浅析SUV顶盖后部上翻边压料芯结构改进
2021-11-20 09:51赵子海饶洋文谭植文侯东锋黄宏伟董晓光
模具制造 2021年10期
赵子海,王 毅,饶洋文,谭植文,侯东锋,黄宏伟,董晓光
(1.吉利汽车集团有限公司ME中心,浙江宁波 315336;2.东风商用车车身厂,湖北十堰 442000)
1 引言
SUV顶盖后部形状比较复杂,铰链面在此区域,且两侧与流水槽搭接,后部轮廓与背门总成匹配所以顶盖后部的制件质量和尺寸精度对车身质量有较大影响。
2 常见的SUV顶盖后部前工艺方案
(1)某SUV车型顶盖后部工艺方案如图1所示。由拉伸、侧整形、修边侧修边冲孔、上翻边整形4工序完成。
(2)该方案侧整形区域工艺要点如图2所示。
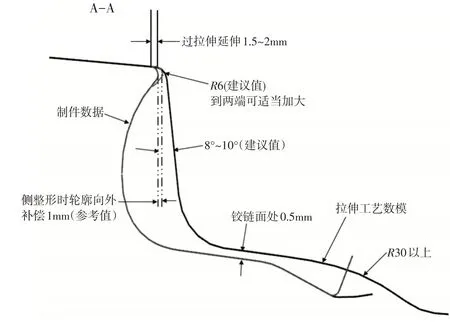
图2 SUV顶盖后部工艺要点
a.后部中间区域,根据以往经验,侧整形后轮廓会缩小1mm左右;所以中间区域过拉伸一般延伸1.5~2mm,到两端过渡到0,侧整形时中间区域轮廓会补偿1mm左右(参考值)。
b.拉伸数据尽量接近制件数据,减小整形量,铰链面与拉伸面距离制件0.5mm;为避免侧整形时拉伸圆角痕迹到铰链面上产生较重的印痕,拉伸时对应区域R做大到R30mm以上。
c.侧整形区的拉伸数模拔模角做8°~10°,上R做到R6~R8mm,尽量接近制件。
(3)顶盖后部侧整形处铰链面起皱对策。
顶盖后部侧整形时,因为不同位置的拉伸与制件,截面线长比值相差较大,造成侧整形进料不均匀,制件起皱。解决起皱一般通过外面加侧压料芯,截面线长比尽量通过工艺手段接近;制件形状优化变平缓等。
某SUV顶盖制件,为改善流水槽的工艺性,制件后部两端下扎严重,这更加重了铰链面处侧整形波浪起皱,所以侧整形工序把制件此处抬高5mm左右,减轻侧整形铰链面处的起皱,最后工序上翻边时把抬高的5mm整下去,如图3所示。
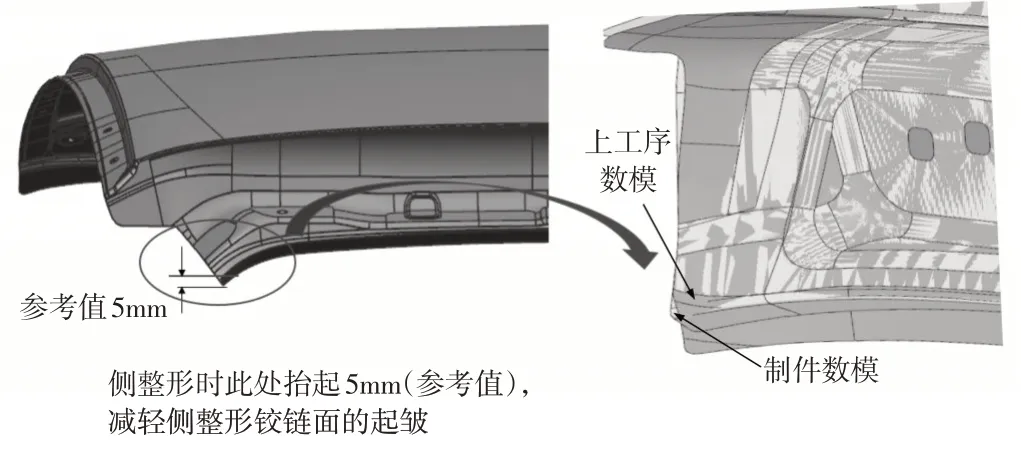
图3 侧整形工艺优化图
3 顶盖后部上翻边工序压料芯结构优化
3.1 常规的压料芯机构
常规的压料芯结构如图4所示,压料芯为一个整体,局部上翻边处增加镶块,便于回弹调整。
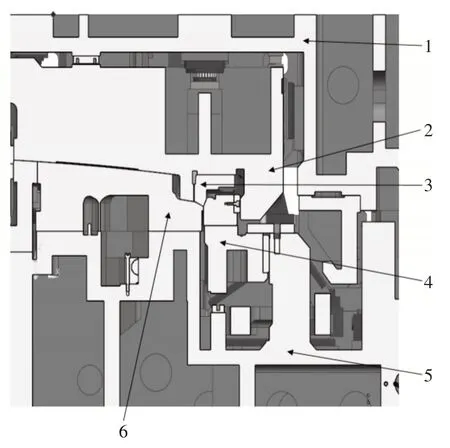
图4 常用的压料芯结构图示
该结构缺点:
(1)由于上翻边两端有下整形量或者工序件侧整形处回弹大,压料时有下整形量区域或者侧整形回弹大区域先与压料芯接触,造成制件变形或者A面处缺陷。
(2)因为上翻边凸模为压料芯,所以压料芯需墩死,造成A面压伤。
3.2 改进后的压料芯机构
改进后的压料芯机构如图5、图6所示。压料芯在侧整形区域分成大小两个压料芯,压A面处的大压料芯行程比压侧整形处的小压料芯行程大10mm;保证A面处先用大压料芯压住料,再用小压料芯把压侧整形区域的非负角处压住,另外小压料芯还作为两端下整形的凸模。
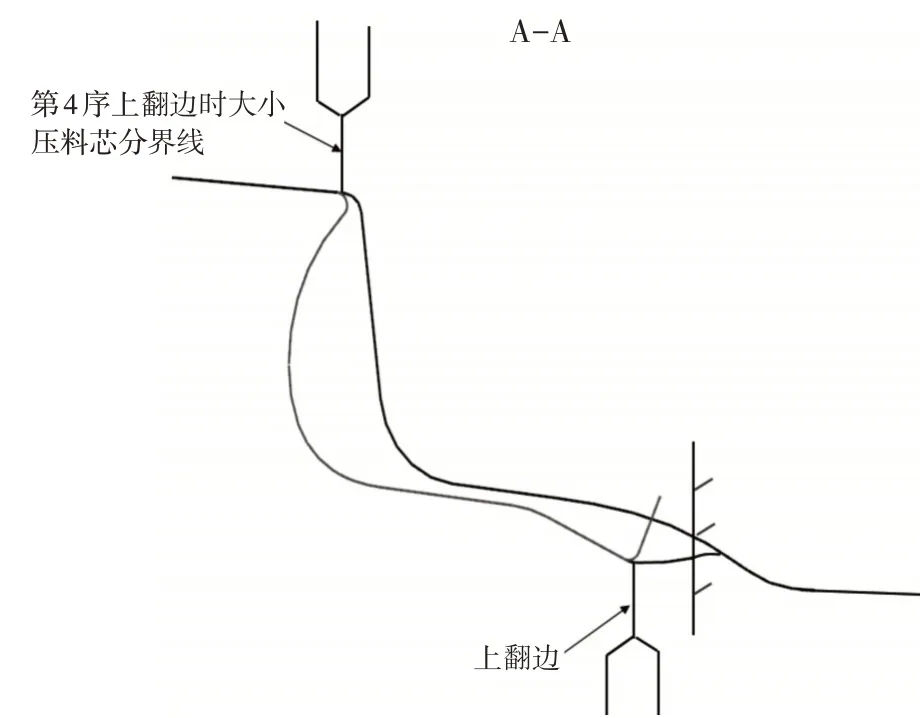
图5 改进后的工艺图
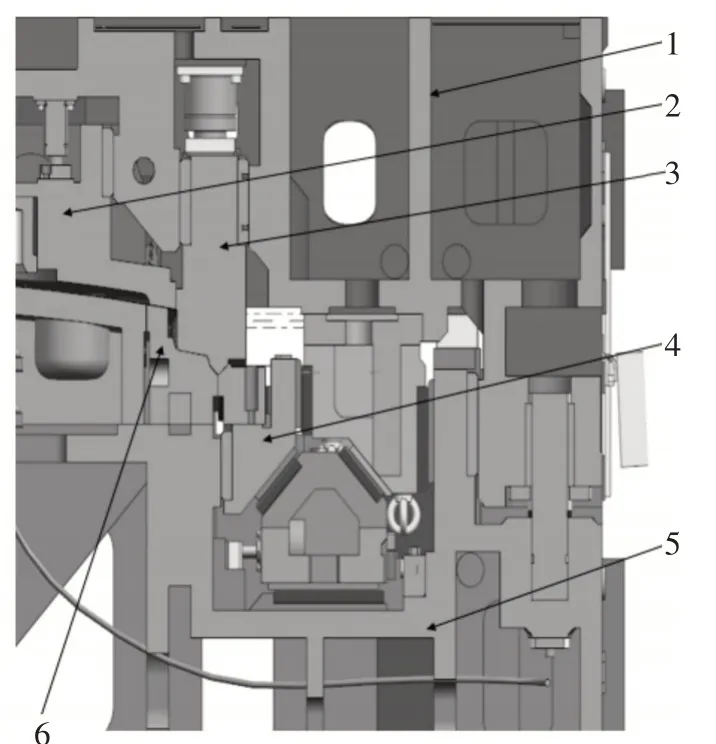
图6 改进后的压料芯图
该结构优点:
(1)大压料芯不墩死,小压料芯墩死,避免了A面处的压伤,还能保证下整形处的整形质量。
(2)大压料芯行程比小压料芯大10mm,保证A面处先压住料,避免了由于侧整形回弹和两端的下整形引起的,压料芯先局部接触回弹大处或下整形处,造成的A面缺陷和制件变形。
4 结语
本文主要针对SUV顶盖后部上翻边时由于压料芯不同时接触制件,易产生A面缺陷和制件变形,采用了两个压料芯结构进行改进,提升了顶盖制件精度质量,并能满足顶盖外板冲压件稳定保质生产,为类似制件成形提供了一种改善思路。
猜你喜欢
模具制造(2022年3期)2022-04-20
模具制造(2022年2期)2022-03-25
汽车实用技术(2022年3期)2022-02-24
模具制造(2021年6期)2021-08-06
锻造与冲压(2021年12期)2021-07-01
模具制造(2021年2期)2021-03-31
客车技术与研究(2020年4期)2020-09-04
汽车实用技术(2019年6期)2019-04-11
时代汽车(2018年2期)2018-05-31
文苑·感悟(2015年3期)2015-03-12