约束氢致密化处理对粉末冶金Ti-6Al-4V合金致密度与力学性能的影响
2022-05-14 07:09段中元陈奏君祝贤智刘彬刘咏梁霄鹏周承商
粉末冶金材料科学与工程 2022年2期
段中元,陈奏君,祝贤智,刘彬,刘咏,梁霄鹏,周承商
约束氢致密化处理对粉末冶金Ti-6Al-4V合金致密度与力学性能的影响
段中元1,陈奏君1,祝贤智1,刘彬1,刘咏1,梁霄鹏2,周承商1
(1. 中南大学 粉末冶金研究院,长沙 410083;2. 中南大学 材料科学与工程学院,长沙 410083)
以氢化钛粉和6Al-4V预合金粉为原料,采用真空烧结法制备Ti-6Al-4V合金,然后在高纯氢气气氛中进行约束氢致密化处理,再真空退火去除合金中残余的氢。用光学显微镜观察Ti-6Al-4V合金的显微组织与形貌,测定合金的密度和拉伸性能,并用MTS-810液压伺服疲劳试验机进行疲劳性能测试。结果表明:约束氢致密化处理可使粉末冶金Ti-6Al-4V合金的残余孔隙率从2.5%降低至1.3%,致密度达到(98.7±0.3)%。约束氢致密化处理后,合金的抗拉强度从(936±18) MPa提高到(959±10) MPa,伸长率从(6.7±1.6)%提升到(12±1.1)%。同时疲劳性能得到改善,在0.5%循环应变幅条件下循环周次达到4 670周次。
钛合金;约束氢致密化;残余孔隙;显微组织;低周疲劳
Ti-6Al-4V合金是一种应用最广泛的α+β型钛合金[1−2],具有良好的综合性能,在海洋船舶,航天航空等领域得到广泛应用[3−4]。粉末冶金法是制备钛合金的常用方法,具有近净成形、高效、精密、低耗节能等优点[5−8],且部分高性能粉末冶金钛合金的静态力学性能已接近铸锻合金水平。但粉末冶金钛合金存在残余孔隙等缺陷[9−11],导致合金的力学性能,特别是疲劳性能偏低。CAO等[12]研究发现,粉末冶金钛合金的密
度从95%提升到99% 时,合金的疲劳强度从200 MPa提升到400 MPa。为了获得综合性能优异的钛合金制品,一般进行热等静压(hot isostatic pressing, HIP)[13−14]处理,以消除钛合金中的残余孔隙。但HIP工艺要求严苛,设备成本高。当氢固溶进入钛合金间隙位置,或形成钛氢化物时,其原有晶格常数发生改变,进而发生体积膨胀[15]。SENKOV[16]等研究表明在925 ℃下β-Ti膨胀量与吸氢量呈线性关系,20%吸氢量(摩尔分数)可使BCC晶格参数增大1.5%。通过热氢处理(thermal hydrogen process, THP)[17−19]可改善钛合金的热加工工艺性能[20−21],引入氢还能改善钛合金的塑性[22]。引入合金中的氢可通过真空退火去除,而且氢在合金中的扩散与迁移速率较快[20]。基于上述特点,本研究团队提出对粉末冶金钛合金进行约束氢致密化处理(confined hydrogenation assisted densification, CHAD)[23−24]。CHAD的原理是利用钛合金吸氢膨胀的特性,在刚性模具的约束下对含有孔隙的钛合金进行吸氢处理,刚性模具限制钛合金膨胀产生压应力,阻止合金产生膨胀,从而降低合金孔隙度,提高合金制品的致密度。最后,通过真空退火处理,将合金中残余的氢去除。本文对粉末冶金Ti-6Al-4V合金进行约束氢处理,利用光学显微镜观察合金的形貌和显微组织,测定合金的密度和拉伸性能,并用MTS-810液压伺服疲劳试验机进行疲劳性能测试,研究约束氢处理对粉末冶金Ti-6Al-4V合金的孔隙度及性能的影响,以期通过低成本的约束氢处理方式提升粉末钛合金的致密度。
1 实验
1.1 粉末冶金Ti-6Al-4V合金的制备
所用原料为氢化钛粉(TiH2,(O)为0.27%,粒径≤50 μm)和6Al-4V预合金粉((O)为0.40%,粒径≤44 μm)。首先按照Ti-6Al-4V合金的名义成分称量TiH2和6Al-4V预合金粉,用V型混料机混料6 h。将混合粉末装入直径为 40 mm、长度为 130 mm 的硅胶软管模具中,在 300 MPa 压力下进行冷等静压成形,得到直径约35 mm、高100 mm的圆柱形压坯。压坯在卧式真空炉中进行真空烧结,烧结温度为1 200 ℃,升温速率 5 ℃/min,保温时间为 2 h,得到粉末冶金Ti-6Al-4V合金。
1.2 约束氢致密化处理
通过线切割将Ti-6Al-4V合金切割成尺寸为25 mm×10 mm×80 mm的长方体样品。用精度为10−4g的电子天平称量样品的质量,并记录尺寸。将长方体合金样品装入Inconel 718高温合金盖板之间(盖板尺寸为100 mm×40 mm,与盖板接触的上下两个面的尺寸为25 mm×80 mm),用Inconel 718高温合金螺栓紧固,使其受到上下约束。然后放入卧式真空/气氛炉,在650 ℃高纯氢气(体积分数为99.999%)流动气氛中置氢处理4 h。置氢结束后,升温至750 ℃保温4 h进行真空脱氢处理(真空度<5×10−3Pa)。通过置氢处理前后以及脱氢处理后样品的质量,计算置氢处理后合金中的(H)约1.98%,经真空脱氢后(H)<0.01%。
1.3 组织与性能表征
采用阿基米德排水法测定Ti-6Al-4V合金的密度,并计算相对密度(理论密度为4.43 g/cm3)。用Leica DM4000型光学显微镜和扫描电镜观察和分析合金的显微组织与形貌,并基于SEM照片,分析以及合金内孔隙尺寸的分布和孔隙形状因子等。采用Instron 8032 电子万能试验机进行拉伸实验,取3个合金试样进行测试,计算平均值。拉伸试样尺寸如图1所示。采用MTS-810液压伺服疲劳试验机进行疲劳性能测试,循环应变幅范围为0.5%~1.0%,轴向加载,应变率为0.1;加载频率为0.20 Hz,波形为正弦波。用扫描电镜(SEM)观察合金的拉伸断口和疲劳断口 形貌。

图1 拉伸试样图
2 结果与分析
2.1 Ti-6Al-4V合金密度和孔隙
表1所列为Ti-6Al-4V合金约束氢致密化处理前后的密度。从表1看出,CHAD处理能有效提高粉末冶金Ti-6Al-4V合金的致密度。CHAD处理前的平均相对密度为97.5%,孔隙率为2.5%。经过CHAD处理后,合金板块的整体相对密度和芯部相对密度平均值分别为98.4%和98.7%,孔隙率降低。因为合金板块仅受到上下约束,在未受约束方向材料可自由膨胀,导致合金中心到边缘密度不均匀。板块边缘的密度小于中心部分的密度,芯部与整体的平均相对密度分别为98.7%和98.4%。

表1 Ti-6Al-4V合金约束氢致密化处理前后的密度
图2所示为Ti-6Al-4V合金中心和边缘组织的SEM照片。从图中看出,仅在合金板块最边缘到距边缘3 mm左右区域的密度呈梯度分布,而芯部区域的孔隙分布未见明显不均匀现象。因此,后续力学性能测试与表征均在板块中心取样,相对密度为98.7%±0.3%。
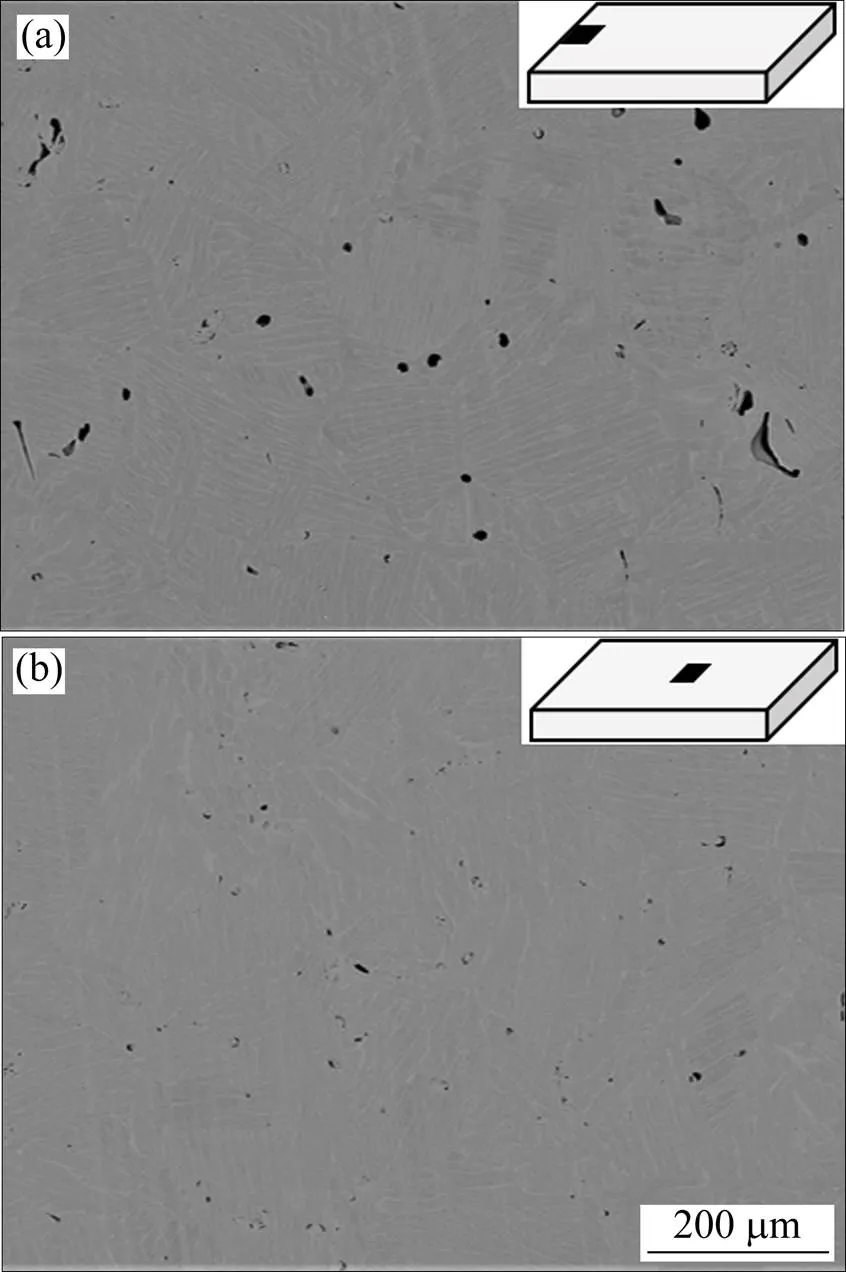
图2 Ti-6Al-4V合金板块边缘(a)和中心(b)的孔隙分布
图3所示为Ti-6Al-4V合金的孔径分布。从图3(a)看出,CHAD处理后,小面积孔隙占比更大,说明大孔隙发生明显收缩成为小孔隙。从图3(b)可知,对比烧结态合金,CHAD处理的合金孔隙数量显著减少,总孔隙数量降至CHAD处理前的1/3。
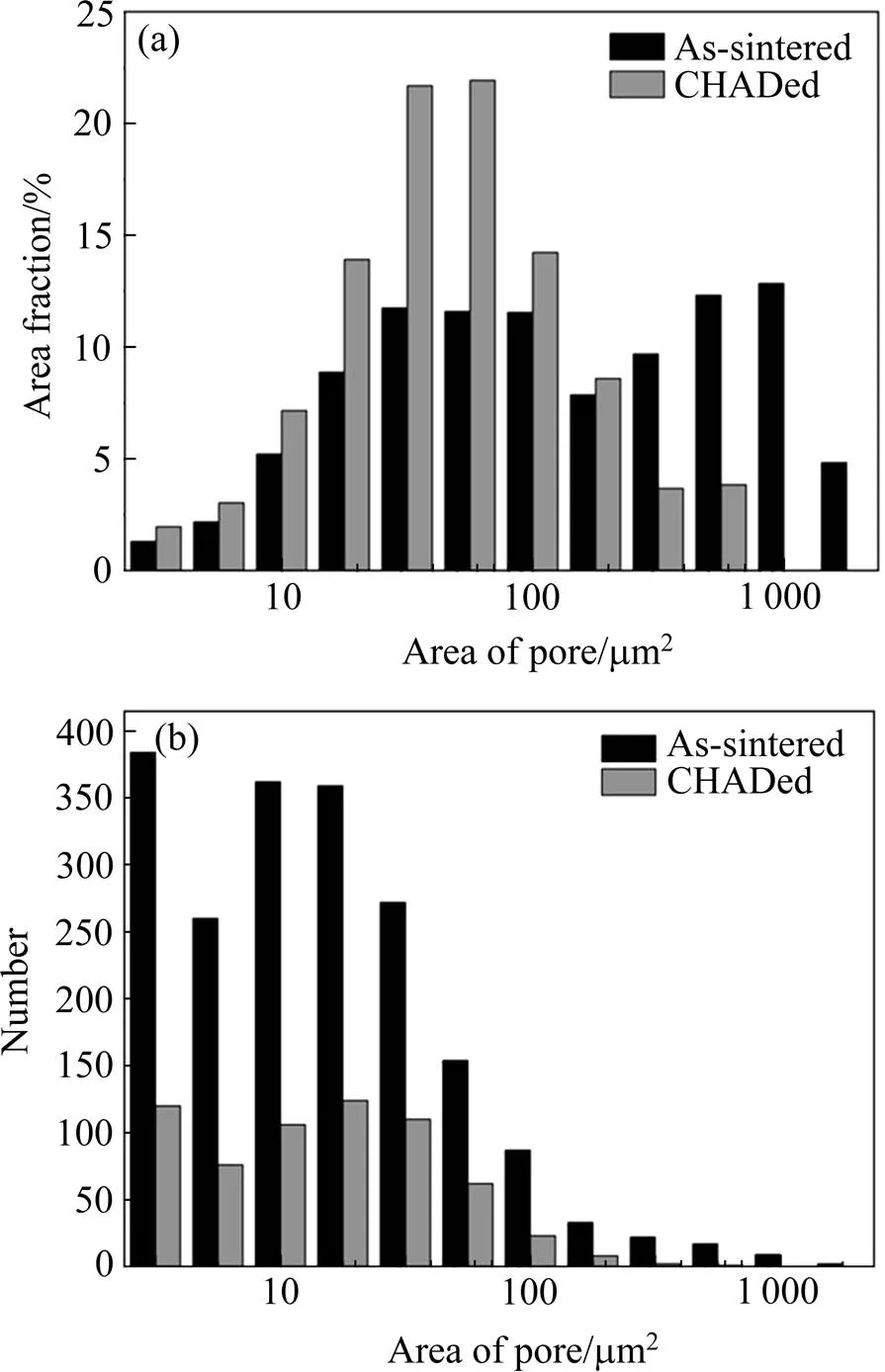
图3 约束氢处理前后Ti-6Al-4V合金的孔隙尺寸分布
(a) Area fraction of pores with different area; (b) Number of pores with different area
对烧结态和CHADed态合金,各取6个样品的SEM照片进行分析,得到各样品孔隙的宽长比(宽度与长度之比)和形状因子,分别如图4(a)和(b)所示。形状因子的计算公式为[25]:

式中:为孔隙的形状因子;为孔隙的截面面积;为孔隙的周长。形状因子代表孔隙趋向圆球形的程度。从图4(a)看出,CHAD处理后孔隙的宽长比约为0.93,明显高于CHAD处理前的孔隙宽长比(约0.85),这表明CHAD处理后孔隙尺寸在长度方向缩减更快,孔隙形状由不规则状逐渐趋于圆球状或近球状。由此推测CHAD处理中约束产生的应力类似等静压,曲率较大的表面收缩更快,使得孔隙形貌趋向于圆形。同时由图4(b)发现,孔隙率越高的合金,其孔隙的形状因子越大。这是因为当孔隙率较高时,出现大的不规则孔隙并且数量偏多,这是粉末固相烧结的结果。而经过CHAD处理后,孔隙缩小,并趋于圆形。
2.2 微观组织
图5所示为不同状态的Ti-6Al-4V合金XRD谱和金相显微组织。从图5发现,CHAD合金的α相中生成了针状δ-TiH2相,在后续脱氢过程中又被还原为α相。根据Ti-H相图可知,当温度高于300 ℃时,合金主要以β-Ti-H固溶相存在,因此在650 ℃进行CHAD处理可避免脆性δ-TiH2的形成,从而保证合金具有一定的塑性和变形能力以实现致密化。图6所示为Ti-Al- 4V合金CHAD处理前后的SEM组织。经过CHAD处理后,烧结态合金为α相与β相层叠排列的片层状组织,经过CHAD处理后,部分原始晶界破碎,这是因为烧结态α+β双相钛合金在CHAD过程中发生α-Ti→β-Ti转变,随炉冷却时再发生β-Ti→α-Ti+δ的共析转变,使得部分β相晶界破碎[26−27]。这种共析转变如同在热氢处理中氢与钛的共析反应,可细化钛合金的显微组织[20]。共析反应过程取决于氢浓度、温度等因素[28]。同时从图6发现,经过CHAD处理后,原始β晶粒未见明显长大,但α相与β相层叠排列的片层状组织的长宽比缩小,在厚度方向上具有微小长大趋势,部分晶粒趋向等轴状[29]。
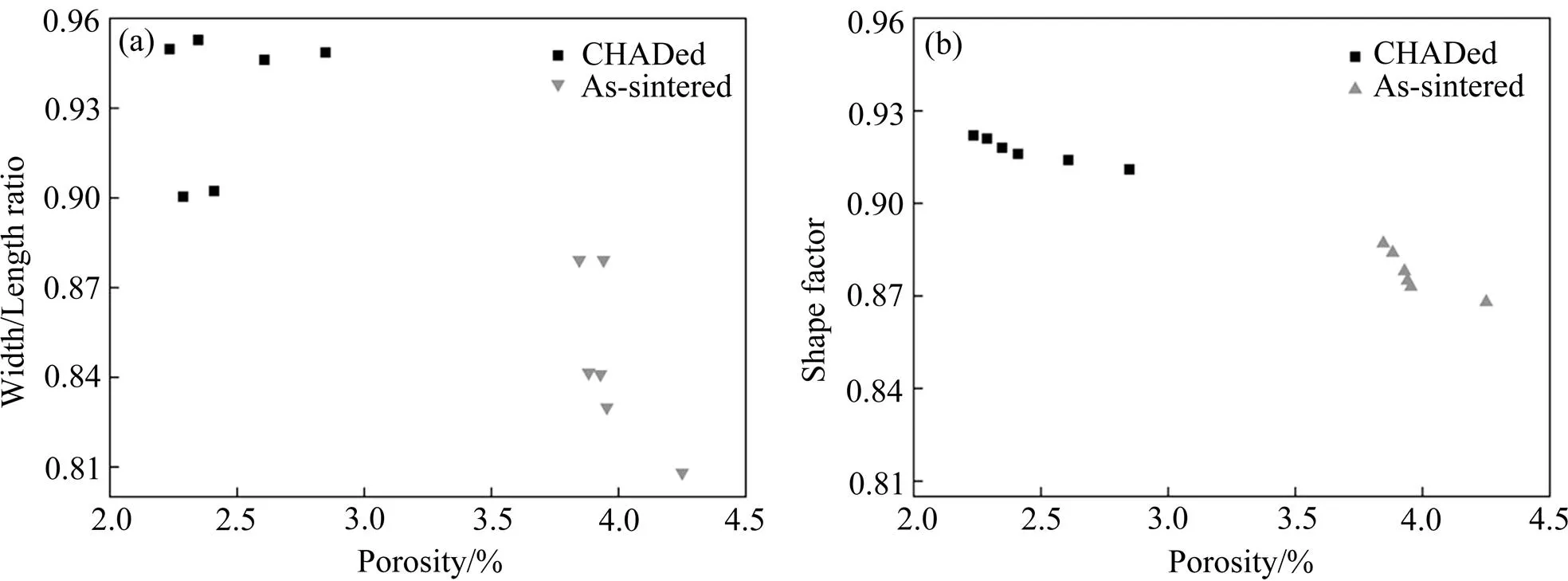
图4 6个Ti-6Al-4V合金样品的孔隙率以及孔隙的宽长比和形状因子
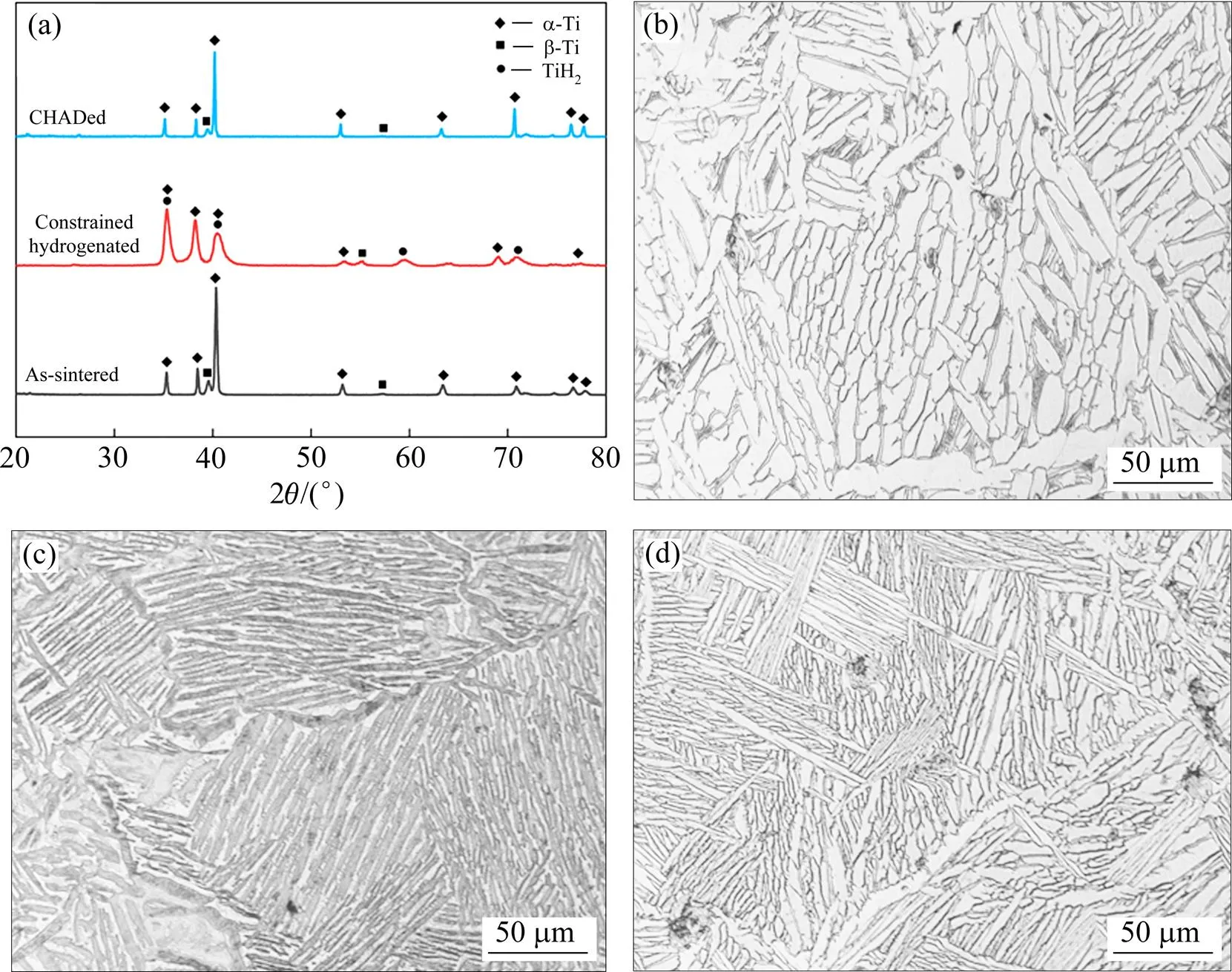
图5 不同状态Ti-6Al-4V合金的XRD谱和金相显微组织
(a) XRD patterns; (b), (c), (d) OM images of CHADed (dehydrogenated), hydrogenated and as-sintered Ti-6Al-4V alloys

图6 Ti-6Al-4V合金在CHAD处理前后的SEM图
2.3 拉伸性能
图7所示为烧结态与CHAD处理态Ti-6Al-4V合金的室温拉伸应力−应变曲线,拉伸性能列于表2。从表2可知,烧结态Ti-6Al-4V合金的抗拉强度、屈服强度和伸长率平均值分别为936 MPa、882 MPa和6.7%。经过CHAD处理后,合金的抗拉强度平均值为959 MPa,屈服强度平均值为895 MPa,平均伸长率显著提高至12%左右。这表明CHAD处理后合金的强度提高有限,这可能是由于烧结态Ti-6Al-4V合金的密度已达到97.5%左右,经CHAD处理后,孔隙率下降不明显,同时α+β组织与烧结态合金组织差异不大。合金塑性对大尺寸孔隙较敏感,CHAD处理后Ti-6Al-4V合金的大孔隙数量减少(见图6),导致合金的塑性增强,伸长率显著提高。本文作者曾针对CHAD处理前后的纯钛进行Micro-CT扫描分析,在宏观上和微观上均未发现CHAD处理的合金存在孔隙分布不均匀的现象[24]。而根据CHAD对Ti-6Al-4V合金的致密化机制和合金孔隙的影响,可以认为与纯钛类似,即经过CHAD处理后,合金中孔隙分布较均匀。从表2可知,经CHAD处理的Ti-6Al-4V合金性能总体超过Ti-6Al-4V合金标准性能(ASTM)的水平。

图7 烧结态和CHAD处理态Ti-6Al-4V合金的拉伸应力−应变曲线
Fig.7 Tensile stress-strain curves of as-sintered and CHADed Ti-6Al-4V alloys

表2 烧结态和CHAD处理态Ti-6Al-4V合金的拉伸性能与ASTM标准
图8所示为烧结态 Ti-6Al-4V合金和经CHAD处理态的拉伸断口形貌。由图可见,二者的拉伸断口都有韧窝,属于韧性断裂。相较于烧结态合金,CHAD处理后的合金拉伸断口呈现更多的韧窝,因此合金表现出更好的韧性和塑性。这是因为CHAD处理能有效降低合金中孔隙的数量和尺寸,合金在塑形变形过程中,裂纹萌生及扩展较困难,故合金的塑性变形能力提高[31−32]。
2.4 疲劳性能
图9所示为烧结态和CHAD态Ti-6Al-4V合金分别在 0.5%、0.6%、0.7%、0.8%、0.9%和 1.0%循环应变幅下,应力随循环次数的变化曲线(图9(a)、(c)所示)和应力随循环次数与总循环次数(即疲劳寿命,烧结态与CHAD态Ti-6Al-4V合金的疲劳寿命分别为4 468和4 670次循环)比值(/f)的变化曲线(图 9(b)和(d)所示)。由图9(a)和(c)可知,烧结态与CHAD态合金在疲劳实验中均存在软化、稳定、失稳三个阶段。对比图9(b)和(d)可知,烧结态合金在总寿命的5%时,应力下降较快,这是因为拉伸应力随循环次数增加表现出循环软化现象,这种循环软化现象在高应变幅下较明显,而CHAD处理合金的软化则出现在总寿命6%处。当总应变幅<0.8%时,合金表现出轻微硬化,随后趋向稳定。在0.8%~1.0%总应变幅范围内合金表现为循环软化,当疲劳循环周次分别为1 300、740、230时,即在合金最终断裂前,循环响应应力快速下降,这时形成宏观裂纹,随后失稳扩展至合金断裂[33]。比较图9(b)和(d)的虚线左侧数据发现,CHAD态合金的应力降低比烧结态合金慢,其寿命占整个疲劳寿命的6%左右。这表明密度更高的CHAD态合金裂纹萌生较困难,裂纹扩展速度减缓。另外,比较图9(a)和(c)发现,在相同的应变幅下,CHAD态Ti-6Al-4V合金的循环周次高于烧结态合金。
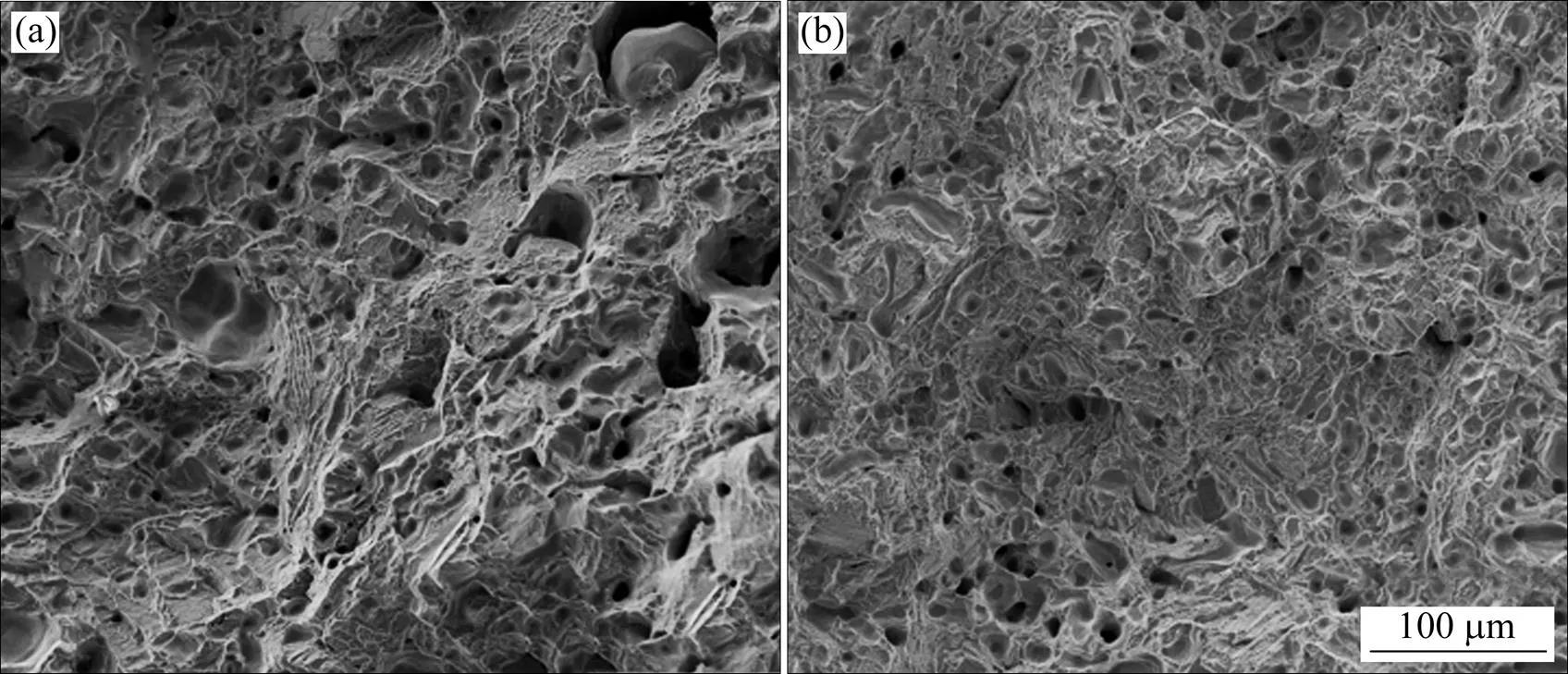
图8 烧结态和CHAD态Ti-6Al-4V合金拉伸断口形貌

图9 烧结态和CHAD态Ti-6Al-4V合金的循环应力响应曲线
(a), (c) Variation curves of cyclic stress with fatigue cycle number () and/f; (b), (d) Variation curves of cyclic stress with ratio of fatigue cycle number and total cycle number (/f)
材料的疲劳寿命可以用Coffin-Manson模型描述,该模型定义了总应变幅和失效循环次数f的关系,如式(2)所示:

式中:Δεtot为总应变幅;Δεel和Δεpl分别为弹性应变幅和塑性应变幅;和b分别为疲劳强度系数和疲劳强度指数;和 c分别为疲劳延性系数和疲劳延性指数;Nf为循环寿命。图10所示为烧结态和CHAD态合金的循环寿命曲线,体现合金的总应变幅与循环寿命的关系。从该图看出,烧结态和CHAD态合金的疲劳寿命均随应变幅增大而减小,这是由于循环塑性应变增加导致的,而经过CHAD处理后,合金抵抗塑性变形的能力更强,寿命更长。
图11所示为烧结态和CHAD态Ti-6Al-4V合金在0.7%应变幅的疲劳断口形貌。从图11(a)和(d)明显可见类似放射状的白色沟线从合金表面向内部延 伸[34],为裂纹扩展方向。烧结态合金的裂纹源较多,这是因为合金表面存在较多大尺寸孔隙,在循环疲劳应力作用下,孔隙尖端产生应力集中,出现较多的裂纹源。从疲劳裂纹扩展区(图11(b)和(c)所示)中观察到烧结态和CHAD态合金的疲劳条带,但CHAD态合金断口呈现更多的疲劳条带,且疲劳条带长度大于烧结态。这是因为疲劳条带是由于裂纹张开与闭合过程中,裂纹尖端45°方向的耳状切口处应力集中,产生滑移造成的[35]。这表明在循环应力加载过程中,CHAD态合金出现更多的塑性变形滑移,从而表现出更好的塑性;而在烧结态合金中,不规则且大尺寸孔隙占比更大,多个孔隙同时出现裂纹扩展,将加快裂纹扩展速度,孔隙连接成大的裂纹,致使材料更快断裂。同时对比两组合金瞬断区形貌发现,CHAD态合金具有更多和更深的韧窝。
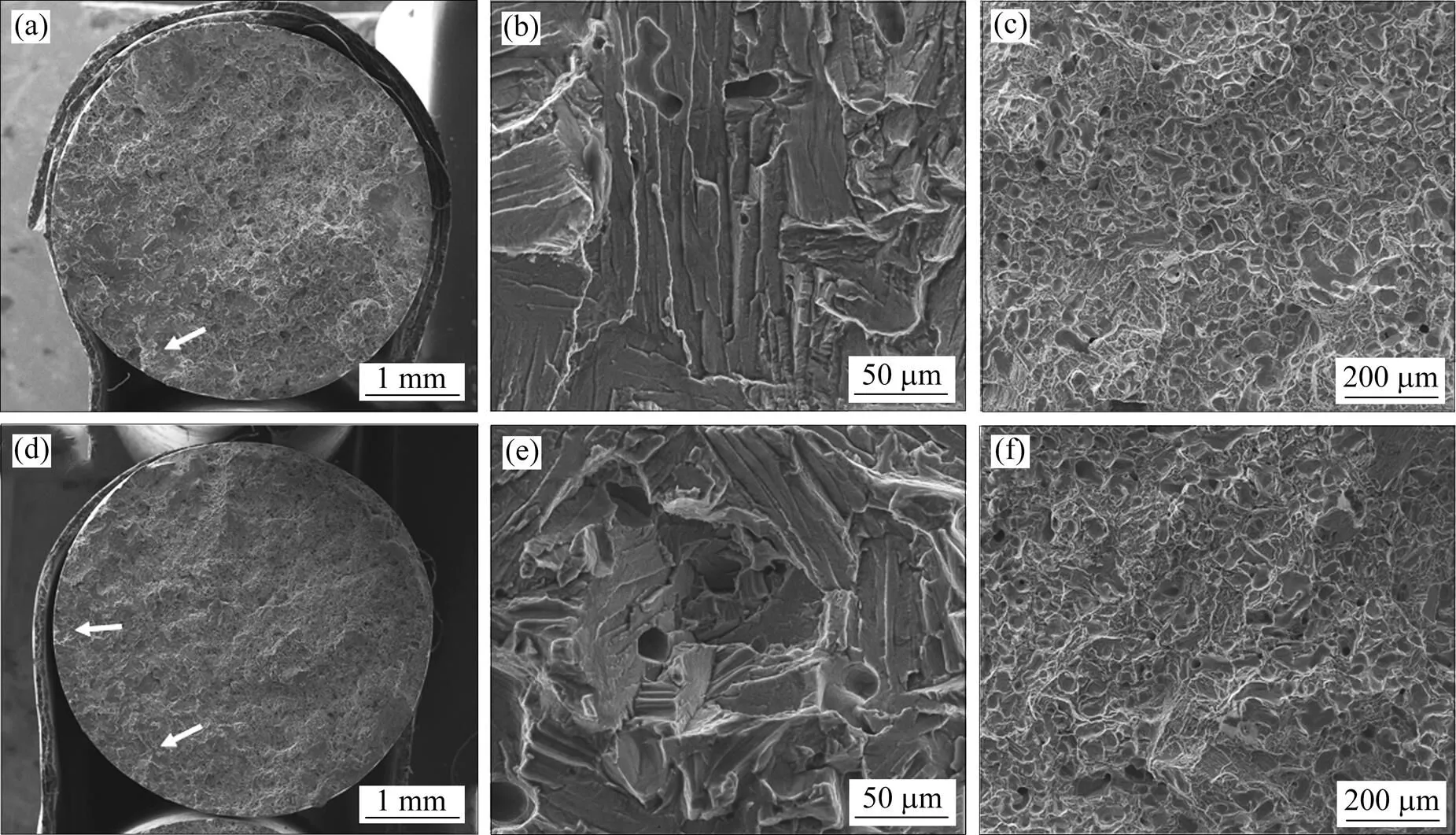
图11 烧结态和CHAD处理态Ti-6Al-4V合金在0.7%应变幅下的疲劳断口形貌
CHADed alloy: (a) Fatigue source; (b) Extended zone; (c) Transient zone;As-sintered alloy: (d) Fatigue source; (e) Extended zone; (f) Transient zone
3 结论
1) 采用真空烧结法制备Ti-6Al-4V合金,然后在高纯氢气氛中进行约束氢致密化(CHAD)处理,最后真空退火去氢。烧结态合金的致密度为(97.5±0.3)%,经CHAD处理后,合金板块芯部的相对密度为(98.7±0.3)%,孔隙率从2.5%降低至1.3%,总孔隙数量减少2/3,且不规则孔隙缩小并趋于圆形。
2) 烧结态Ti-6Al-4V合金的抗拉强度为(936±18) MPa,伸长率为(6.7±1.6)%,经CHAD处理后,抗拉强度小幅提高至 (959±10) MPa,屈服强度为(895±9) MPa,伸长率显著提高到(12±1.1)%。
3) CHAD处理后的Ti-6Al-4V钛合金,在低应变幅0.5%下循环周次达到4 670,烧结态合金的疲劳寿命为4 468个循环周次,提升幅度为4.5%。CHAD处理后的钛合金软化阶段占总寿命的6%,烧结态的软化速率更快。
[1] 赵瑶, 贺跃辉, 江垚. 粉末冶金Ti6Al4V合金的研制进展[J]. 粉末冶金材料科学与工程, 2008, 13(2): 70−78.
ZHAO Yao, HE Yuehui, JIANG Yao. Development of powder metallurgy Ti6Al4V alloy[J]. Powder Metallurgy Materials Science and Engineering, 2008, 13(2): 70−78.
[2] 张拓阳, 刘咏, 刘彬, 等. 细晶Ti-6Al-4V合金的超塑性变形行为与组织演变[J]. 粉末冶金材料科学与工程, 2014, 19(2): 184−190.
ZHANG Tuoyang, LIU Yong, LIU Bin, et al. Superplastic deformation behavior and microstructure evolution of fine-grained Ti-6Al-4V alloy[J]. Powder Metallurgy Materials Science and Engineering, 2014, 19(2): 184−190.
[3] 王亮, 史鸿培. 高性能钛合金粉末冶金技术研究[J]. 宇航材料工艺, 2003, 33(3): 42−44.
WANG Liang, SHI Hongpei. Research on high performance titanium alloy powder metallurgy technology[J]. Aerospace Materials Technology, 2003, 33(3): 42−44.
[4] 金和喜, 魏克湘, 李建明, 等. 航空用钛合金研究进展[J]. 中国有色金属学报, 2015, 25(2): 280−292.
JIN Hexi, WEI Kexiang, LI Jianming, et al. Research progress of titanium alloys for aviation[J]. The Chinese Journal of Nonferrous Metals, 2015, 25(2): 280−292.
[5] BOYER R R. An overview on the use of titanium in the aerospace industry[J]. Materials Science and Engineering A, 1996, 213(1): 103−114.
[6] FROES F H, EYLON D. Powder Metallurgy of Titanium Alloys [M]. US: Melallurgical of AIME, 1980.
[7] FANG Z Z, PARAMORE J D, SUN P, et al. Powder metallurgy of titanium-past, present, and future[J]. International Materials Reviews, 2017, 63(7): 407−459.
[8] 黄伯云, 韦伟峰, 李松林, 等. 现代粉末冶金材料与技术进展 [J]. 中国有色金属学报, 2019, 29(9): 1917−1933.
HUANG Boyun, WEI Weifeng, LI Songlin, et al. Progress in modern powder metallurgy materials and technology[J]. The Chinese Journal of Nonferrous Metals, 2019, 29(9): 1917−1933.
[9] 冯新, 马英杰, 李建崇, 等. 铸造、锻造和粉末冶金TC4钛合金损伤容限行为对比研究[J]. 精密成形工程, 2018, 10(3): 46−54.
FENG Xin, MA Yingjie, LI Jianchong, et al. Comparative study on damage tolerance behavior of casting, forging and powder metallurgy TC4 titanium alloy[J]. Precision Forming Engineering, 2018, 10(3): 46−54.
[10] 汤慧萍, 黄伯云, 刘咏, 等. 粉末冶金钛合金致密化研究的进展[J]. 稀有金属材料与工程, 2003, 32 (9): 677−680.
TANG Huiping, HUANG Boyun, LIU Yong, et al. Research progress in the densification of powder metallurgy titanium alloys[J]. Rare Metal Materials and Engineering, 2003, 32(9): 677−680.
[11] 阴中炜, 孙彦波, 张绪虎, 等. 粉末钛合金热等静压近净成形技术及发展现状[J]. 材料导报, 2019, 33 (7): 24−33.
YIN Zhongwei, SUN Yanbo, ZHANG Xuhu, et al. Hot isostatic pressing near-net forming technology and development status of powder titanium alloy[J]. Materials Review, 2019, 33(7): 24−33.
[12] CAO F, CHANDRAN K R. Fatigue performance of powder metallurgy (PM) Ti-6Al-4V alloy: a critical analysis of current fatigue data and metallurgical approaches for improving fatigue strength[J]. Journal of the Minerals Metals and Materials Society, 2016, 68(3): 1−12.
[13] 张殿喜, 周士芸, 张在玉, 等. HIP技术在改善铸件致密化方面的应用[J]. 粉末冶金工业, 2015, 25(1): 46−48.
ZHANG Dianxi, ZHOU Shiyun, ZHANG Zaiyu, et al. Application of HIP technology in improving the densification of castings[J]. Powder Metallurgy Industry, 2015, 25(1): 46−48.
[14] 刘慧渊, 何如松, 周武平, 等. 热等静压技术的发展与应用 [J]. 新材料产业, 2010, 11(11): 12−12.
LIU Huiyuan, HE Rusong, ZHOU Wuping, et al. Development and application of hot isostatic pressing technology[J]. New Material Industry, 2010, 11(11): 12−12.
[15] SAN-MARTIN A S, MANCHESTER F D. The H-Ti (Hydrogen- Titanium) system[J]. Bulletin of Alloy Phase Diagrams, 1987, 8(1): 30−42.
[16] SENKOV O N, CHAKOUMAKOS B C, JONAS J J, et al. Effect of temperature and hydrogen concentration on the lattice parameter of beta titanium[J]. Materials Research Bulletin, 2001, 36(7/8): 1431−1440.
[17] 韩明臣. 钛合金的热氢处理[J]. 宇航材料工艺, 1999, 29(1): 23−27, 50.
HAN Mingchen. Thermal hydrogen treatment of titanium alloy[J]. Aerospace Materials Technology, 1999, 29(1): 23−27, 50.
[18] SENKOV O N, FROES F H. Thermohydrogen processing of titanium alloys[J]. International Journal of Hydrogen Energy, 1999, 24(6): 565−576.
[19] ELIEZER D, ELIAZ N, SENKOV O N, et al. Positive effects of hydrogen in metals[J]. Materials Science Engineering A, 2000, 280(1): 220−224.
[20] 侯红亮, 李志强, 王亚军, 等. 钛合金热氢处理技术及其应用前景[J]. 中国有色金属学报, 2003, 13(3): 533−549.
HOU Hongliang, LI Zhiqiang, WANG Yajun, et al. Titanium alloy thermal hydrogen treatment technology and its application prospects[J]. The Chinese Journal of Nonferrous Metals, 2003, 13(3): 533−549.
[21] 张鹏省, 赵永庆, 毛小南, 等. 热氢处理对Ti600钛合金组织和性能的影响[J]. 中国有色金属学报, 2010, 20(z1): 118−122.
ZHANG Pengsheng, ZHAO Yongqing, MAO Xiaonan, et al. The effect of thermal hydrogen treatment on the structure and properties of Ti600 titanium alloy[J]. The Chinese Journal of Nonferrous Metals, 2010, 20(z1): 118−122.
[22] 黄树晖, 宗影影, 单德彬. Ti6Al4V合金热氢处理组织演变研究[J]. 材料科学与工艺, 2013, 21(4): 7−11.
HUANG Shuhui, ZONG Yingying, SHAN Debin. Research on microstructure evolution of Ti6Al4V alloy thermal hydrogen treatment[J]. Materials Science and Technology, 2013, 21(4): 7−11.
[23] ZHOU C S, LIU Y, SUN P, et al. Method for promoting densification of metal body by utilizing metal expansion induced by hydrogen absorption: 0023625 A1[P]. 2021−01−28.
[24] ZHOU C S, LIN F R, SUN P, et al. A novel method for densification of titanium using hydrogenation-induced expansion under constrained conditions[J]. Scripta Materialia, 2022, 210: 114432.
[25] 李钊, 周晓军, 杨辰龙, 等. 曲面变厚度编织CFRP微观形态与孔隙特征分析[J]. 中南大学学报(自然科学版), 2015, 46(3): 829−834.
LI Zhao, ZHOU Xiaojun, YANG Chenlong, et al. Analysis of microscopic morphology and pore characteristics of CFRP braided with variable thickness on curved surfaces[J]. Journal of Central South University (Natural Science Edition), 2015, 46(3): 829−834.
[26] ZHAO J W, DING H, ZHAO W J, et al. Effects of hydrogen on the hot deformation behaviour of Ti-6Al-4V alloy: experimental and constitutive model studies[J]. Journal of Alloys and Compounds, 2013, 574(Complete): 407−414.
[27] LI X F, CHEN X, LI B Y, et al. Grain refinement mechanism of Ti-55 titanium alloy by hydrogenation and dehydrogenation treatment [J]. Materials Characterization, 2019, 157: 109919.
[28] FROES F, SENKOV O, QAZI J. Hydrogen as a temporary alloying element in titanium alloys: thermohydrogen processing [J]. International Materials Reviews, 2004, 49(3/4): 227−245.
[29] 赵永庆, 曹兴民, 奚正平. 热氢处理对两相钛合金及β钛合金加工态组织的影响[J]. 稀有金属材料与工程, 2007, 36(7): 1145−1148.
ZHAO Yongqing, CAO Xingmin, XI Zhengping. The effect of thermal hydrogen treatment on the processed microstructure of two-phase titanium alloy and β-titanium alloy[J]. Rare Metal Materials and Engineering, 2007, 36(7): 1145−1148.
[30] INTERNATIONAL A. ASTM standard B348/B348M-21 standard specification for titanium and titanium alloy bars and billets[S]. West Conshohocken, PA: ASTM International, 2021.
[31] 薛松海, 韩鹏江, 冬韩, 等. 热处理对TC18粉末合金微观组织及力学性能影响[J]. 钛工业进展, 2021, 38(4): 16−22.
XUE Songhai, HAN Pengjiang, DONG Han, et al. Effect of heat treatment on microstructure and mechanical properties of TC18 powder alloy[J]. Progress in Titanium Industry, 2021, 38(4): 16−22.
[32] CAO F, CHANDRAN K S R, KUMAR P. New approach to achieve high strength powder metallurgy Ti-6Al-4V alloy through accelerated sintering at β-transus temperature and hydrogenation-dehydrogenation treatment[J]. Scripta Materialia, 2017, 130: 22−26.
[33] YANG F, SUN X, GUAN H. Low cycle fatigue behavior of k40s cobalt-base superalloy at elevated temperature II. fatigue fractography[J]. Acta Metallrugica Sinica, 2002, 38(10): 1053− 1056.
[34] CHANDRAN K S R, CHANG P, CASHMAN G T. Competing failure modes and complex S-N curves in fatigue of structural materials[J]. International Journal of Fatigue, 2010, 32(3): 482− 491.
[35] 张仕朝, 赵嘉祺, 张建国. ZTC4(Ti-6Al-4V)铸造钛合金的室温低周疲劳行为[J]. 理化检验, 2013, 49(3): 144−147.
ZHANG Shichao, ZHAO Jiaqi, ZHANG Jianguo. Room temperature low-cycle fatigue behavior of ZTC4(Ti-6Al-4V) cast titanium alloy[J]. Physical Testing and Chemical Analysis, 2013, 49(3): 144−147.
Effects of confined hydrogen densification treatment on the density and mechanical properties of powder metallurgy Ti-6Al-4V alloy
DUAN Zhongyuan1, CHEN Zoujun1, ZHU Xianzhi1, LIU Bin1, LIU Yong1, LIANG Xiaopeng2, ZHOU Chengshang1
(1. Powder Metallurgy Research Institute, Central South University, Changsha 410083, China;2. School of Materials Science and Engineering, Central South University, Changsha 410083, China)
Titanium hydride powder and 6Al-4V pre-alloyed powder were used as raw materials to prepare Ti-6Al-4V alloy by vacuum sintering. Then confined hydrogen densification treatment in a high-purity hydrogen atmosphere was carried out, and finally vacuum annealing was performed to remove the residual hydrogen in the alloy. The microstructure morphology of the alloy was observed by an optical microscope. The density and tensile properties of the alloy were determine, and the fatigue performance testing was tested using the MTS-810 hydraulic servo fatigue testing machine . The results show that the confined hydrogen densification treatment can reduce the residual porosity of the sintered Ti-6Al-4V alloy from 2.5% to 1.3%, and the relative density can reach (98.7±0.3)%. After confined hydrogen densification treatment, the tensile strength of the alloy increases from (936±18) MPa to (959±10) MPa, and the elongation increases from (6.7±1.6)% to (12±1.1)%. At the same time, the fatigue performance is improved, and the cycle times reach 4670 cycles under the condition of 0.5% cyclic strain amplitude.
titanium alloy; confined hydrogen densification; residual porosity; microstructure; low cycle fatigue
10.19976/j.cnki.43-1448/TF.2021104
TG146.23
A
1673-0224(2022)02-171-09
国家自然科学基金资助项目(51704336);中南大学创新驱动计划资助项目(2020CX025);中南大学粉末冶金国家重点实验室资助项目
2021−11−30;
2022−01−04
周承商,副教授,博士。电话:0731-88877669;E-mail: chengshang.zhou@csu.edu.cn
(编辑 汤金芝)
猜你喜欢
湘潮(上半月)(2022年7期)2022-12-06
机械工业标准化与质量(2022年3期)2022-08-12
农业装备与车辆工程(2021年10期)2021-11-03
农业装备与车辆工程(2021年2期)2021-02-27
航空发动机(2020年3期)2020-07-24
中南大学学报(自然科学版)(2020年11期)2020-01-10
活力(2019年17期)2019-11-26
北京航空航天大学学报(2019年8期)2019-09-10
汽车文摘(2017年6期)2017-12-06
中国管理信息化(2016年13期)2016-07-11