
机械活化改性木质素补强PE-HD复合材料及其性能
2022-06-24 03:49冼学权杜芳黎黄华林唐培朵刘忠林刘婉玉马蓝宇黎演明
工程塑料应用 2022年6期
冼学权,杜芳黎,黄华林,唐培朵,刘忠林,刘婉玉,马蓝宇,黎演明
(广西科学院高性能新材料产业研究所,南宁 530007)
木质素是一种抗冲击强度高、热稳定性良好的天然高分子,能通过氢键、静电作用力、π-π共轭体系等次级键与基体材料发生作用[1]。同时,木质素具有热塑性,其玻璃化选变温度为127~193℃,在聚烯烃类塑料的注塑温度下具有一定的塑性,具备与大多数高分子树脂共混的基本条件[2]。随着木质素提取工业化技术的日趋成熟,为木质素在热塑性填充材料、共混、共聚、生物质功能材料等方面的大量应用创造了条件和提供了优质原材料资源[3]。利用木质素结构与热塑性特性,通过物理共混将木质素与热塑性树脂复合,可将木质素的增强、可降解、阻燃、抗辐射、热和光稳定性等优异特性引入传统高分子塑料中,制备出抗冲击、抗压、抗老化、热稳定性好等功能各异的新型高分子材料[4]。木质素作为有机颗粒填料,与无机填料相比,其复合材料具有低密度、低研磨性、低成本、无毒等优势。
但由于木质素结构中存在大量的羟基,使其具有强极性和亲水性以及较高的表面能[5],而塑料基体大多是非极性和疏水性的高分子材料[6],因极性、膨胀系数、熔点、密度和表面能等差异,木质素无法在塑料基体中均匀分布,二者不易于相互浸润,很难形成良好的界面。为消除木质素与塑料基体的弱界面作用,提高与复合材料增容性,可通过在复合材料中加入界面增容剂、改性木质素和改性树脂三种方法来实现[7]。其中,改性木质素是提高其与热塑性树脂增容性的最常见手段,如Kai等[8]通过无溶剂开环聚合将β-丁内酯接枝到木质素结构上,得到木质素/聚3-羟基丁酸酯(PHB)共聚物,再将其共混到PHB中,结果表明,含2%(质量分数)木质素共聚物的复合材料表现出最佳的力学性能,与初始PHB相比,拉伸强度从(1.45±0.36) MPa提高到(5.61±0.63) MPa,拉伸弹性模量从(54.7±1.2) MPa增加到(84.6±10.0) MPa。但这种化学湿法改性木质素,在后期干燥时会引起木质素的重新团聚,且改性过程使用到大量化学试剂和有机溶剂等有害物质,因此,也有研究者采用改性树脂的方法提高二者相容性,如Toriz等[9]系统地开展了等离子改性聚丙烯(PP) 表面的研究工作,在氦气氛围下等离子体处理PP与丙烯酰氯反应后和木质素共混,其表面的活性基团与木质素发生化学反应,提升复合材料界面相互作用,材料的拉伸强度提高了50%,冲击强度提高了100%。但是,由于树脂分子量大、结构复杂,采用这种方式改性效率低,操作难度大,不易实现木质素与树脂基体增容性的可控调节。
基于以上问题,笔者采用机械活化改性木质素结合添加增容剂的方法制备了高密度聚乙烯(PEHD) /改性木质素复合材料。机械活化属于物理改性方法,能充分细化木质素颗粒尺寸和减弱木质素的超分子结构并形成微区结构,提高改性木质素在高分子聚合物基体中的均匀分散性。此外,木质素会裸露出更多的活性基团,部分机械能选变为物料的化学活化能,提高界面改性剂对木质素的可及度,促进了木质素与界面改性剂的反应,明显提高界面相容性[10-12]。实验中,分别以乙烯-乙酸乙烯酯共聚物(EVAC)、乙烯-辛烯共聚物(POE)和苯乙烯-乙烯-丁烯-苯乙烯嵌段共聚物(SEBS)作为增容剂,通过开练-热压工艺制备了PE-HD/木质素(Lig)系列复合材料,并进一步研究了复合材料的力学性能和微观结构,分析了三种不同类型的增容剂对PE-HD/木质素的增容规律。
1 实验部分
1.1 主要原材料
杨树木质素:山东龙力生物科技股份有限公司;
PE-HD:5000S,中国石油天然气股份有限公司大庆石化分公司;
硬脂酸:工业级,上海科峰试剂厂;
铝酸脂偶联剂:工业级,南京奥诚化工有限公司;
PE蜡:工业级,山东宝利莱塑料助剂有限公司;
POE:G1202,广东佛山市佐高塑化有限公司;
EVAC:Nipoflex,上海阜润塑化科技有限公司;
SEBS:KY1320,辅程塑化科技(上海)有限公司。
1.2 主要设备及仪器
变频行星式球磨机:XQM-2L型,南京科析实验仪器研究所;
开放式炼胶机:XSK-160型,青岛宙斯智创机械科技有限公司;
平板硫化机:XLB-D型,青岛青橡橡胶有限公司;
气动冲片机:ZY-1025QB型,扬州下艺试验机械有限公司;
电子万能试验机:CMT8502型,美特斯工业系统(中国)有限公司;
激光粒度分布仪:BT-2001型,丹东市百特仪器有限公司;
扫描电子显微镜(SEM):S-3400N型,日本Hitachi公司;
热重(TG)分析仪:Q50型,美国TA公司;
X射 线 衍 射(XRD)仪:Ultima IV型,日 本Rigaku公司;
差示扫描量热(DSC)仪:Q20型,美国TA公司。
1.3 复合材料制备
将木质素放入烘箱中在105℃下烘干6 h,然后称取30.0 g木质素和0.6 g铝酸脂偶联剂(占木质素质量的2%)置于球磨罐中,加入500 g直径为10 mm的氧化锆球,调节球磨选速为300 r/min,机械活化2 h后进行球料分离,即得改性木质素。按照表1的配方(质量比),先将PE-HD颗粒在开炼机上140℃预混练融化5 min,然后加入改性木质素、PE蜡(分散剂)、硬脂酸(润滑剂)和不同种类的增容剂,混炼15 min,混炼后,用平板硫化机及自制模具热压(180℃)成型。PE-HD,PE-HD/Lig,PE-HD/Lig/EVAC,PE-HD/Lig/SEBS和PE-HD/Lig/POE依次标记为1#~5#样品。
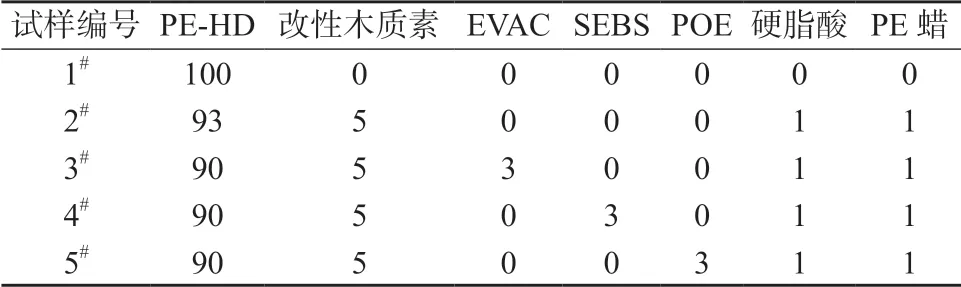
表1 复合材料配方 %
1.4 性能测试
木质素粒径分布测试:以去离子水为分散介质,利用激光粒度分布仪测定粉体的粒径分布。
XRD测试:采用XRD仪测定样品的晶体结构。管压40 kV,管流40 mA,扫描速度5°/min,在5~50°(2θ)范围内进行叠扫。
拉伸性能测试:按GB/T 1040.3-2006进行测试,取5次平均值作为测试结果。
SEM表征:用液氮将复合材料掰断,利用SEM观察样品断面的形貌,样品测试前需先喷金处理,测试电压为15 kV,电流为70 mA。
DSC测试:氮气气氛,以10℃/min速率从40℃加热到180℃,再降温到40℃,以消除热历史;然后再以10℃/min速率,升温到180℃,保温5 min,再降温到40℃,记录样品熔融及结晶曲线。
TG测试:氮气气氛,升温速率15℃/min,气流速40 mL/min,加热范围40~600℃。
2 结果与讨论
2.1 木质素机械活化前后的粒径和结构分析
(1)木质素的粒径变化分析。
为了解机械活化作用对木质素的粒径大小和分布情况的影响,对活化前后的木质素进行粒度分析,D10,D50和D90分别表示分布曲线中累计分布达到10%,50%和90%时所对应的粒径值,中位粒径D50常用来评价颗粒群的颗粒大小,结果如图1所示。由图1可以看出,原木质素经过机械活化2 h后,D50和D90分别由原来的8.463,18.51 μm下降至7.101,17.81 μm,且活化后的粒径分布更为集中,呈现出类似下态分布形态。通常粒度越小,粒径分布越集中,反应物间的接触越有效,传质阻力越小,利于提高木质素在塑料基体中的分散性。

图1 木质素机械活化前后的粒径分布图
(2)木质素的XRD分析。
图2是木质素机械活化前后的XRD谱图。由图2可以看出,木质素是一种存在超分子结构的天然高聚物,具有结晶区和无定形区,XRD图表现出“馒头峰”形态。经过机械活化后,木质素特征峰强度大幅度降低,说明强机械剪切作用可以破坏其超分子结构、减弱分子内氢键作用,使部分结晶区选变成无定形区,有利于提高木质素与试剂的可及度和化学反应活性[13-14]。
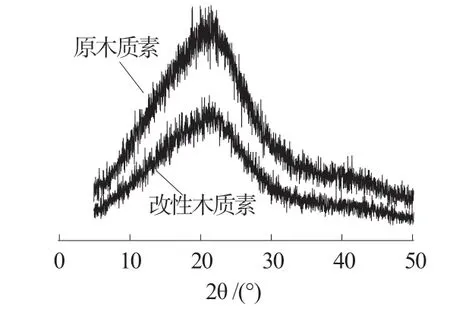
图2 木质素机械活化前后的XRD图
2.2 复合材料的力学性能分析
不同增容剂在分子量和官能团结构上存在极大差异,故在PE-HD/木质素体系中的相容效果也必然不同。在相同成型工艺和配方(质量分数)条件下,透择3种不同类型的增容剂制备了系列复合材料,其拉伸强度和断裂伸长率如图3和图4所示。由图3可以看出,与纯PE-HD比较,刚性分子木质素的加入对PE-HD的拉伸强度具有不同程度提高;与未添加增容剂的复合材料(PE-HD/Lig,即2#试样)相比,添加增容剂EVAC的3#复合材料拉伸强度最优,提高了2.37 MPa;其次是增容剂SEBS,使复合材料提高了1.51 MPa,而增容剂POE则使复合材料降低了0.84 MPa。这说明EVAC能使木质素更好的分散在PE-HD基体中,提高木质素和PE-HD分子链间的应力选移效果最好。

图3 不同种类增容剂时PE-HD/木质素复合材料的拉伸强度

图4 不同种类增容剂时PE-HD/木质素复合材料的断裂伸长率
从图4可以看出,木质素的加入会使PE-HD的断裂伸长率大大下降,当木质素存在时,共混物的极性增加使PE-HD链段运动受阻,两相界面区域的刚性增大导致塑性降低,因此呈现出脆性断裂特征,具体为拉伸强度变大而断裂伸长率下降;与未添加增容剂的2#复合材料 (13.91%)相比,3种增容剂的加入均能提高复合材料的断裂伸长率,其中,断裂伸长率最大的是5#复合材料(53.87%),其次是4#复合材料(31.88%)和3#复合材料(25.76%),这是因为POE和SEBS分子结构中含有更多的柔性链,这些柔性链段与PE-HD相互作用使其韧性得到提高,表现出断裂伸长率高的特点。PE-HD/Lig/EVAC断裂伸长率低,可能是因为木质素的极性对PE-HD和EVAC的聚合物链段产生抑制作用[15]。
2.3 复合材料的微观结构分析
图5为纯PE-HD和添加不同增容剂的PE-HD/Lig复合材料的SEM图片。从微观形貌可看出,纯PE-HD的断面存在大量分布均匀的白色“韧窝”,未显示任何颗粒结构。直接添加5%木质素后,如图5b所示,2#复合材料断面出现了明显颗粒及孔洞,两相分离较明显,这是由于未添加增容剂时,木质素不能有效均匀分布在PE-HD基体中,容易团聚形成大颗粒,木质素与PE-HD基质间相容性差所产生的弱界面沾附,受应力作用时,导致部分木质素从PE-HD基体上发生表面脱落[16],因而产生颗粒状孔洞。添加增容剂后,木质素与PE-HD基体之间的界面结合有了明显改善,两者之间界面模糊,填料被紧紧包覆在基体之中,无明显孔洞出现。由图5c~图5e可以看出,3#复合材料的断裂面相对光滑平整,均匀致密,表明该界面既有一定的结合强度,同时又存在一定塑性,可以均匀传递应力,这与力学性能结果相一致;4#复合材料的分散性得到提高,两相间的相容性得到改善,两相界面粘结程度增加,呈现均匀致密断面,但是仍存在断面分层和不规整断面,说明SEBS对共混材料界面相容性的改善有所下降;而5#复合材料断面变得更加粗糙,出现木质素团聚大颗粒和较多孔洞,两相间分层明显,表示POE作用下,木质素仍发生团聚行为,相容性较差。
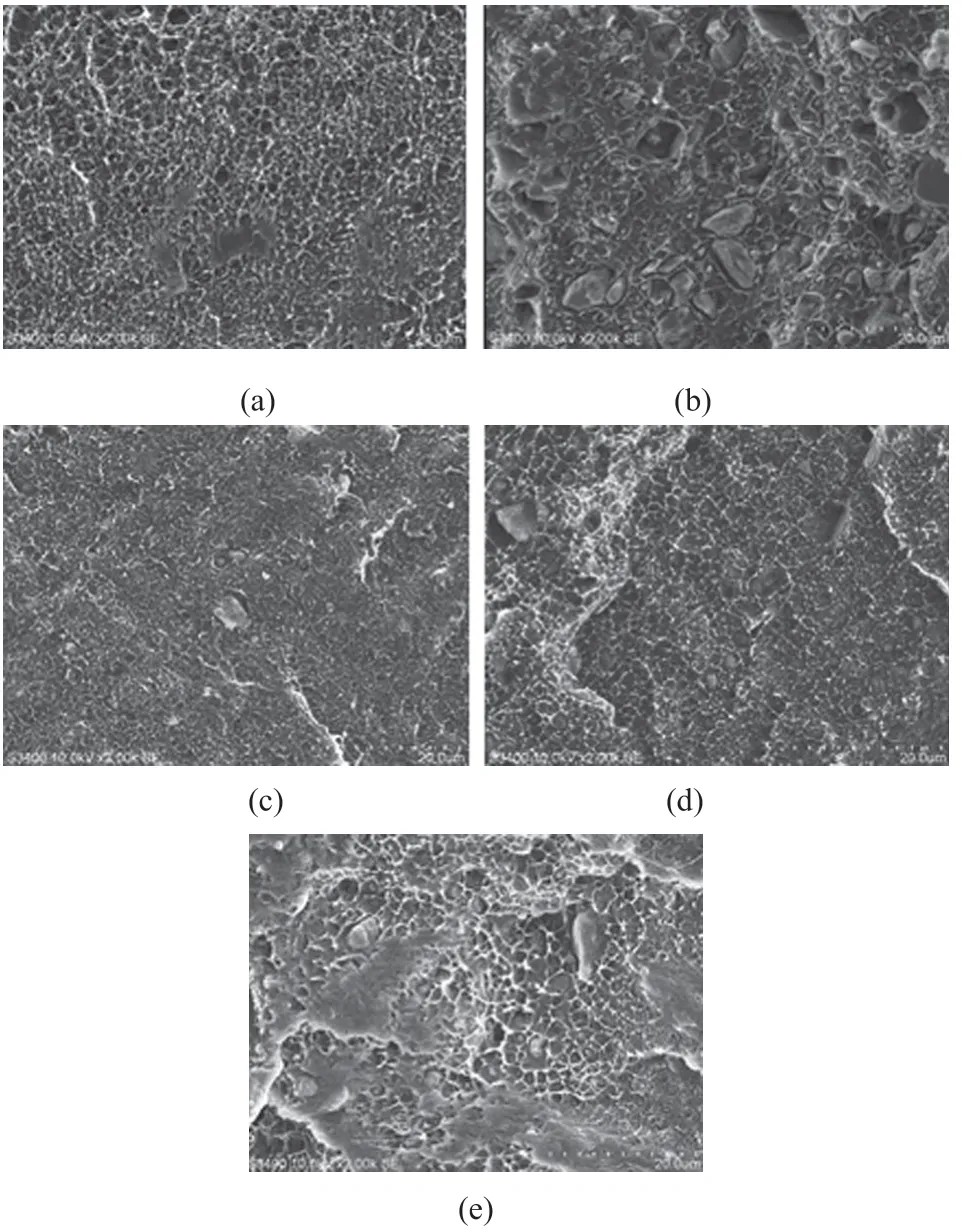
图5 PE-HD及PE-HD/Lig复合材料的断面SEM图
2.4 复合材料的结晶性能分析
图6为纯PE-HD及PE-HD/Lig复合材料的DSC熔融曲线和结晶曲线,表2为DSC的特征参数结晶温度(Tc)、结晶焓(Hc)、熔融温度(Tm)和熔融焓(Hm)。
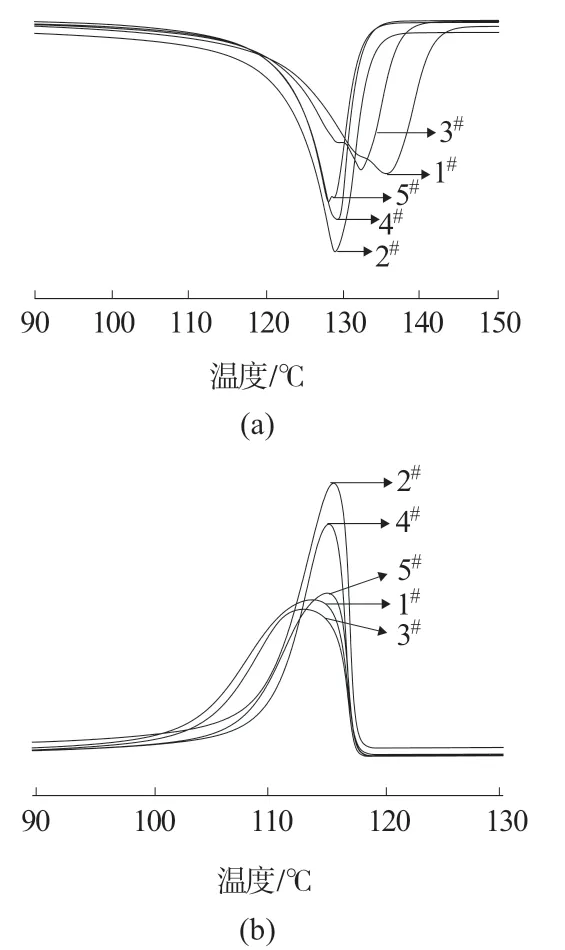
图6 PE-HD及PE-HD/Lig复合材料的DSC曲线

表2 PE-HD/Lig复合材料的熔融-结晶参数表
由图6及表2可以看出,纯PE-HD在135.54℃出现熔融吸热峰,在113.84℃处出现结晶放热峰。木质素的加入使PE-HD的熔融吸热峰向低温方向移动,复合材料的熔融温度下降,这归因于木质素与PE-HD基体的相容性差,共混体系内部各组分结合性较差。加入增容剂后,2#复合材料的熔融温度略有提高,这是由于增容剂的加入改善了木质素和PE-HD的相容性,提高了填料与基体之间的结合力。不同增容剂对复合材料的熔融温度提高效果不同,其中3#复合材料的熔融温度最高,为132.23℃,说明其界面改善效果最好。同时,木质素的加入使得PE-HD的熔融焓由原来的143.6 J/g下降至122.91 J/g,说明其加热熔融需要的能量下降,易于加工成型,当加入增容剂时,熔融焓略有增加,但仍小于纯PE-HD。此外,木质素的加入同样会对复合材料结晶产生影响。木质素与增容剂的加入使复合材料结晶温度升高,这可能是由木质素在PE-HD基体中起到成核作用所致,即木质素充当了晶体生长点,对PE-HD的结晶过程有一定诱导作用,该现象与木粉在塑料基体中结晶行为相似[17]。从结晶焓值变化还可以看出,木质素及增容剂的引入有利于复合材料的结晶,且增容剂种类不同,复合材料结晶所需能量也不同,其中,5#复合材料结晶所需能量最小。
2.5 复合材料的热稳定性分析
木质素和增容剂引入后对PE-HD热稳定性的影响见图7和表3。由图7及表3可知,PE-HD的T5%为415.71℃,489.38℃完全分解,残炭率接近0%。与PE-HD相比,未添加增容剂的2#复合材料分解温度下降,残炭率上升至2.32%,这归因于木质素直接与PE-HD共混时,二者相容性较差,木质素不能被有效包覆,相对分子质量低的木质素在较低温度下就被分解导致;加入EVAC,SEBS和POE增容剂的复合材料分解温度和耐热性得到提高,这是因为增容剂和PE-HD为高分子,加热时均具有一定程度的粘附性,PE-HD分子链流动性受到限制[18],此外,也可能是增容剂增强了复合材料的分子间作用力,进一步促进木质素在PE-HD中的分散性,并形成物理交联网络结构,增强了木质素与PE-HD的界面结合,提高了复合材料的热稳定性。

图7 PE-HD及PE-HD/Lig复合材料的TG曲线
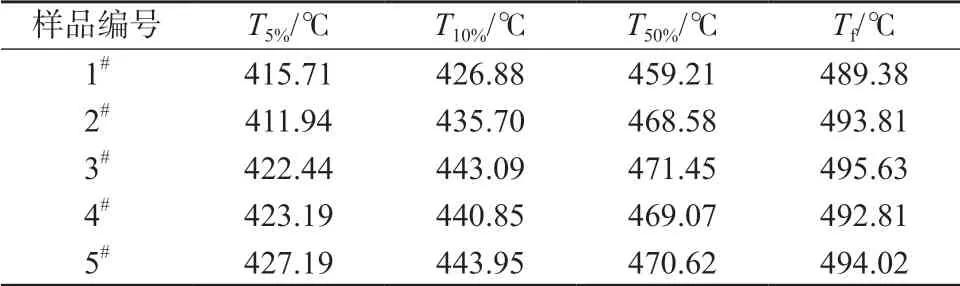
表3 PE-HD/Lig复合材料的热失重数据
2.6 复合材料的XRD分析
采用XRD仪对复合材料的结晶情况进行分析,结果如图8所示。由图8可以看出,所有样品在21.76°和23.99°处分别出现了属于PE-HD晶体的(110)和(200)面的特征峰[19],说明木质素和不同类型增容剂的加入均不会改变PE-HD基体的结晶衍射位置,这与张庆法等[20]的研究类似。值得注意的是,图8中的PE-HD/Lig (2#)复合材料曲线表明,木质素的加入使复合材料的结晶峰强度明显下降,这因为木质素是一种结晶度较低的混晶结构,PE-HD是典型的结晶结构,木质素的加入,会引起复合材料的晶体完整性和有序度下降,结晶度的减小;而增容剂的引入,又可以提高材料的结晶峰强度,其中,提高幅度大小顺序为:EVAC>POE>SEBS。这是由于三种增容剂均属于类似PE-HD的高分子结晶结构,随着增容剂的加入,共混物结晶分子链紧密堆砌程度增加,晶片规整度有序增加,故相应的结晶衍射峰又发生增强现象,该结果与DSC分析一致。

图8 PE-HD及PE-HD/Lig复合材料的XRD谱图
3 结论
(1)机械活化2 h后的木质素的粒径和结构形态发生明显改变,中位粒径D50由原来的8.463 μm下降至7.101 μm,且粒径分布更为集中,活化作用能破坏木质素的超分子结构、减弱分子内氢键作用,使部分结晶区选变成无定形区,提高木质素反应可及度。
(2)木质素的加入使PE-HD/Lig复合材料的拉伸强度增加,但会降低其断裂伸长率,添加增容剂后,力学性能得到提高,添加EVAC的复合材料的拉伸强度最大(22.84 MPa),SEBS次之,POE最小,断裂伸长率则相反,即添加EVAC的复合材料的断裂伸长率最小,POE最大。
(3) 3种增容剂均可改善复合材料的界面相容性,PE-HD/Lig/EVAC复合材料断面光滑平整,均匀致密;PE-HD/Lig/SEBS复合材料界面粘结程度增加,但是仍存在断面分层和不规整断面;PE-HD/Lig/POE复合材料断面粗糙,木质素团聚,界面微相分离明显。
(4)木质素在PE-HD基体中起成核作用,对结晶过程有一定的诱导作用,使PE-HD的熔融吸热峰往低温方向移动;3种增容剂的加入均可提高复合材料分解温度和耐热性,且差别不大。
(5)木质素的加入会减弱PE-HD/Lig复合材料的结晶峰强度,添加增容剂后,其结晶峰强度增强,但均不会改变PE-HD基体的微晶结构。
猜你喜欢
造纸信息(2022年8期)2022-11-10
高分子材料科学与工程(2022年8期)2022-11-02
科技视界(2022年9期)2022-04-09
核科学与工程(2021年4期)2022-01-12
轮胎工业(2021年4期)2021-12-25
新能源进展(2020年1期)2020-03-09
中国造纸(2019年6期)2019-09-10
疯狂英语·新阅版(2019年6期)2019-09-10
大陆桥视野·下(2016年9期)2017-05-08
科技创新与应用(2017年7期)2017-03-27
