工程机械用钢Q960E高强钢焊接工艺研究
2022-08-23 02:56樊新波王桂红王志辉易传佩
机械工程与自动化 2022年4期
樊新波,王桂红,王志辉,易传佩
(1.湖南工业职业技术学院,湖南 长沙 410208;2.湖南机电职业技术学院,湖南 长沙 410151)
0 引言
随着“中国制造2025”和“一带一路”战略的实施,将进一步促进我国装备制造业的升级转型和技术革新。低合金高强钢以其低成本、高强度、高韧性、易焊接易加工、可有效减轻设备自重等优点在工程机械、高层建筑、油气运输、海洋设施和压力容器制造等行业得到广泛的应用,其焊接性主要考察两方面,即裂纹敏感性和焊接热影响区的力学性能。因此,为了研究低合金高强钢Q960E焊接性能,得到满足工程应用需求的焊接工艺,进行了斜Y坡口焊接裂纹试验和焊接工艺试验,试验结果可为Q960E钢板在工程机械中的应用提供参考。
1 试验材料
选用Q960E板材作为焊接母材,交货状态为淬火+回火,试板尺寸为500 mm(轧向)×225 mm×30 mm。试板的化学成分和力学性能如表1和表2所示。

表1 试板的化学成分(质量分数)%

表2 试板的力学性能
2 斜Y坡口焊接裂纹试验
采用GB4675.1-84《斜Y型坡口焊接裂纹试验方法》,对厚度为30 mm的Q960E钢板冷裂纹敏感性进行评价。试板按焊前预热温度分为4组:室温18 ℃和预热温度100 ℃、120 ℃、150 ℃,每组准备2对试板。试件形状和尺寸如图1所示。
焊接试验选用Ф4.0 mm的CHE107Cr焊条,烘干温度为400 ℃,保温1 h;环境温度为15 ℃~20 ℃,环境湿度为45%~60%;电源极性采用直流反接,焊接电流为170 A~180 A,焊接电压为22 V~24 V,焊接速度为150 mm/min。

图1 试件形状和尺寸
焊完经过48 h的自然冷却后对试验焊缝表面进行渗透着色检测,没有发现表面裂纹,然后将每组试验焊缝切成4片5个断面进行裂纹检查,试验结果见表3。
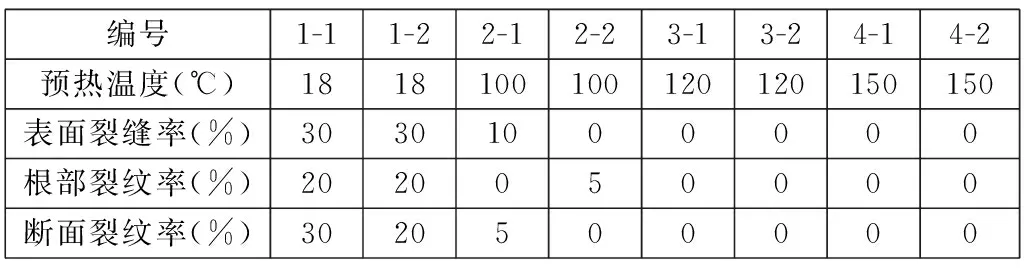
表3 斜Y形坡口焊接裂纹试验结果
Y形坡口焊接裂纹试验结果表明:在120 ℃和150 ℃的预热条件下试板焊缝表面均无裂纹。综上所述,Q960E钢焊接时需预热120 ℃,考虑到Q960E强度较高,对于复杂构件需要预热到150 ℃。
3 焊接试验
3.1 焊接材料及设备
选用美国林肯455M/STT焊机,分别采用德国蒂森、德国斯坦因以及国产中冶宝钢直径为Φ1.2 mm的焊丝,进行熔化极混合气体保护焊焊接对比试验,保护气体为80%Ar+20%CO2富氩保护气体。焊接材料如表4所示。

表4 焊接材料
3.2 焊接工艺参数
采用X形坡口,坡口角度为单边30°,依次进行打底层、中间层和盖面焊接,焊接顺序如图2所示,焊接工艺参数见表5。

图2 焊接顺序

表5 焊接工艺参数
3.3 力学性能试验
3.3.1 焊接钢板拉伸试验
分别对不同焊接工艺的焊接接头按横向切取加工成带肩全厚度拉伸试样(如图3所示)进行拉伸试验,试验结果见表6,均符合标准要求。

图3 拉伸试样实物照片
3.3.2 弯曲试验
采用横向取样加工制备厚度为10 mm全厚度侧弯试样4件,试验压头直径d为60 mm、弯曲角度为180°。试验在室温下进行,试验完成后在试件弯曲部分外侧没有发现裂纹或起层等缺陷(如图4所示),所有试样侧弯试验结果为合格。

表6 试样焊接接头拉伸试验结果

图4 试样侧弯实物照片
3.3.3 冲击试验
对焊接接头进行夏比V型缺口冲击试验,冲击试验温度为-40 ℃,焊缝金属的缺口轴线在焊缝中心线上,热影响区的缺口轴线分别位于熔合线和熔合线外2 mm,并且垂直于板厚方向。焊缝金属及焊接热影响区的冲击试样取样部位均为板厚表面1 mm~2 mm处。冲击试验结果见表7,所有试样均满足要求。

表7 接头不同位置试件冲击结果
3.4 金相组织
图5为Q960E-01号试样截面的金相组织。通过观察可知:焊缝区组织为针状铁素体+细小的马氏体,焊缝区温度高,冷却速度快,形成针状铁素体使焊缝金属具有较好的韧性;粗晶区主要为板条马氏体,由于该区域高温停留的时间较长,原奥氏体晶粒内部形成具有一定交角的马氏体板条,由于碳原子固溶强化以及位错密度大,使其硬度值相应偏高;细晶区组织为细小的索氏体+贝氏体,组织均匀,塑性韧性较好,细晶区经过高温回火得到了索氏体,少量马氏体转变为粒状贝氏体,因此其组织为回火索氏体和粒状贝氏体混合组织,晶粒大小不均匀,该区的强度和硬度有所下降,形成软化区。
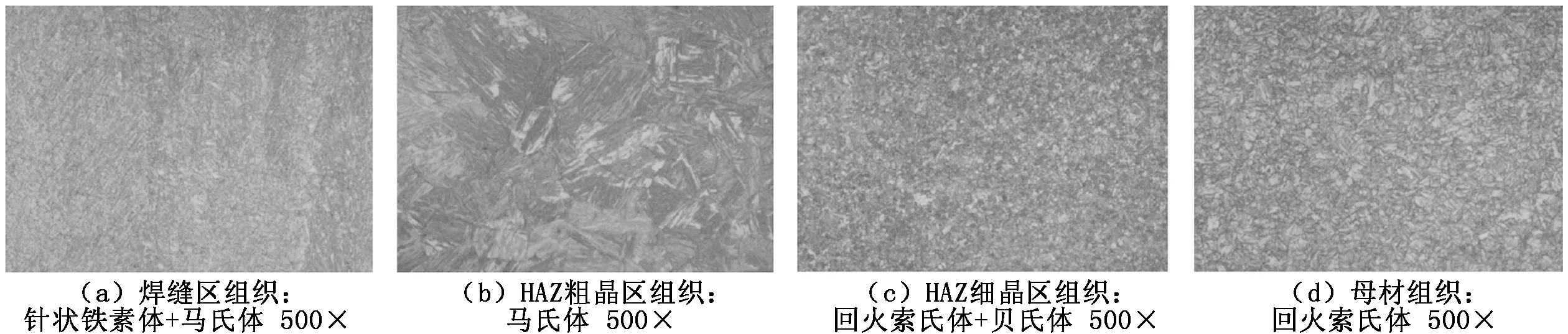
图5 Q960E-01号试样金相组织
4 结论
通过斜Y坡口焊接裂纹试验,得知Q960E钢焊接时需预热120 ℃,复杂构件需预热150 ℃。在热输入为8 kJ/cm~10 kJ/cm条件下,选择三种焊丝材料对Q960E钢板进行富氩CO2焊焊接对比试验,评定在不同焊接热输入下钢板的焊接性,焊接试板完成后外观检验合格,经超声波检验均达到I级标准,焊后进行力学检测以及金相分析,结果表明,在8 kJ/cm~10 kJ/cm焊接热输入下,能获得良好力学性能的焊接接头,Q960E的焊接性能良好,能够满足工程需要。
猜你喜欢
热处理技术与装备(2022年5期)2022-10-26
材料科学与工程学报(2022年4期)2022-08-25
中国金属通报(2022年1期)2022-06-02
理化检验(物理分册)(2022年3期)2022-03-31
大连交通大学学报(2021年6期)2021-12-13
铀矿冶(2021年2期)2021-05-24
石油化工腐蚀与防护(2021年2期)2021-04-27
中国新技术新产品(2020年6期)2020-06-19
热处理技术与装备(2019年4期)2019-09-13
表面技术(2019年6期)2019-06-27