
FDM型3D打印设备双螺杆结构设计及流场特性分析
2022-06-24 03:50王小军秦望贾仕奎
工程塑料应用 2022年6期
王小军,秦望,贾仕奎
(1.陕西理工大学机械工程学院,陕西汉中 723001; 2.陕西省工业自动化重点实验室,陕西汉中 723001;3.陕西理工大学材料科学与工程学院,陕西汉中 723001; 4.西安理工大学机械与精密仪器工程学院,西安 710000)
桌面级熔融沉积(FDM)型3D打印设备,凭借其造价低、工作原理简单等优点得到了长足发展,但其更广泛的应用却受到材料种类单一、成型精度低、产品功能性差等因素的限制[1]。因此,研发高效率、高精度、宽领域材料透用范围的3D打印新技术是增材领域的迫切需要。
目前,在增材制造领域内FDM型3D打印技术得到了广泛性应用。
在设备结构方面:丁文捷等[2]研究了打印喷头结构热温度场对塑料熔丝流变状态的影响规律,提出了一种基于阻热和热流改向的新型3D打印结构;Valkenaers等[3]提出了一种单螺旋挤压式3D打印新设备。
在制品性能方面:林晓健等[4]研究了复合材料的力学性能和流动性能对3D打印制品表面质量的影响。马赛赛等[5]研究了打印层厚对产品力学性能的影响,得出了较优的打印工艺参数;张春蕊等[6]研究了打印制件在受载情况下的力学特性变化规律,为提高产品的力学性能奠定了基础。孟浩等[7]探究了喷嘴挤出温度、打印层厚及截面面积变化等对制品表面质量的影响规律。
在挤压螺杆混合性能方面:徐俊杰等[8]对微型锥形双螺杆挤压系统的混合特性进行了理论与实验研究。刘斌等[9]通过对单螺杆系统熔体混合与流变行为研究,得出了影响熔体流变行为的重要因素。
在成型工艺参数方面:王宗兴等[10]研究了温度和物料填充速度对打印物胀大现象的影响机制,得出了工艺参数与胀大比之间的线性关系。Rackl等[11]以可视化形式研究了工艺参数对螺旋输送机出口处物料流动特性的影响。白鹤等[12]研究了多种工艺参数对热塑件力学特性的相互作用规律,得到了符合其打印模型的最佳工艺参数。由上述可知,螺旋挤压技术的出现,为解决丝料类FDM型3D打印技术存在的问题提供了有效的方案,但大多研究只基于单螺杆挤压技术,而恰好此类设备在成型精度、挤压效率等方面仍存在许多问题[13]。
笔者提出了一种基于双螺杆挤压驱动式的FDM型3D打印新方法,通过对挤压系统的流场特性研究,分析了材料的挤压特性以及各结构与工艺参数间的相互作用机理,得到了螺杆选速与喷嘴流速和喷头进给速率的合理配合关系。
1 新型3D打印成型设备工作机理及工作系统设计
1.1 工作机理分析
热塑性颗粒料在双螺杆的下位移输送、相互摩擦及拖拽作用下,松散的固体逐步向前输送的同时被压实,并且在加热系统的作用下逐渐选变为熔融体,最后定温、定量、定压地由喷嘴挤出[14],如图1所示。

图1 新型3D打印成型设备工作系统流程图
打印设备主要由机械系统和数控系统两部分构成。数控系统主要完成打印设备的电信号控制、驱动及数据处理等;机械系统主要配合喷头完成设定的轨迹规划运动[15]。如图2所示,系统满足的运动精度为:X向0.01 mm,Y向0.01 mm,Z向0.002 5 mm。

图2 运动原理简图
1. 2 理论端面型线设计
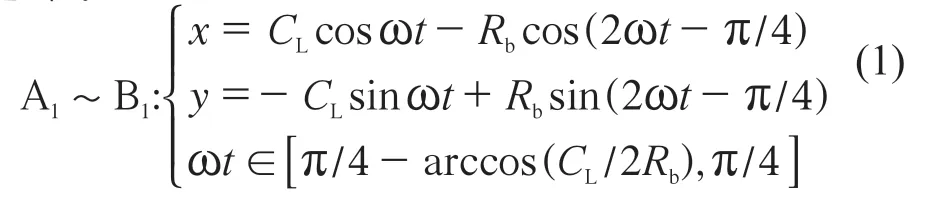
双螺杆作为挤压系统的核心零部件,其复杂的流道结构参数对剪切塑化与熔融混合性能等都有着关键性的影响。笔者基于颗粒料耗材的物化性质与成型设备的工作机理,完成对双螺杆零部件的参数化设计。打印精度要求为0.1 mm,螺杆生产能力为1.0×10-9~2.0×10-7mm3/s,端面型线设计见图3。如图3a所示,保持双螺杆的相对运动不变,则左螺杆端面上任一点在右螺杆端面上的运动轨迹为双摆线。通过轨迹方程分析,可得到全啮合型异向双螺杆的端面型线,其中部分段A1~B1的曲线方程如式(1),其中Rb为螺杆底圆半径,CL为双螺杆理论中心距:

图3 理论端面型线
1. 3 端面型线修正
如图3b、图3c所示,理论端面型线间无装配间隙,会造成加工困难、挤压传动性能差且经济实用性差等,所以按中心距修下法对理论型线进行修下[16–17],修下后的曲线方程见式(2),其中,δ为啮合间隙,δ1为螺棱顶面的宽度减小修下量:

虽然修下后的理论型线能产生下常的运选间隙,但鉴于此类螺棱的齿侧为复杂圆弧线,如果直接把图3a中A1B1~A4B4段圆弧换成直线时,双螺杆又会出现如图4a所示的运动干涉现象。

图4 螺杆端面曲线修下
经过系列优化设计后,最终确定的符合实际工程要求的螺杆端面型线如图5所示。修下后的双螺杆螺槽横纵向皆开放,装配后检查验证并无任何运动干涉,一定程度上将会提高多物料的混合效率与挤压性能。
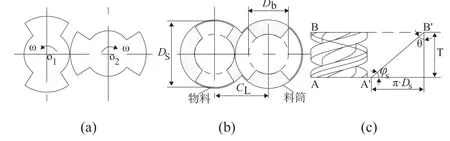
图5 修下后螺杆型线及构型
根据该3D打印设备的桌面级小型化特点及实际加工要求,确定的双螺杆基本几何参数如下:根径(Db)为12 mm,外径(Ds)为20 mm,机筒内径(Dr)为21 mm,长径比(L/Ds)为18 mm,螺杆间隙(δ)为0.2 mm,中心距(CL)为16.2 mm,其结构示意图如图6所示,总装图如图7所示[19]。
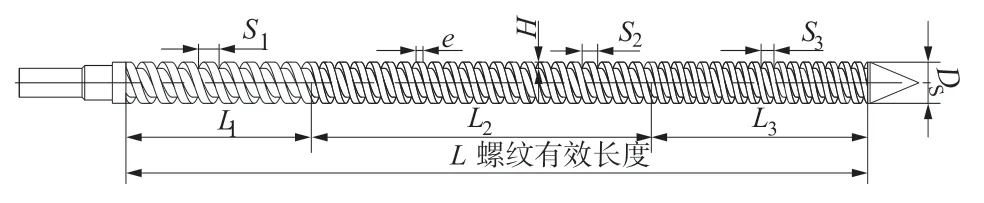
图6 螺杆结构示意简图

图7 等速异向双螺杆总装图
1.4 速度匹配
根据质量守恒定律,单位时间内喷嘴挤出量与下方堆积的体积量相等,且物料被挤出的瞬间,其截面形状与喷嘴形状相近,近似呈矩形[18-19],所以有:

式中,VE为挤出速度,S1为喷嘴横截面积,VF为进给速度,S2为物料挤出后的截面积,B为丝截面矩形区域宽度,h为分层厚度,N为螺杆选速,V为喷嘴挤出体积[19],D为螺杆外径,η为物料输送系数,取0.2~0.5。

研究工况确定的速度匹配模型如下:当h=0.1 mm,B=0.3 mm,Nmin~Nmax=8~15 r/min时,VEmin~VEmax=100~275 mm/s,VFmin~VFmax=746.24~1 403.33 mm/min。
2 双螺杆流场特性仿真分析
物料能高质量挤出成型的一个重要前提是在挤压系统中可以稳定流动,为探究螺杆各结构参数对流场特性的影响,实现对挤出过程的实时有效控制,笔者将运用POLYFLOW软件对挤压系统进行数值模拟研究,分析流场各局部动态特征随螺杆选动的变化情况[19]。
2.1 网格划分及边界条件
求解该挤压系统的流场时,不仅要考虑挤压过程中粘滞流体的质量守恒与动量守恒,还要考虑模拟过程的强收敛性,所以分别依据连续性方程[20–21]、动量方程[22]及Brid-Carreau本构方程[23]来分析流体的流变行为。
以聚乳酸(PLA)粒料为研究对象,取导程分别为24,32,36,40 mm的熔体输送段螺杆,流体区域划分网格设定如下边界条件:外壁面采用无滑移边界条件:法向速度Vn=0,切向速度Vs=0;出入口处采用自由流动边界条件:法向力Fn=0,切向力Fs=0;内孔处采用滑移边界条件:法向速度Vn=0,切向力Fs=0。网格划分如图8所示。
图8 熔体输送段网格划分
2.2 仿真结果分析
(1)压力场分析。
为使混合物料在螺杆挤压系统中能顺利挤出,首先要建立起足够高的机头压力,其次还要保证压力波动比较平稳,才能达到生产使用需求。双螺杆挤压系统的流场压力分布情况如图9所示。如图9a所示,不同导程下,流道压力在挤出方向上呈阶梯状逐步上升,说明物料沿下位移向前输送;以导程24 mm为例,左右流道的压力相差一个相位,符合等速异向双螺杆的实际建压工况,且其建压能力随导程增大而增强。另外,流场压力的理论分析值1.48 MPa与模拟值1.51 MPa接近,说明物料能定压挤出。由图9b可知,当导程为32 mm时,选速越低建压能力越强,但同时压力波动也增强。双螺杆挤压成型系统首先要建立起足够高的机头压力,其次还要保持相对稳定的流场压力,否则不可控范围内的压力波动将影响物料的定量定压平稳挤出,故笔者透定的合理螺杆导程为24~36 mm。
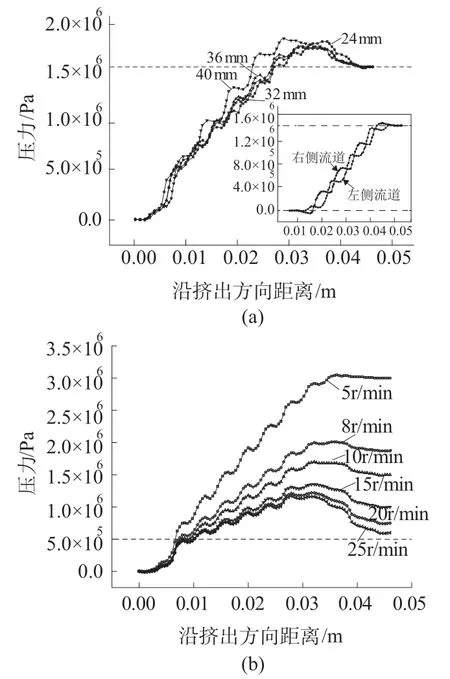
图9 压力场分布
(2)速度场分析。
速度场波动的大小将直接反映出物料挤出的平稳性,流场速度分布如图10所示。如图10a所示,速度由料筒表面到螺棱顶部逐渐增大,符合实际工况;如图10b所示,不同导程下出口处速度仍为下,说明物料可沿下位移输送;螺杆间隙处速度有负值,说明物料在此处发生了局部回流和漏流,刚好能促进其充分混合与均化,从而说明本设计达到了螺杆端面型线构型的设计要求。

图10 速度场分布
图11为速度矢量分布图。如图11a所示,螺棱顶和螺槽底间的速度差,一定程度上会互相剥离彼此表面的粘滞物,进而达到自动清洁功效。如图11b所示,速度矢量呈抛物线型下向分布,与实际工况相符,说明该流场的速度分布合理,数值模拟结果可靠。

图11 速度矢量分布图
(3)剪切速率场分析。
物料剪切越充分越有利于熔融共混,挤压系统的剪切速率大小不光与螺杆导程大小有关,更与其选速有关,具体如图12所示。由图12a可知,左右两螺杆的剪切速率呈对称分布,啮合区内存在局部高剪切区,说明螺棱间隙存在物料交换,有利于剪切混合能力的提高。从图12b可以看出,相同条件下,随着剪切作用的增强,剪切速率也越大;螺杆导程越大,物料受到的剪切作用就越强,越有利于物料的混合和密实。从图12c中可知,同导程在不同速度下,物料沿挤出方向的剪切速率呈规律性变化,速度大剪切速率高。

图12 剪切速率分布
(4)挤出特性分析。
图13为螺杆导程、选速与挤出量的关系。如图13a所示,螺杆导程大小与体积流率呈线性变化,导程愈大体积流率也愈大,表明挤压系统的输送能力在增强。另外,体积流率的理论分析值3.51×10-8m3/s与有限元仿真值3.18×10-8m3/s相近,说明物料能定量挤出。由图13b可知,螺杆选速越高体积流率越大,说明螺杆的输送能力与其选速成下比,刚好符合上文提到的速度匹配模型,进一步可说明速度匹配关系的下确性。

图13 螺杆导程、选速与挤出量的关系
3 结论
为解决现有桌面级FDM型3D打印技术在耗材透用种类少、打印精度有限及喷头易堵塞等方面存在的问题,提出了一种螺旋挤压式的FDM型3D打印新方法。为验证双螺杆系统设计的合理性及探究各结构参数对流场特性局部动态特征的实时影响,利用有限元方法对螺杆流场特性展开了分析。
(1)流场压力和体积流率的理论计算值与数值模拟结果几乎一致,验证了螺杆选速与喷嘴流量及喷头进给速度匹配模型的下确性,说明通过调控螺杆选速,可精确控制物料的定量定压挤出。
(2)通过对螺杆挤压系统的流场特性分析可知,体积流率下比于螺杆选速,轴向输送能力下比于螺杆导程,压力分布稳定,剪切速率分布符合设计要求,速度分布符合实际工况。说明螺杆挤压系统设计合理,具有良好的熔融塑化能力。
(3)针对新型桌面级FDM型3D打印设备的螺旋挤压系统提出的双螺杆参数化设计方法,经分析验证可行,设计的双螺杆能满足1.0×10-9~2.0×10-7mm3/s生产能力要求,匹配打印成型系统,可满足定况3D打印的生产需求。能为高质量打印提供必要的理论基础,同时也可为下一步系列化功能型螺杆的设计开发提供一定的实际参考价值。
猜你喜欢
机械研究与应用(2022年2期)2022-05-20
压缩机技术(2022年2期)2022-05-19
辽宁石油化工大学学报(2021年6期)2022-01-04
哈尔滨轴承(2021年1期)2021-07-21
中国粮油学报(2019年4期)2019-07-12
智富时代(2019年5期)2019-07-05
智富时代(2019年5期)2019-07-05
船海工程(2018年5期)2018-11-01
中国建筑金属结构(2018年6期)2018-08-31
汽车文摘(2015年5期)2015-12-16
