措施二:调整时皮带,将间距加大,使板料在传输带上平稳运行,调至板料运行边缘无下垂,从而消除与设备干涉,避免磕碰造成的料屑。
措施三:上料前板料要用钢刷刷掉板料立面堆积的料屑,并彻底清擦。
措施四:定期清理清洗机出口区毛刷、料屑及杂物堆积;定期清理板料清洗液储存槽内杂物;及时更换过滤网。
措施五:定期对压机滑块垂直度进行检查;定期对压机平行度进行检查;定期对工作台面及工作台下小车导轨面进行检查,及时补修损坏区。
措施六:拉延模在板料投放时要检查投放轨迹是否与定位和模具发生干涉,及时调整机械手曲线,使其投放板料过程中无干涉现象;拉延件取件时注意不能与定位和模具基体干涉,出现干涉问题及时调整机械手轨迹。
4 模具因素
从一张张板材到成品件会经过四序到六序模具冲压,总体归纳为拉延,修边,翻边3方面阐述。
4.1 拉延模
4.1.1 凸凹模
原因分析如下。
凸模主要特征线-锐棱滑移拉毛(图10)。
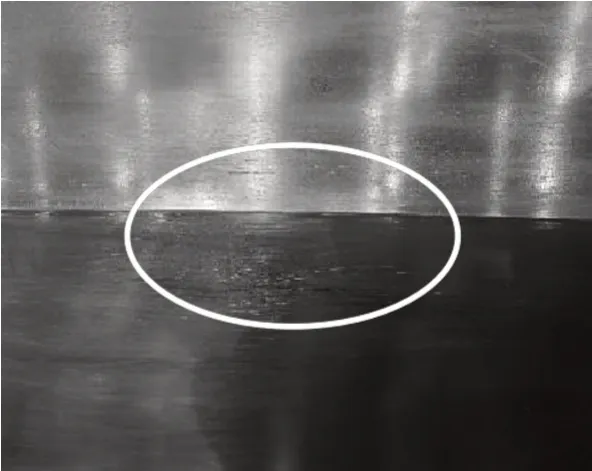
图10 锐棱拉毛刮料屑
拉延凸凹模表面光洁度不好(图11)。

图11 凸凹模拉毛
功能区域的烧焊和铸造砂眼(图12)。

图12 凸模砂眼缺陷
模具凸凹模R角小或R角切点不圆滑,与板料刮擦,造成R角局部拉毛,将板料锌层刮落(图13)。
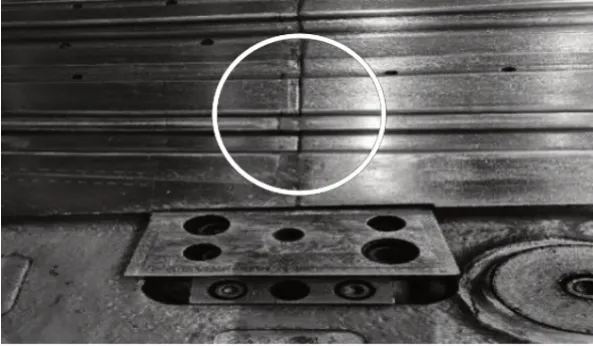
图13 拉延模R角过度不光顺
凸凹模成型立面间隙过小(图14)。

图14 立面间隙过小
解决措施如下。
a.用800#油石研棱线方向轻抛光;拉延模直接冲压出锐棱的,拉延凸模需进行电镀处理,可保护锐棱不磨损。
b.600#、1000#、2000#、2500#砂纸抛光,要求表面粗糙度Ra为0.2~0.3 μm。
c.用激光焊或氩弧焊焊接,R角用UTP600,其余部位T2000焊丝补焊。
d.放大R角主要消除R角区切点过渡棱点。
e.用拉延件着色研修凹模立面间隙研至料厚t+0.3 mm。
4.1.2 到底标记
原因分析如下。
模具到底标记位置设计不合理,导致刮料屑(图15)。

图15 到底标记
解决措施如下。
a.更改位置到最后成型且不走料位置。
b.抛光压印标记,消除锋利区。
c.在拉延件标记清晰的情况下适当降低到底标记高度。
4.1.3 定位
原因分析如下。
a.定位R不光顺产生刮料屑(图16)。

图16 定位刮料屑
b.定位损坏(图17)。

图17 定位损坏
c.定位工作区划伤、拉毛(图18)。

图18 定位拉毛
d.定位硬度不足,磨损严重(图19),定位安装槽或躲避孔刮料屑(图20)。
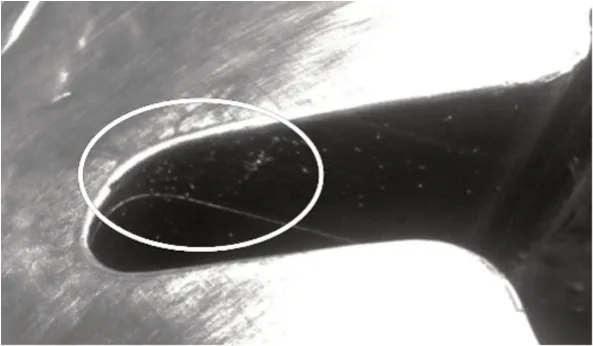
图20 躲避孔R角
解决措施如下。
a.定位工作区应无锐棱,倒角R为5~8 mm。
b.合模或开模时定位磕伤,用合金锉刀间损坏研修至圆润无棱角。
c.定位工作区抛光表面粗糙度为Ra为0.3~0.4 μm。
d.硬度要求粗定位54+4 HRC、传感器定位60+2 HRC;损坏区焊接UTP600焊丝研修。
e.定位安装槽或上模躲避孔倒圆角R为2~3.5 mm,圆润无棱角。
4.1.4 压料面
原因分析如下。
a.压料面边缘棱角刮料屑(图21)。
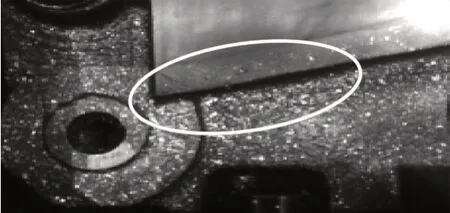
图21 压料面边缘刮料屑
b.压料面边缘磨损呈现沟槽(图22)。

图22 压料面边缘沟槽
c.走料模具压料面局部有硬点(图23)。
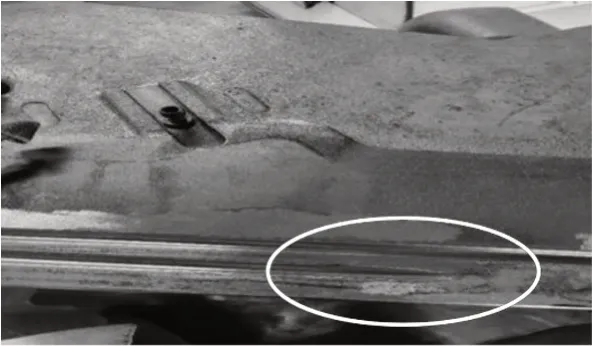
图23 压料面硬点
解决措施如下。
a.使倒角圆角>R3 mm;依次使用600#、1000#、2000#砂纸沿走料方向抛光,表面粗糙度Ra为0.3~0.4 μm。
b.用T2000焊丝烧焊并着色研修,使其表面粗糙度Ra为0.3~0.4 μm。
c.拉延模需保证平衡块着色的情况下,着色研修压料面,压料区间隙料厚t+0.1~0.2 mm,压料面抛光至Ra为0.4~0.5 μm。
4.1.5 筋与筋槽
原因分析如下。
a.拉延筋与筋槽间隙过小(图24)。
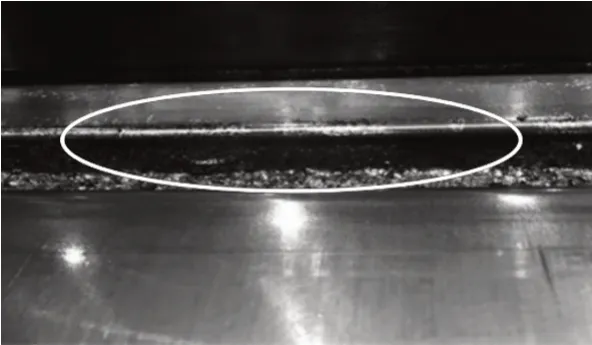
图24 筋立面刮料屑
b.拉延筋与筋槽R角有砂眼(图25)。

图25 筋砂眼缺陷
c.筋槽R角过小造成(图26)。

图26 筋槽R角过小
解决措施如下。
a.着色研修拉延筋槽立面;筋槽立面间隙料厚t增加0.1~0.2 mm;筋槽立面及R角抛光至Ra为0.3~0.4 μm。
b.砂眼通过焊接方式修复,用激光焊或氩弧焊焊接(氩弧焊丝采用UTP600)。
c.针对电镀锌板料筋槽R角≥2 mm;针对铝件或热镀锌板料筋槽R角应≥3.5 mm。
4.1.6 拉延半月定位
原因分析如下。
冲半圆孔翻孔冲头及半圆孔凹模R角小挤掉料屑(图27)。
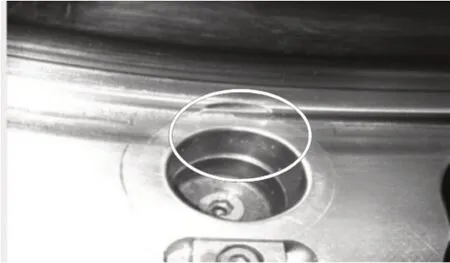
图27 半月定位孔刮料屑
解决措施如下。
电镀锌R角应>2 mm铝件及热镀锌R角应≥3.5 mm。
引申新模具验收内容如下。
a.铸件砂眼缺陷在项目前期要仔细检查。
b.到底标记位置在最后成型且不走料区域。
c.筋槽R角及半月定位R角要求:电镀锌R角应≥2 mm,铝件及热镀锌R角应≥3.5 mm。
d.定位的硬度检查及定位躲避孔的倒角要符合要求。
4.2 修边序
4.2.1 镶块
原因分析如下。
a.刀背干涉,刀背光洁度不够(图28)。

图28 刀背干涉
b.修边镶块刀背形状凸起过急(图29)。
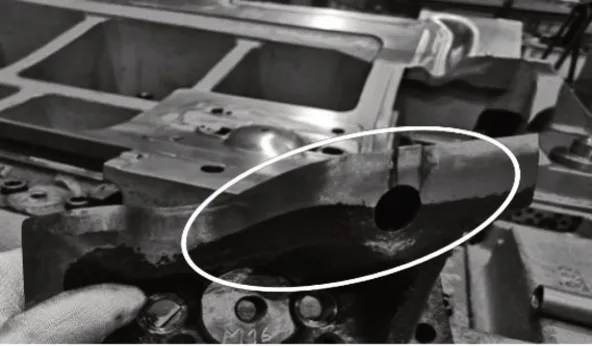
图29 刀背不随型
c.二次修边接刀处过切料屑(图30)。
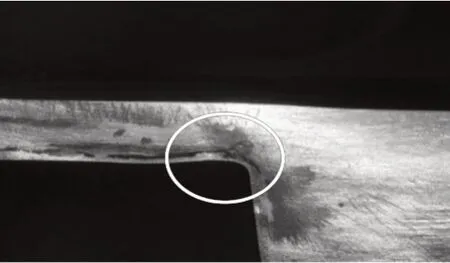
图30 接刀位置预切口
d.刃口磨损崩刃(图31)。
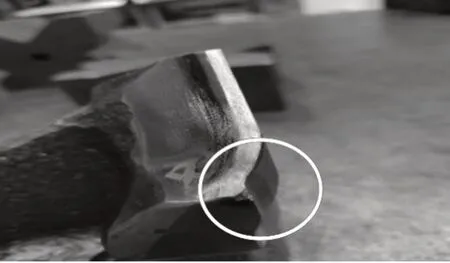
图31 刃口损坏
e.2个镶块间结合面间隙过大(图32)。
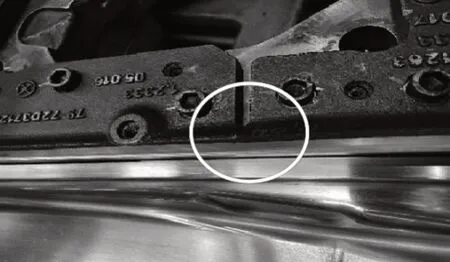
图32 镶块结合间隙
f.修边冲孔合入过深刮料屑(图33)。

图33 刃口合入过深
g.立切角度过大,钝角修边等(图34)。
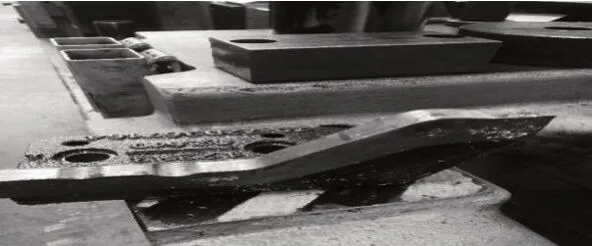
图34 立切镶块
h.刃口立面光洁度不够(图35)。

图35 刃口光洁度差
i.铝件负角度不足,积屑瘤严重(图36)。
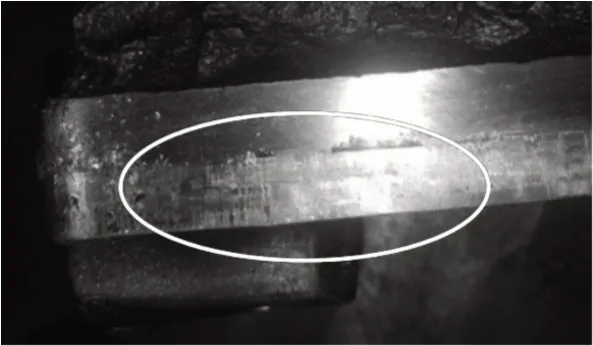
图36 积屑严重
j.镶块硬度不足(图37)。

图37 硬度不足拉毛
k.冲孔凹模非功能区干涉(图38)。
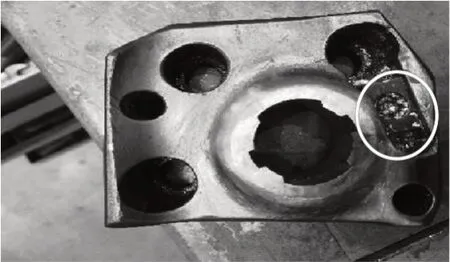
图38 凹模套边缘刮料屑
l.顶料销或顶料销帽过高与刮出料屑(图39)。
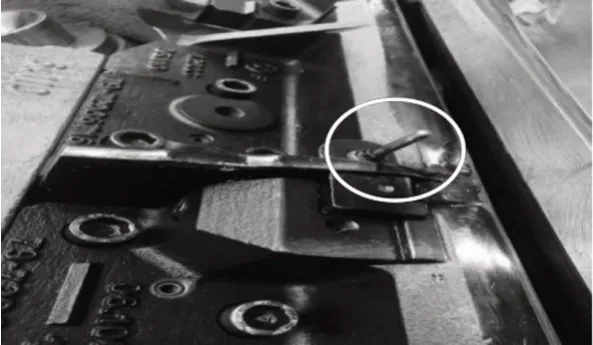
图39 顶料销刮料屑
解决措施如下。
a.修边凹模刀背随型研修,表面粗糙度<Ra0.5 μm。着色研修刀背区,研至压件过程刃口先进行冲裁工作,刀背与制件不产生划擦。
b.修边刃口保证同时切屑,避免波浪刃口。
c.一次修边做出预切口深度0.3~0.5 mm。防止二次修边产生过切。
d.修边镶块底面着色检查、垂直度检查针对问题进行研修,镶块基础做好后,对损坏区刃口进行烧焊并研修。烧焊坡口2~3 mm,氩弧焊焊接UTP600。
e.用激光焊或氩弧焊焊接接缝,焊丝选用UTP600;研修至<0.05 mm。
f.控制合入深度应2.5倍料厚。
g.立切为避免二次切削,制件应与下模随型,上模镶块研修至由内向外剪切方式切削[1]。
h.立面光洁度要求粗糙度<Ra0.5 μm。
i.铝件对修边凹模镶块垂直度研至是-2°,方法用-2°靠尺着色研修,当-2°不能满足时,镶块立面可研至-4°~-2°;铝件冲头直接采用-2°标准冲头。
j.方案一修边镶块淬火硬度不足,重新火焰或感应淬火;方案二通过焊接方式提升硬度,氩弧焊焊接,氩弧焊丝选用UTP600。
k.冲孔凹模非功能区与制件研修至无干涉。
l.顶料销端头倒圆无拉毛损伤,顶料销旋入深度足够避免顶料销上端与制件干涉。
4.2.2 压料板
原因分析如下。
a.压料板功能区光洁度不够(图40)。

图40 压料板光洁度差
b.功能区压料板空开不足(图41)。
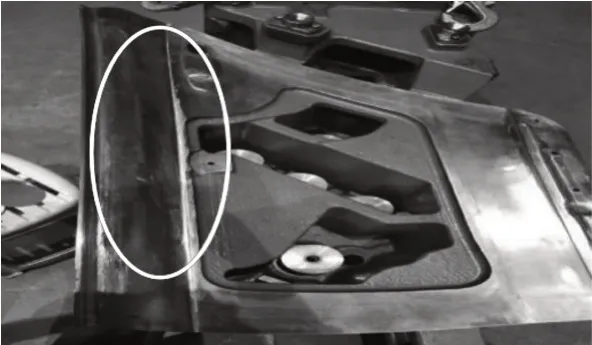
图41 压料板压料过宽
c.压料区域交接处棱角(图42)。
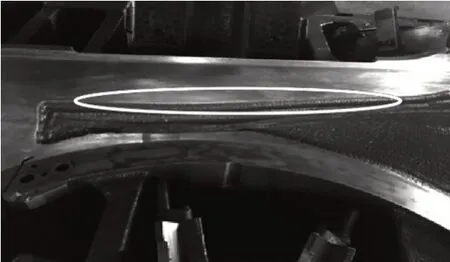
图42 压料板交接处棱角
d.压料板与镶块干涉产生料屑(图43)。

图43 压料板干涉
解决措施如下。
a.用油石精研,表面粗糙度Ra达到0.4~0.5 μm,消除压料板与制件划擦产生料屑。
b.功能区压料板空开的优化至压料板边缘压料宽度3~8 mm(修边序),压料区宽度8~35 mm(翻边序),注意压料着色必须压到制件边缘。
c.压料板功能区与非功能区交界处无棱角,R角应为3~5 mm,衔接圆滑。
d.通过对导板加垫,消除压料板导向大问题,着色研修压料板与修边镶块间干涉点,镶块与压料板间隙控制在0.3~0.5 mm。
4.2.3 修边间隙
原因分析如下。
a.二次切削造成修边间隙过小,导致料屑产生(图44)。
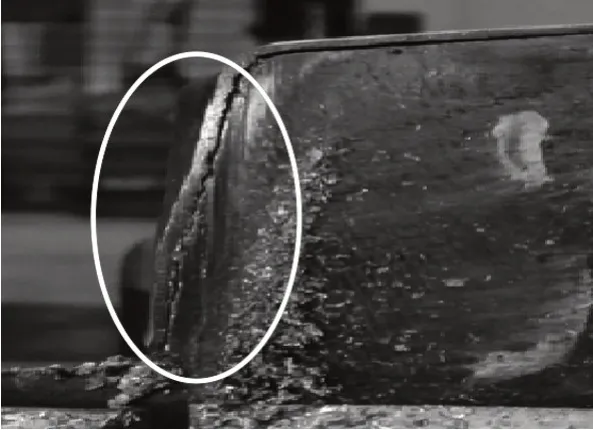
图44 间隙过小
b.刃口局部磨损或崩刃造成制件毛刺,毛刺会在整形或模具翻边时,毛刺会被拉掉产生料屑(图45)。

图45 制件毛刺
c.制件凸模局部型面低,对于铝制件修边产生二次切屑,导致掉针状料屑(图46)。
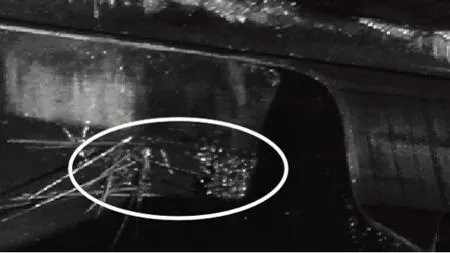
图46 针状料屑
解决方法如下。
a.制件与下模服帖,上模镶块研修至由内向外剪切方式切削上模镶块研修至由内向外剪切方式切削。用PAINT-MARKER涂漆涂色研修法和切纸研修法优化间隙。
b.刃口烧焊研修修复损坏区,修后压件毛刺符合质保标准,板厚0.7 mm或0.8 mm,理论最小毛刺0.03 mm,理论最高毛刺0.09 mm;板厚0.55 mm或0.6 mm,最高毛刺0.05 mm。
c.制件和凸模随形研修消除撕料过程,消除二次切削。刃口焊接需坡口2~3 mm,焊接选用UTP600焊丝。
4.2.4 废料刀
原因分析如下。
a.废料刀高度差位置掉料屑(图47)。
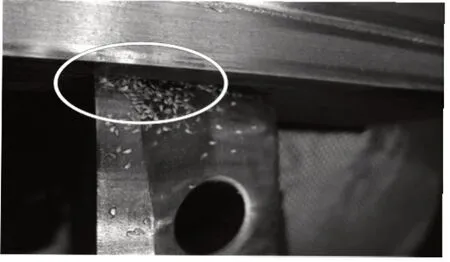
图47 废料刀高速差
b.合入顺序,接刀毛刺位置,切不断或过切产生料屑(图48)。
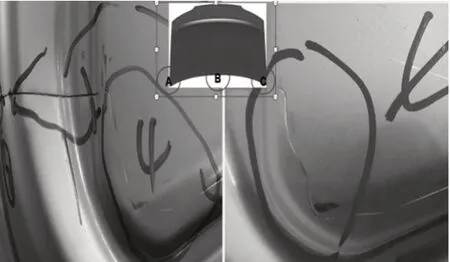
图48 修边顺序
c.弹簧刀、旋转刀等导向间隙、驱动位置不偏载(图49)。
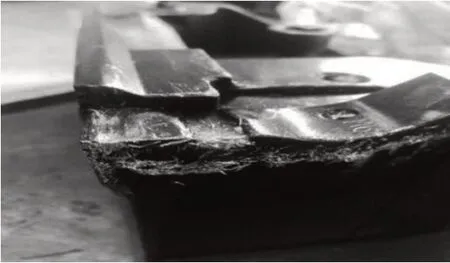
图49 弹簧刀导向间隙大切出料屑
d.废料下滑不畅,二次切屑(图50)。

图50 垫废料
解决措施如下。
a.上模调整废料刀高度差2.5倍料厚,减小二次切屑长度;下模废料切断刀前段尖角局部打躲开,躲开长度略大于上模刺破长度(与落料模废料刀维修方法相同)[2]。
b.凸模与制件随型,凹模刃口合入顺序优化、保持同时切屑,对于铝件尤为重要。
c.消除运动镶块的工作时滑动或转动间隙过小问题,着色研修滑配面,消除间隙小、拉毛、卡死等问题。
d.恢复损坏的顶料销,使废料排放通畅,避免向上带起垫在刃口处,导致模具损坏。
4.2.5 凸、凹模
原因分析如下。
铝件回弹大,制件与凸模型面不服帖问题,用手扶轻压可以服帖。模具压件高速生产时,压料板与制件划擦产生料屑。
解决措施如下。
凸模增加吸盘将制件吸附到凸模上;压料板增加压料吸盘;2种方法都是将制件与凸模服帖(图51)。

图51 与凸模不服帖
4.2.6 机加不到位
原因分析如下。
a.铝件冲头-2°没做到位,产生刮擦造成积屑瘤产生料屑(图52)。

图52 负角度没做到位
b.拉延件与镶块筋槽干涉,刮出料屑(图53)。
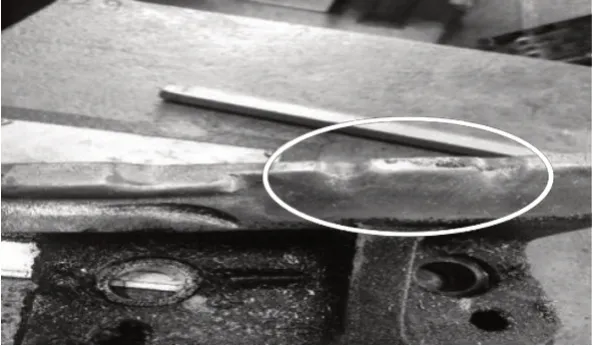
图53 筋槽部位干涉
c.机加部位未倒角刮料屑(图54)。
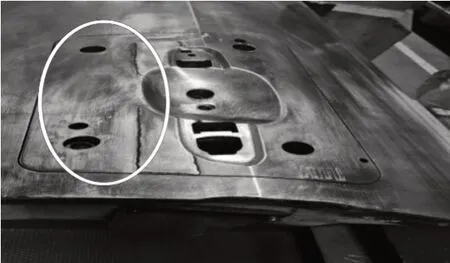
图54 机加孔未倒角
d.异形冲孔清根不到位刮料屑(图55)。
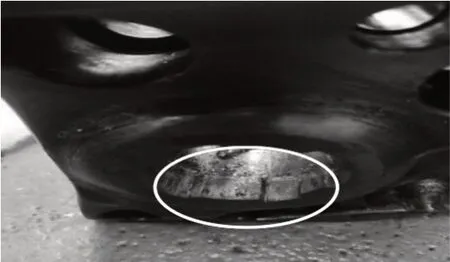
图55 清根未到位
解决措施如下。
a.铝件刃口工作区研至合入深度为4倍料厚。
b.研修拉延件筋槽区与修边该区域研修躲开,修边时尽量随型,非功能区研空开。防止压件时凸模、压料板、制件三者非功能区产生划擦,造成料屑。
c.镶嵌凸模各型面边缘R角机加部位倒角检查,研修躲开防止刮擦料屑。
d.异形孔清根要做好,工具可用合金锉刀研至间隙均匀。
引申新模具验收如下。
a.压料板非功能区的空开在前期加工出来。
b.镶块刀背机加到位,不能有顶制件现象。
c.冲头凸凹模等标准件注意厂家选用,避免机加不到位情况出现。
d.选用弹性废料刀或旋转废料刀时,注意驱动位置受力分析。
e.使用铸件镶块时注意字体不能阻挡废料正常滑落。
f.修边序废料区筋槽及形状建议根据拉延模拟验收合格后数模加工。
4.3 翻边整形序
4.3.1 镶块
原因分析如下。
a.翻边凹模R角过小刮料屑(图56)。
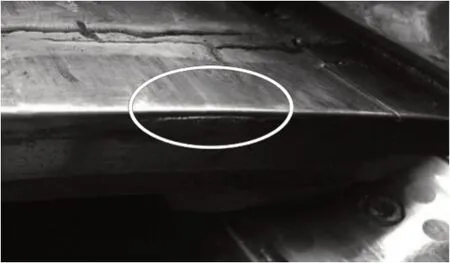
图56 R角刮料屑
b.翻边镶块接缝的间隙过大(图57)。
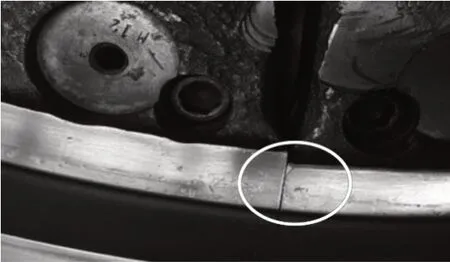
图57 接缝间隙过大
c.翻边镶块工作区局部表面粗糙度过大(图58)。
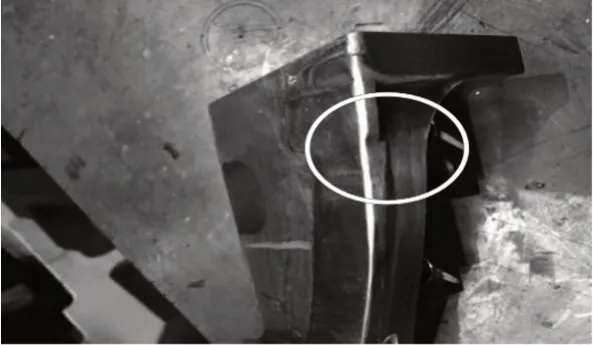
图58 粗糙度大
d.镶块硬度不足拉毛,拉出料屑(图59)。
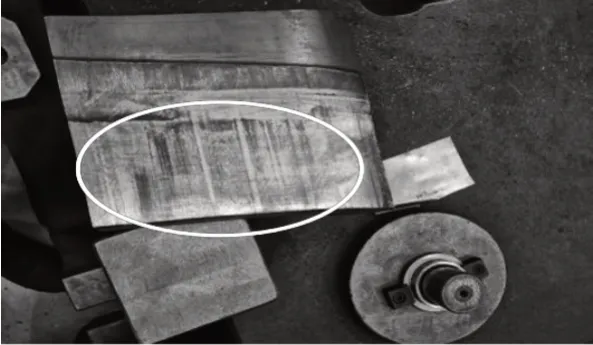
图59 镶块拉毛
解决措施如下。
a.凹模镶块翻边R角电镀锌板料研修R角应≥2 mm。凹模镶块翻边R角热镀锌、铝板料研修R角应≥3.5 mm。
b.通过焊接方式消除翻边凹模镶块接缝间隙,研修后<0.03 mm。
c.用油石延冲翻方向进行抛光,工作区表面粗糙度Ra为0.3~0.4 μm。
d.前期镶块材质问题,后期拟补方式是镶块工作区表面镀铬或做涂层类金刚石碳(Diamoud-like Carbon,DLC)处理。
4.3.2 翻边间隙
原因分析如下。
a.制件翻边区局部出现叠料、裂口现象,翻边顺序高低差过大(图60)。
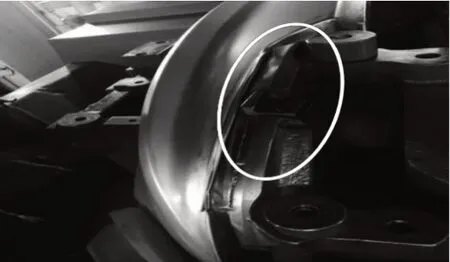
图60 翻边叠料
b.翻边镶块与制件随型不好(图61)。

图61 翻边刀背不随型烧焊研修
c.翻边间隙过小导致制件拉毛(图62)。

图62 翻边间隙过小
解决措施如下。
a.根据质件质量要求做好翻边顺序消除翻边区聚料过大造成的料屑。
b.研修翻边镶块刀背与制件干涉点。
c.镶块垂直度优化;间隙值料厚1.0~1.1倍。
4.3.3 夹持翻边
原因分析如下。
a.夹持压料过紧出现料屑。
b.夹持翻边R角过小刮出料屑(图63)。

图63 夹持翻边刮料屑
解决措施如下。
要求平衡块着色,压料间隙是料厚(1.1~1.2)t,夹持翻边R角为2~3 mm。
4.3.4 标记
原因分析如下。
零件号、周标、公司标记过于锋利或压印过深,导致整形或成形式产生料屑(图64)。

图64 凸模标记刮料屑
解决措施如下。
标识抛光消除锋利区,标识清晰情况下适当撤标记冲头下方垫片。
4.3.5 定位(图65)

图65 制件定位
a.定位安装槽与上模躲避孔倒圆角>3 mm。
b.翻边定位工作区应无锐棱,倒角为2~3 mm。
c.硬度要求:精定位58+4 HRC,粗定位54+4 HRC。
引申新模具验收如下。
a.压料板非功能区的空开在前期加工出来。
b.镶块刀背要随型加工。
5 结论
料屑问题具有复杂多样性,一种料屑可能会对应多种原因。目前的料屑停台多为铝件料屑停台,铝板材受材料机械性能影响较大,尤其长期高速生产,刃口磨损严重,进一步加剧铝件料屑。本文从不同层面进行解析,总结多方经验进行阐述。使料屑停台成下降趋势。
猜你喜欢
设备管理与维修(2022年21期)2022-12-28
锻压装备与制造技术(2022年2期)2022-05-11
金属热处理(2022年2期)2022-03-16
模具制造(2021年10期)2021-11-20
金刚石与磨料磨具工程(2021年5期)2021-11-06
模具制造(2021年8期)2021-10-20
金属加工(冷加工)(2021年8期)2021-08-26
探索科学(学术版)(2020年7期)2021-01-13
制造技术与机床(2017年7期)2018-01-19
山东工业技术(2016年15期)2016-12-01