粉末热挤压7075铝合金的显微组织与力学性能
2022-05-14 07:06井萃汝张建涛温利平肖志瑜
粉末冶金材料科学与工程 2022年2期
井萃汝,张建涛,温利平,肖志瑜
粉末热挤压7075铝合金的显微组织与力学性能
井萃汝,张建涛,温利平,肖志瑜
(华南理工大学 国家金属材料近净成形工程技术研究中心,广州 510640)
采用粉末热挤压法制备7075铝合金棒材,利用扫描电镜(SEM)、透射电镜(TEM)和 X射线衍射仪(XRD)分析材料的显微组织,测定材料的拉伸性能,研究挤压比对7075铝合金棒材组织与力学性能的影响,并对强化机制进行理论计算。结果表明:在500 ℃、挤压比分别为9、16、25、36条件下进行热挤压,挤压过程中有大量第二相MgZn2脱溶析出。随挤压比增大,粉末颗粒间的冶金结合更加充分,合金的抗拉强度与伸长率提高,挤压比为36的合金抗拉强度达到492 MPa,伸长率为27.6%,断裂方式为韧−脆性混合断裂,强化机制为细晶强化、位错强化、第二相强化与固溶强化共同作用。
粉末热挤压;7075铝合金;显微组织;力学性能;强化机制
7xxx系铝合金(Al-Zn-Mg-Cu)的密度低,比强度高,综合性能良好,广泛应用于航空航天工业等领域,是飞机支架、机翼等关键部位的重要零部件材料[1−2]。目前,7xxx系铝合金的制备方法主要为熔铸法[3−5]。ROGAL等[4]采用挤压铸造方法制备添加Sc及Zr元素的7075铝合金,抗拉强度为300 MPa,经T6热处理后抗拉强度提升至498 MPa,但伸长率仅为3%。由于7xxx系铝合金固液相线相差较大,使得结晶温度范围较宽,铸造合金存在偏析严重、极易产生疏松、缩孔等问题[6],实际生产中常在铸造后进行锻造和挤压等后续处理来提高合金的塑性。采用粉末冶金法制备7xxx系铝合金可缩短制备流程、改善偏析、细化晶粒、减少缺陷[7]。粉末热挤压是一种将粉末成形和塑性加工结合在一起的粉末冶金工艺,粉末在低于常规粉末冶金烧结温度和快速高压条件下发生较大的塑性变形,粉末颗粒相互结合,得到综合性能较佳的挤压制品[8]。相比于传统粉末冶金法,粉末热挤压法无需烧结,工艺更加简单,并且挤压合金具有晶粒细小、组织均匀、成分偏析小等优点。与铸造后热挤压等塑性变形相比,粉末热挤压所需要的挤压力更小,在生产中可采取更大范围的挤压温度与挤压比,更容易制备成形[9]。REN等[10]采用粉末热挤压法制备高锌含量的Al-Zn-Mg-Cu合金,获得均匀分布的第二相与超细 晶粒。
热挤压工艺参数对于粉末热挤压法制备7xxx系铝合金的组织与综合性能具有重要影响。王少卿[11]研究了挤压温度对Al-6Zn-2.7Mg-1.3Cu-0.2Cr合金性能的影响,挤压温度为320 ℃的挤压态棒材抗拉强度与屈服强度分别为595 MPa和560 MPa,但伸长率仅为4.2%。廖结莹[12]采用更高的挤压温度制备7075铝合金热挤压棒材,在500 ℃挤压获得517.1 MPa的抗拉强度与8.8%的伸长率。可以发现,相比于铸态7系铝合金,粉末热挤压合金的强度有较明显的提升,但没有达到理想的强塑性匹配,伸长率有待进一步提高。挤压比代表粉末在成形过程中塑性变形的大小,大挤压比意味着更大的变形量,有望提高合金的伸长率,从而使7系铝合金获得良好的强塑性匹配。因此,本文作者以7075铝合金粉末为原料,采用粉末热挤压法制备7075铝合金棒材,研究挤压比对7075铝合金组织与力学性能的影响,以期通过采用合适的挤压比来获得具有理想强塑性匹配的7075铝合金棒材。
1 实验
1.1 原料
采用上海超威纳米有限公司制备的雾化7075铝合金粉末为原料,粉末粒度为45~100 μm,粉末的SEM形貌如图1所示,化学成分列于表1。由图1可见7075铝合金粉末形貌整体为球形或近球形,部分颗粒上有卫星粉黏连,有小部分形状不规则颗粒。
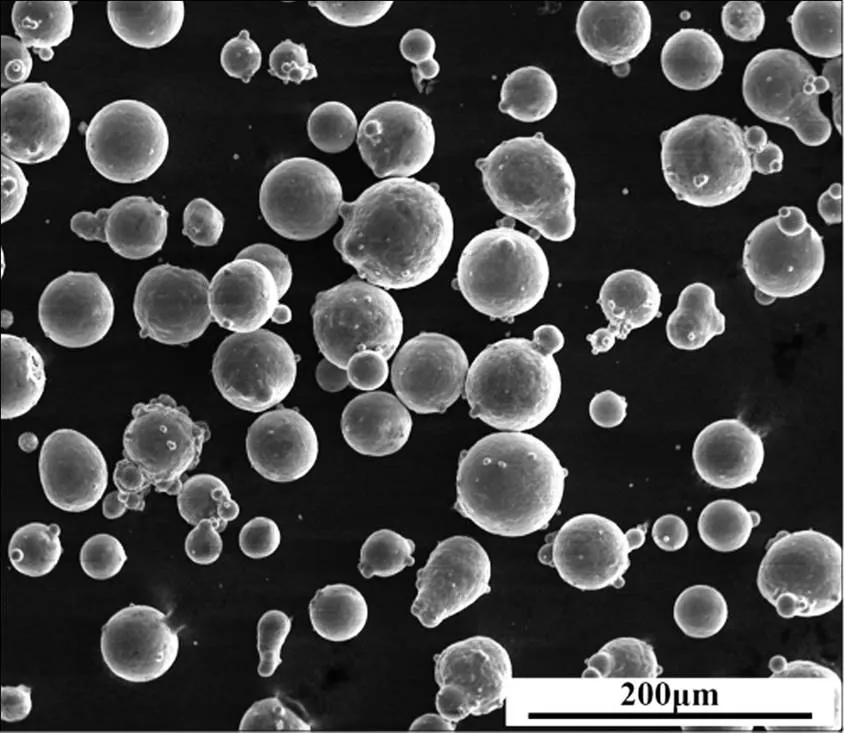
图1 7075铝合金粉末的SEM形貌

表1 7075铝合金粉末的化学成分
1.2 热挤压法制备7075铝合金棒材
将7075铝合金粉末装入包套,用THP-60A油压机在400 MPa 压力下冷压成形,保压10 s,得到直径为30 mm、高25 mm的圆柱形压坯。将压坯与挤压嘴分别置于电阻炉中,生坯在500 ℃保温45 min,挤压嘴在470 ℃保温30 min,随后进行热挤压。在模具和挤压嘴表面涂上润滑液(45#机油+石墨),挤压比分别为9、16、25、36。热挤压空冷至室温,得到7075铝合金棒材试样。
1.3 组织与性能表征
用配有Inca 400能谱仪(EDS)的环境扫描电镜(SEM, Quanta 200)和透射电镜(TEM, FEI TECNAI G2S- TWIN F20)观察和分析粉末热挤压7075铝合金的显微组织。用X’pert Powder X射线衍射仪(XRD,Cu Kα,步长:0.02°)在衍射角2为10°~90°范围内进行物相分析。采用配备电子背散射衍射装置(EBSD)的扫描电镜对挤压态合金进行 EBSD 分析。按照国标GB/T228.1—2010,将热挤压棒材制成标准拉伸试样,采用SANS CMT5105 型微机控制电子万能拉伸实验机进行室温拉伸实验,沿挤压方向拉伸,拉伸速度为0.18 mm/min,测定合金的抗拉强度和伸长率,并观察其断口形貌。
2 结果与分析
2.1 物相组成与显微组织


图2 不同挤压比的热挤压7075铝合金棒材内第二相的分布
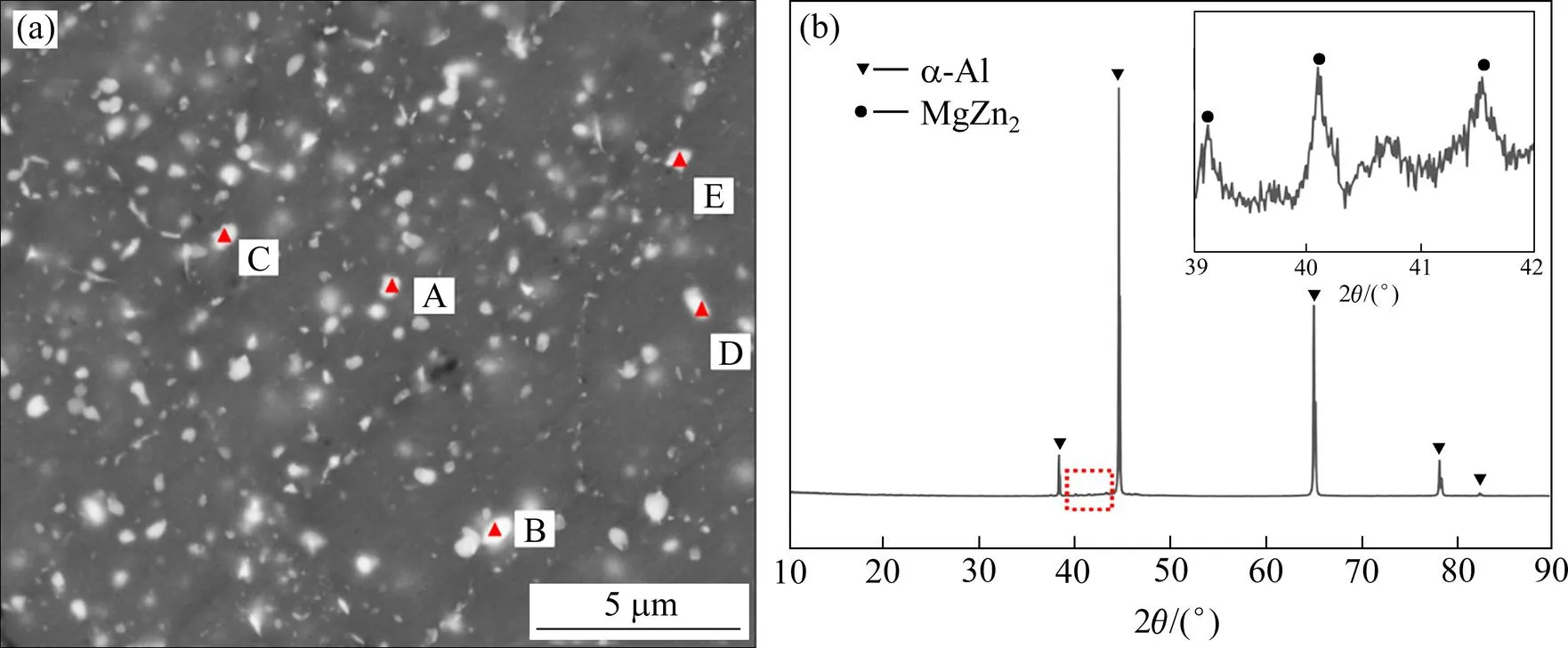
图3 铝合金棒材横截面的SEM图(a)和XRD谱(b)
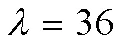
表2 挤压比为36的热挤压7075铝合金的第二相成分
图4所示为原始7075铝合金粉末与挤压比分别为9、16、25和36的挤压棒材纵截面的XRD谱。由图4(a)看出有5个特征衍射峰,分别为α-Al的(111)、(200)、(220)、(311)、(222)晶面衍射峰,与基体α-Al相对应。与7075铝合金原始粉末相比,热挤压合金的衍射峰位置未发生偏移,但峰强有较明显且规律性的变化,即(200)晶面衍射峰强度随挤压比增大而增大,这是热挤压变形中发生择优取向的缘故,表明在挤压合金中出现了织构。此外,从图4(b)所示局部XRD谱可知,7075铝合金挤压棒材含有MgZn2相,这与EDS分析结果一致。
2.2 力学性能
图5所示为挤压比对热挤压7075铝合金拉伸性能的影响。由图可见,随挤压比增大,挤压合金的强度小幅提高,伸长率明显增大。挤压比为9时,棒材的屈服强度为284 MPa,抗拉强度为457 MPa,伸长率为17.6%。当挤压比增加至36时,屈服强度为323 MPa,抗拉强度为492 MPa,相比于挤压比为9的棒材,屈服强度和抗拉强度分别提高13.7%和7.6%,伸长率从17.6%提高至27.6%。这是由于在较大的挤压力作用下,粉末受到更大的剪切力作用,使得颗粒表面的氧化膜得到有效的破碎,在热挤压过程中,新鲜表面接触使得粉末颗粒之间的冶金结合更加充分,因此合金具有更高的强度与伸长率。
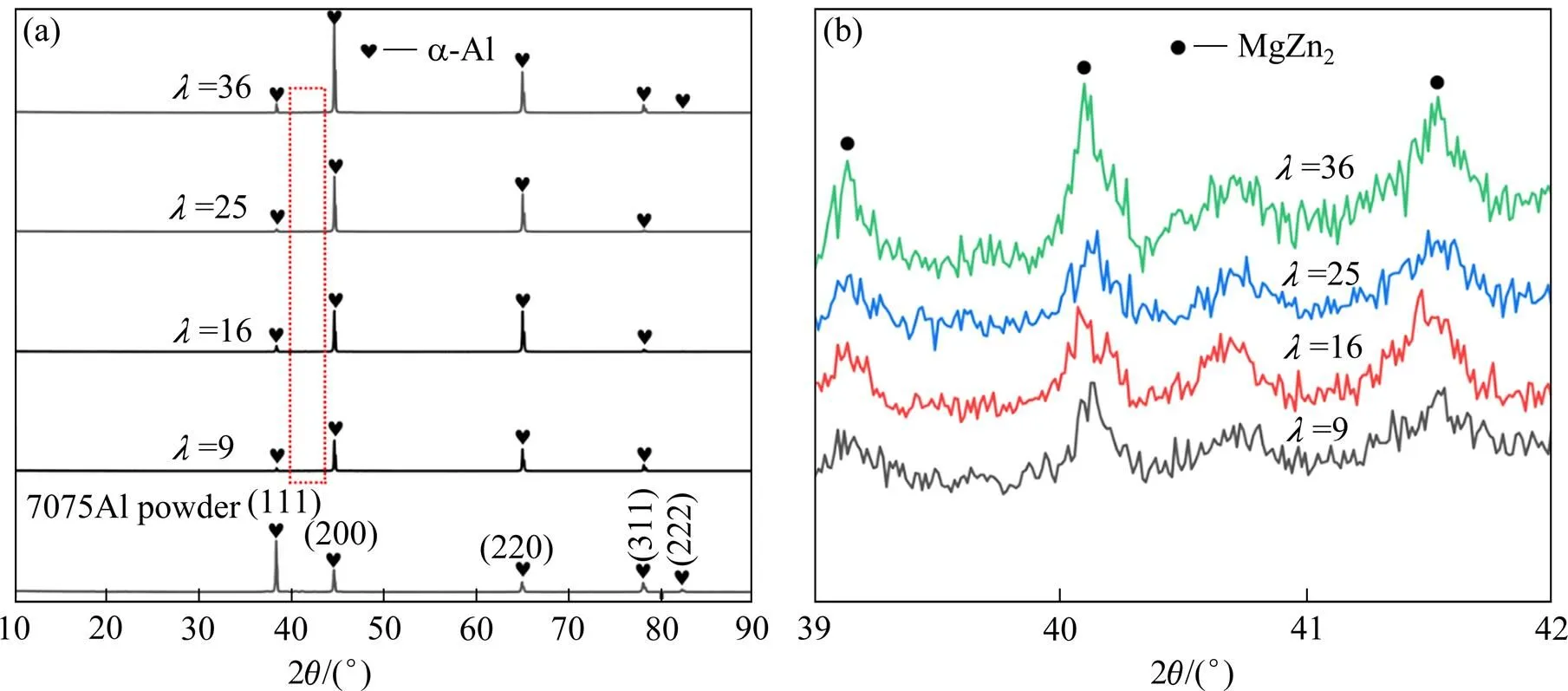
图4 7075铝合金粉末与不同挤压比的热挤压棒材纵截面的XRD谱
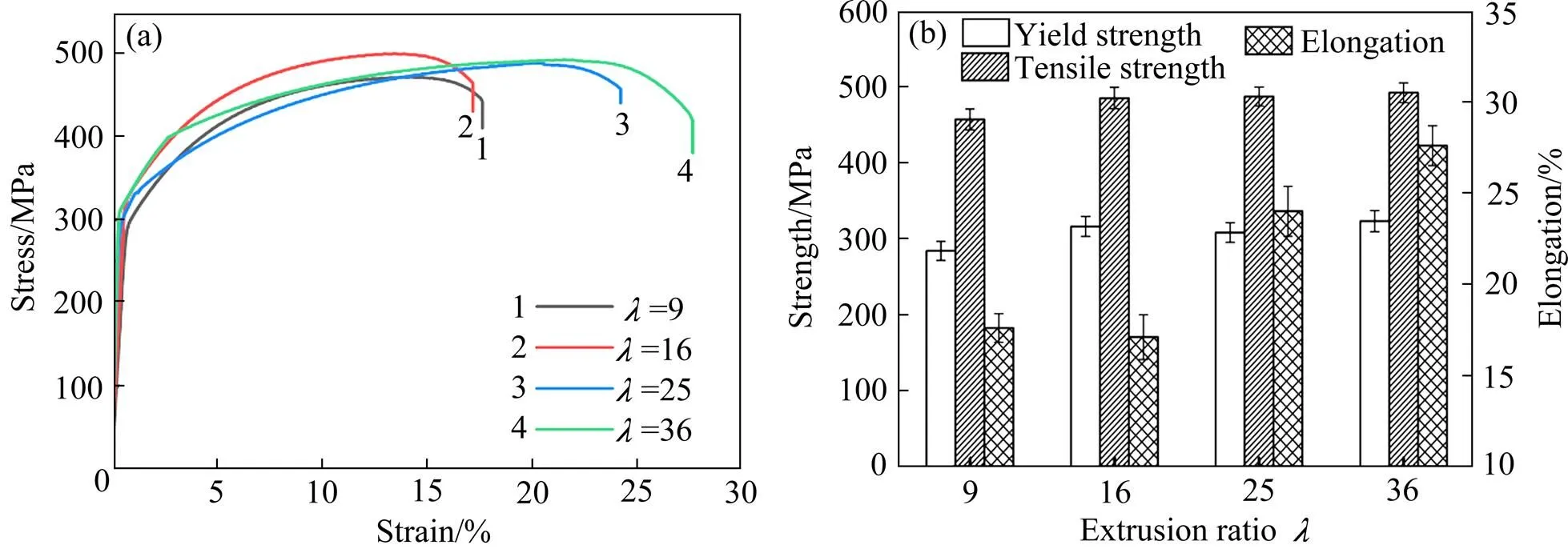
图5 挤压比对7075铝合金拉伸性能的影响
(a) Tensile stress-strain curves; (b) Yield strength, tensile strength and elongation
图6所示为不同挤压比的7075铝合金挤压棒材拉伸断口SEM图。由图可见,所有挤压合金的断裂方式均为韧−脆混合断裂。断口在宏观上表现为沿晶断裂,微观上观察到韧窝,韧窝底部有析出相颗粒,如图6(b)所示。在挤压比较小时,部分粉末颗粒之间结合不紧密,在承受拉应力时,裂纹首先在晶粒边界处产生,裂纹不断扩展相互连接,最终断口在宏观上表现为沿颗粒边界的脆性断裂,同时微观上呈现韧性断裂。随挤压比增大,沿晶断裂的情况有所改善,韧窝数量增加。从图6(d)可见,在挤压比为36时,韧窝数量较其他合金明显增多,沿晶断裂现象减弱,韧性断裂特征更加明显,合金表现出较高的强度与优良的 塑性。
图7所示为挤压比为36的合金棒材与文献[13−19]报道的其他工艺(铸造、等通道转角挤压等)制备的7075铝合金室温拉伸性能。由图可见,本文采用粉末热挤压直接成形的7075铝合金具有更好的综合性能,强度与塑性配合良好。这与其微观组织密切相关。本文通过对该合金的纵截面进行EBSD与TEM分析,从晶粒细化、位错、大小角晶界等方面对合金的形貌与微观组织进行深入分析,并研究其强化机制。
2.3 强化机制
图8和图9所示为挤压比为36的7075铝合金棒材纵截面的EBSD分析结果。图8(a)所示为棒材纵截面晶粒在纵截面法向的取向,可见晶粒沿挤压方向存在明显的变形,呈现出大量细小晶粒与á001ñ取向的粗大变形条带相结合的特点。图8(b)所示为晶粒尺寸分布图,从图中可知,晶粒呈多尺度分布,平均晶粒尺寸为3.25 μm,尺寸为1 μm的细小晶粒的体积分数约为37%。晶粒多尺度分布有利于提高合金的强度与塑性。其中的细小晶粒可发挥晶界强化效应,提高合金的抗拉强度,较大尺寸的晶粒具有较高的加工硬化率,在塑性变形过程中使基体具有良好的协调变形能力。晶粒多尺度分布的原因,一方面源于大挤压比条件下晶粒破碎,另一方面源于热挤压过程中发生的动态回复与动态再结晶。图8(c)所示为合金在{100}、{110}、{111}晶面的极图,可见在{100}晶面上极图强度最高,达到21.26,与标准极射投影图相比,该合金为Cube{001}á100ñ织构,这与XRD的分析结果一致。
图6 不同挤压比的7075铝合金棒材拉伸断口SEM照片

图7 挤压比为36的7075铝合金棒材与其他工艺制备的7075铝合金[13−19]力学性能对比
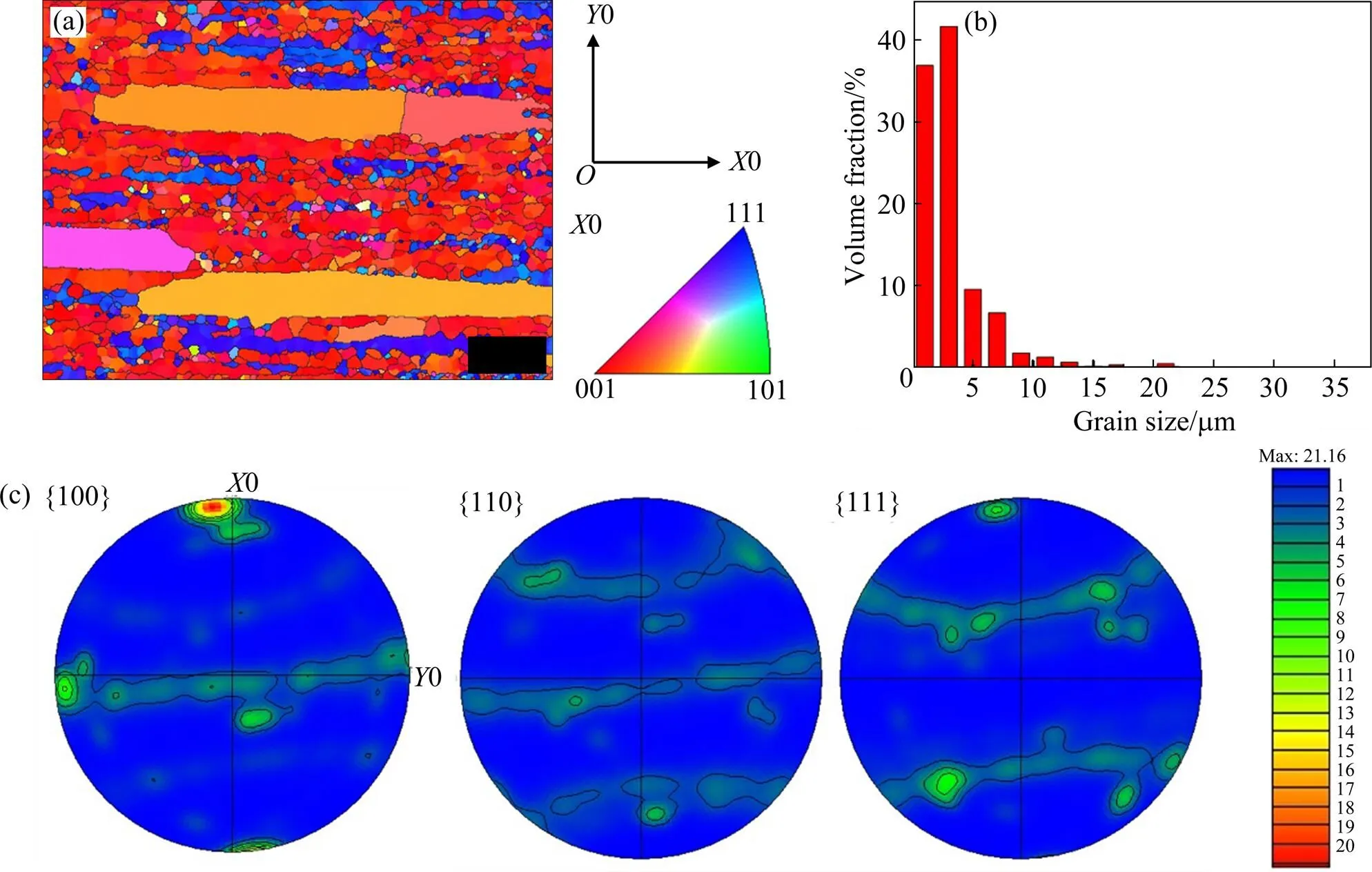
图8 挤压比为36的热挤压7075铝合金棒材纵截面的EBSD分析结果
(a) Inverse pole figure; (b) Grain size distribution; (c) Pole maps
作为高层错能金属,通常被认为在热塑性变形时主要发生动态回复,极少出现动态再结晶(continuous dynamic recrystallization, CDRX)[20−21]。但从图9(a)看出,铝合金在热挤压过程中不仅发生动态回复,也发生动态再结晶,图9(b)所示统计结果表明再结晶晶粒的面积分数为65.6%。图9(c)和(d)分别为晶界图和晶界取向统计图,黑色为晶界角度大于15°的大角度晶界(high-angle grain boundaries, HAGBs),所占比例为64%;绿色为晶界角度2°~15°的小角度晶界(low-angle grain boundaries, LAGBs),所占比例为36%。由图可见,变形晶粒与亚晶粒附近大部分为小角度晶界,再结晶晶粒附近多为大角度晶界。图10所示为合金中的析出相及其周围的位错分布。7075铝合金中主要的合金元素Zn、Cu、Mg,一部分以溶质原子的形式固溶于铝基体中,一部分以MgZn2等析出相的形式存在。从图中可知在析出相和晶界周围易产生位错塞积,位错密度较高,为动态再结晶提供能量,促进动态再结晶的进行。
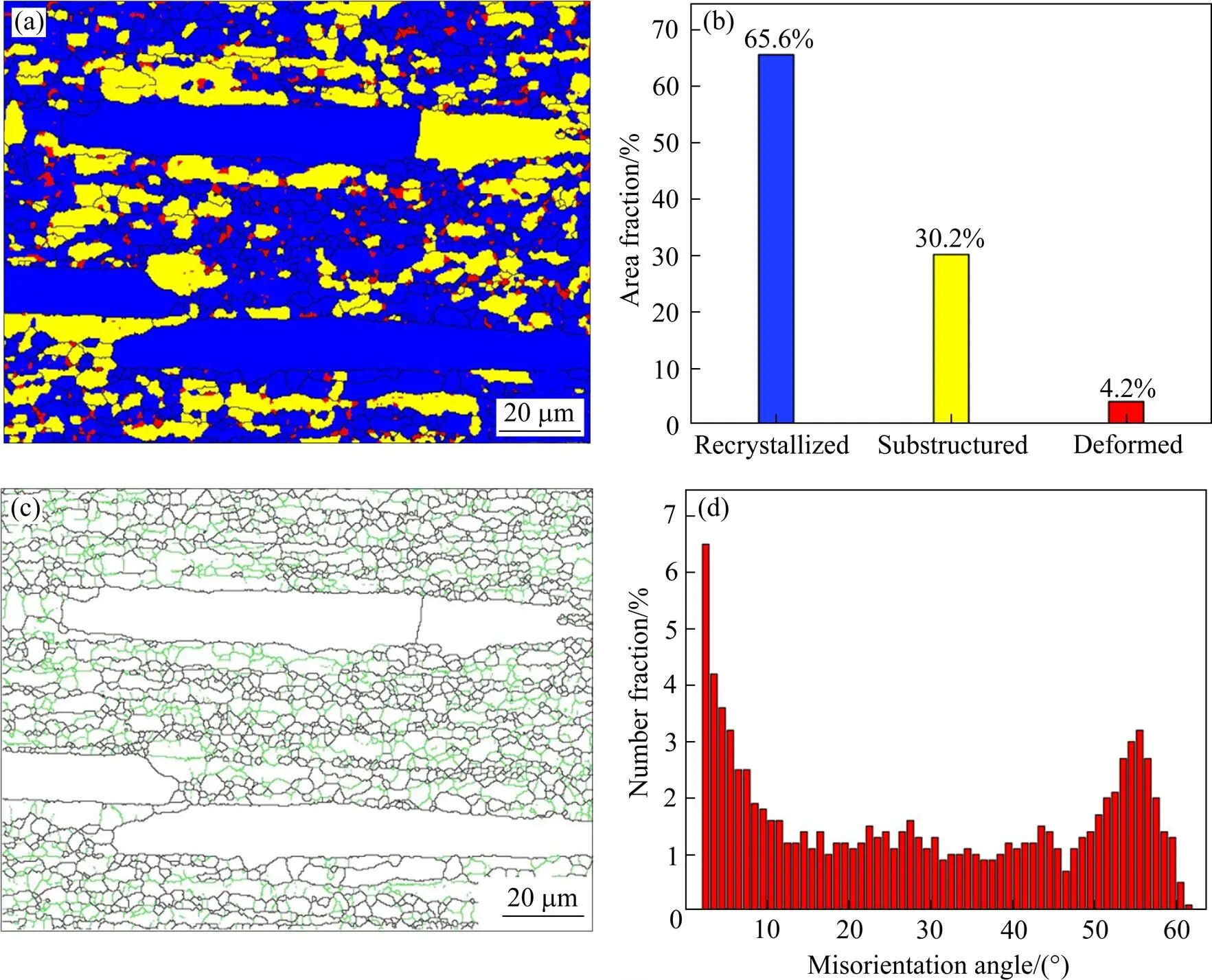
图9 挤压比为36的7075铝合金棒材纵截面的EBSD分析结果
(a) Recrystallization diagram; (b) Number of recrystallization grain, substrctured grain and deformed grains; (c) Grain boundary misorientation distribution map (black represents HAGBs (>15°), green represents LAGBs (2°−15°)); (d) Grain boundary orientation
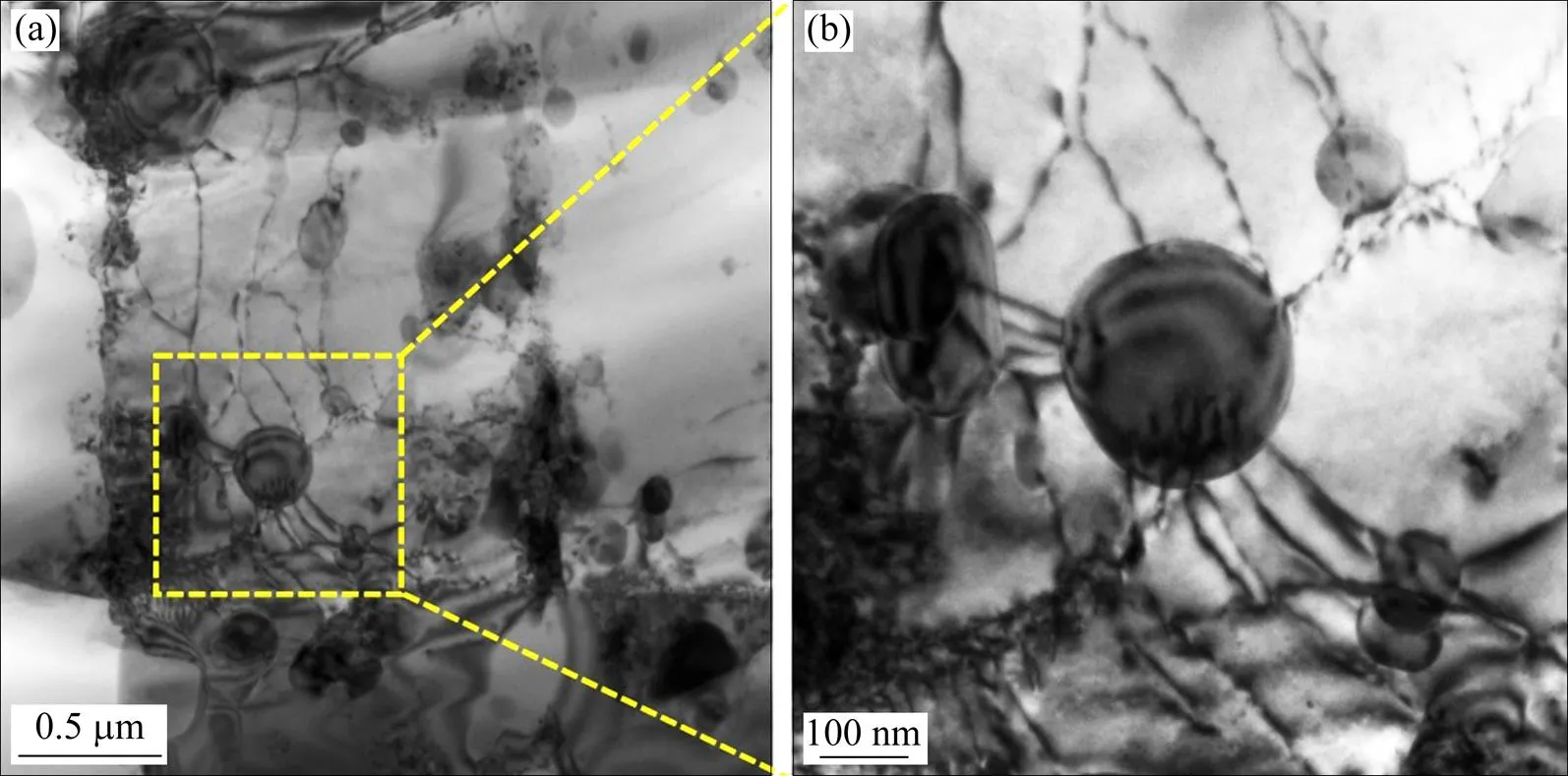
图10 挤压比为36的7075铝合金棒材纵截面组织中的位错分布TEM照片
图11所示为7075铝合金挤压棒材纵截面的EBSD平均取向差(Kernel average misorientation, KAM)图与局部取向差(local misorientation, LocMis)分布图。局部取向差的区域为绿色,局部取向差越大,表明该区域位错密度越高。由图可见,粗大的变形条带内部位错密度较低,亚晶粒与变形晶粒区域(即晶粒尺寸较小的位置)的局部取向差较大,具有较高的位错密度,这是由于细晶区域附近存在较多的位错塞积,在拉伸过程中,位错塞积产生的应力集中会加速裂纹的萌生与扩展。
从以上分析可知,粉末热挤压法制备的7075铝合金棒材具有较高的综合力学性能是细晶强化、位错强化、第二相强化与固溶强化机制综合作用的结果。对挤压比为36的合金强化机制进行理论计算。

图11 挤压比为36的铝合金棒材纵截面的EBSD结果
(a) KAM image; (b) Local misorientation map
1) 细晶强化
热挤压铝合金的微观组织由部分超细晶粒与微米级晶粒组成,平均晶粒尺寸为3.25 μm,根据Hall-Petch公式[22]:
式中:GBS为细晶强化对合金屈服强度的贡献值,MPa;0为常数,反映晶内对变形的阻力,对于7075铝合金而言,0取20 MPa;为常数,表征晶界对强度的影响程度,取0.12 MPa∙m1/2 [23];为晶粒的平均直径,3.25 μm。由式(1)计算出晶粒细化对屈服强度的增量为86.56 MPa。
2) 位错强化
目前普遍认为位错强化机制与位错的交互作用相关[24]。随着塑性变形的进行,位错密度不断提高,位错在运动过程中产生位错割阶、缠结等障碍,阻碍位错运动,引起变形抗力增加,其宏观表现即为合金的加工硬化。位错强化作用采用Taylor模型[25]进行表征:
3) 第二相强化
从挤压铝合金的组织分析可知,在热挤压过程中,原本固溶于铝基体的合金元素大量脱溶析出,析出相主要为MgZn2,图12(a)为热挤压态合金中MgZn2析出相分布的TEM图,对析出相的尺寸和析出相间距进行测量,取平均值。由于MgZn2相尺寸较大、硬度较高,因此适用于位错绕过机制,即Orowan强化机制[27]。图12(b)、(c)、(d)所示为挤压比为36的铝合金室温拉伸断口的TEM图像,白色圈内为MgZn2析出相,由图可见,经过室温拉伸变形后,析出相周围出现高密度位错,塑性变形过程中析出相阻碍位错运动。位错遇到硬度较高、尺寸较大的析出相,通过位错绕过机制完成第二相强化。铝合金常用的第二相强化模型如下[28]:
(a) Extruded alloy; (b), (c), (d) Tensile fracture of extruded alloy
式中:和分别为析出相的平均尺寸和析出相粒子的有效间距,根据图12(a),和分别为0.14 μm和0.35 μm;为泰勒因子,取值3;为剪切模量,GPa,取值26 GPa;为柏氏矢量,=0.286 nm。由式(3)计算出第二相强化产生的屈服强度增量为81.26 MPa。从式(3)看出第二相的数量与大小决定合金强化作用,析出相数量越多,尺寸越小,位错绕过第二相消耗的能量越多,合金强度越高。
4) 固溶强化
由溶质原子与位错之间的交互作用引起屈服强度提高的现象称为固溶强化。固溶强化可用Labusch- Nabarro模型[29]进行表征:

式中:C为固溶原子的浓度;b和G分别为固溶原子的原子半径与剪切模量;为常数,铝合金取246 MPa;为常数,取值范围9~16。7075铝合金中的溶质原子主要为Mg、Zn、Cu,但并不是所有元素都固溶于基体,部分元素以第二相MgZn2的形式析出。SHAERI等[15]假设所有的溶质原子均固溶于7075铝合金基体中,计算出挤压态7075铝合金的最大固溶强度为52 MPa。在本文中,实际测得挤压合金的屈服强度为323 MPa,细晶强化、位错强化和第二相强化等3种强化机制总的理论强化值为289.39 MPa,由此可知固溶强化带来的屈服强度增量约为33.61 MPa。
综合以上分析,挤压铝合金的理论屈服强度为:

其中细晶强化、位错强化与第二相强化的贡献较大。
3 结论
1) 采用粉末热挤压法,在挤压温度为在500 ℃,挤压比分别为9、16、25、36条件下制备7075铝合金棒材。挤压过程中,伴随第二相MgZn2的大量析出,且随挤压比增大,颗粒间的冶金结合更加充分,第二相分布更均匀。
2) 随挤压比增大,铝合金的抗拉强度与伸长率提高。在挤压比为36时,合金具有最佳的综合力学性能,屈服强度和抗拉强度分别为323 MPa和492 MPa,同时伸长率达到27.6%,断裂方式为韧−脆性混合断裂。
3) 挤压比为36的7075铝合金棒材的强化机制为细晶强化、位错强化、第二相强化与固溶强化的综合作用,其中细晶强化、位错强化与第二相强化的贡献较大。
[1] 邓运来, 张新明. 铝及铝合金材料进展[J]. 中国有色金属学报, 2019, 29(9): 2115−2141.
DENG Yunlai, ZHANG Xinming. Development of aluminum and aluminum alloy[J]. The Chinese Journal of Nonferrous Metals, 2019, 29(9): 2115−2141.
[2] DAS T, KARUNANITHI R. Deformation, decomposition and hardening behavior of nano Al7075 alloy prepared by mechanical milling and hot pressing[J]. Advanced Powder Technology, 2016, 27(4): 1874−1877.
[3] LU T W, CHEN W P, LI B, et al. Influence mechanisms of Zr and Fe particle additions on the microstructure and mechanical behavior of squeeze-cast 7075Al hybrid composites[J]. Journal of Alloys and Compounds, 2019, 798: 587−596.
[4] ROGAL, DUTKIEWICZ J, ATKINSON H V, et al. Characterization of semi-solid processing of aluminum alloy 7075 with Sc and Zr additions[J]. Materials Science & Engineering A, 2013, 580(1/2): 362−373.
[5] 袁松阳, 张亮, 吴国华, 等. 7000系铝合金及其复合材料挤压铸造研究进展[J]. 特种铸造及有色合金, 2017, 37(12): 1304− 1309.
YUAN Songyang, ZHANG Liang, WU Guohua, et al. Research progress in squeeze casting 7000 series aluminum alloys and their composites[J]. Special Casting & Nonferrous Alloys, 2017, 37(12): 1304−1309.
[6] 苗艳伟, 李史星, 杜俊莉. 7075铝合金扁锭铸造缺陷研究[J].有色金属加工, 2018, 47(1): 17−21.
MIAO Yanwei, LI Shixing, DU Junli. Study on casting defects of 7075 aluminum alloy flat ingot[J]. Nonferrous Metals Processing, 2018, 47(1): 17−21.
[7] LEE S H, AHN B. Effect of compaction pressure and sintering temperature on the liquid phase sintering behavior of Al-Cu-Zn alloy[J]. Archives of Metallurgy and Materials, 2015, 60(2): 1485−1489.
[8] REN J, WANG R C, PENG C Q, et al. Multistage aging treatment influenced precipitate characteristics improve mechanical and corrosion properties in powder hot-extruded 7055 Al alloy[J]. Materials Characterization, 2020, 170: 110683.
[9] 游江, 刘允中, 顾才鑫, 等. 粉末热挤压SiCp/2024铝基复合材料的显微组织和力学性能[J]. 粉末冶金材料科学与工程, 2014, 19(1): 147−153.
YOU Jiang, LIU Yunzhong, GU Caixin, et al. Microstructures and mechanical properties of SiCp/2024 aluminum matrix composite prepared by powder hot extrusion[J]. Materials Science and Engineering of Powder Metallurgy, 2014, 19(1): 147−153.
[10] REN J, WANG R C, PENG C Q, et al. Ultra-high strength Al-Zn-Mg-Cu alloys with high zinc content prepared via powder hot extrusion[J]. Micron, 2021, 144: 103015.
[11] 王少卿. 粉末热挤压Al-Zn-Mg-Cu合金的制备工艺及组织性能研究[D]. 济南: 山东大学, 2010.
WANG Shaoqing. Investigation on fabrication technology, microstructure and mechanical properties of powder hot extruded Al-Zn-Mg-Cu alloy[D]. Jinan: Shandong University, 2010.
[12] 廖结莹. 快速凝固7075铝合金挤压材的微观组织与力学性能及耐蚀性能研究[D]. 广州: 华南理工大学, 2019.
LIAO Jieying. Research on mechanical property and corrosion properties of rapidly solidified 7075 aluminum alloy by hot extrusion[D]. Guangzhou: South China University of Technology, 2019.
[13] PU B W, LIN X B, LI B W, et al. Effect of SiC nanoparticles on the precipitation behavior and mechanical properties of 7075Al alloy[J]. Journal of Materials Science, 2020, 55(14): 6145−6160.
[14] LENG J F, DONG Y F, REN B H, et al. Effects of graphene nanoplates on the mechanical behavior and strengthening mechanism of 7075Al alloy[J]. Materials: Basel, 2020, 13(24): 5808.
[15] SHAERI M H, SHAERI M, EBRAHIMI M, et al. Effect of ECAP temperature on microstructure and mechanical properties of Al-Zn-Mg-Cu alloy[J]. Progress in Natural Science: Materials International, 2016, 26(2): 182−191.
[16] PUGA H, CARNEIRO V H, BARBOSA J, et al. Effect of grain and secondary phase morphologies in the mechanical and damping behavior of Al7075 alloys[J]. Metals and Materials International, 2016, 22(5): 863−871.
[17] ADEYEMI D I, BOLAJI A, MOSOBALAJE O A, et al. Effect of heat treatment on some mechanical properties of 7075 aluminium alloy[J]. Materials Research, 2013, 16(1): 190−194.
[18] KIM H, HA H, LEE J, et al. Outstanding mechanical properties of ultrafine-grained Al7075 alloys by high-pressure torsion[J]. Materials Science and Engineering A, 2021, 810: 141020.
[19] DAS P, JAYAGANTHAN R, SINGH I V. Tensile and impact-toughness behaviour of cryorolled Al 7075 alloy[J]. Materials & Design, 2011, 32(3): 1298−1305.
[20] 徐振宇, 胡道春. 6082铝合金热变形过程中的动态再结晶行为[J]. 中国有色金属学报, 2020, 30(6): 1230−1237.
XU Zhenyu, HU Daochun. Dynamic recrystallization behavior of 6082 aluminum alloy during hot deformation[J]. The Chinese Journal of Nonferrous Metals, 2020, 30(6):1230−1237.
[21] 薛杰, 王有为, 张志豪, 等. 挤压温度对Al-Zn-Mg-Cu合金动态再结晶、时效组织和力学性能的影响[J]. 中国有色金属学报, 2017, 27(11): 2204−2211.
XUE Jie, WANG Youwei, ZHANG Zhihao, et al. Effects of extrusion temperature on dynamic recrystallization, aging microstructure and mechanical properties of Al-Zn-Mg-Cu alloy[J]. The Chinese Journal of Nonferrous Metals, 2017, 27(11): 2204−2211.
[22] ZENJI H, TAKAYOSHI F, MINORU N, et al. Equal-channel angular pressing of commercial aluminum alloys: grain refinement, thermal stability and tensile properties[J]. Metallurgical and Materials Transactions A, 2000, 31(3): 691−701.
[23] REIHANIAN M, EBRAHIMI R, TSUJI N, et al. Analysis of the mechanical properties and deformation behavior of nanostructured commercially pure Al processed by equal channel angular pressing (ECAP)[J]. Materials Science & Engineering A, 2007, 473(1): 189−194.
[24] CHINH N Q, GUBICZA J, LANGDON T G. Characteristics of face-centered cubic metals processed by equal-channel angular pressing[J]. Journal of Materials Science, 2007, 42(5): 1594− 1605.
[25] GUBICZA J, CHINH N Q. Microstructure of ultrafine-grained FCC metals produced by severe plastic deformation[J]. Current Applied Physics, 2005, 6(2): 194−199.
[26] BRANDSTETTER S, DERLET P M, VANPETEGEM S, et al. Williamson–Hall anisotropy in nanocrystalline metals: X-ray diffraction experiments and atomistic simulations[J]. Acta Materialia, 2007, 56(2): 165−176.
[27] SZAJEWSKI A, CRONE C, KNAP J. Analytic model for the Orowan dislocation-precipitate bypass mechanism[J]. Materialia, 2020, 11: 100671.
[28] SHAREI M H, SALEHI M T, SEYYEDEIN S H, et al. Characterization of microstructure and deformation texture during equal channel angular pressing of Al-Zn-Mg-Cu alloy[J]. Journal of Alloys and Compounds, 2013, 576: 350−357.
[29] ZANDER J, SANDSTROM R, VITOS L. Modelling mechanical properties for non-hard enable aluminium alloys[J]. Computational Materials Science, 2007, 41(1): 86−95.
Microstructure and mechanical properties of powder hot extruded 7075 aluminium alloy
JING Cuiru, ZHANG Jiantao, WEN Liping, XIAO Zhiyu
(National Engineering Research Center of Near-Net-Shape Forming for Metallic Materials,South China University of Technology, Guangzhou 510640, China)
7075 aluminum alloy bar was prepared by powder hot extrusion method. The microstructures of the alloy bar were examined by scanning electron microscopy (SEM), transmission electron microscopy (TEM), and X-ray diffraction (XRD). In addition, the tensile properties of the samples were also tested. The influences of the extrusion ratio on the microstructure and mechanical properties of the bar were investigated, and the strengthening mechanism was calculated in theory. The results show that a large number of second phase MgZn2precipitates are desolventized and precipitated during hot extrusion at 500 ℃ with extrusion ratios of 9, 16, 25, and 36. With increasing extrusion ratio, the metallurgical bonding between the powder particles becames more sufficient, and the tensile strength and elongation of the alloy increase continuously. A high tensile strength of 492 MPa with an elongation of 27.6% is obtained at an extrusion ratio of 36. The fracture mode is a ductile-brittle-bonding fracture. The strengthening mechanism is the combined action of fine-grain strengthening, dislocation strengthening, second phase strengthening and solution strengthening.
powder hot extrusion; 7075 aluminium alloy; microstructure; mechanical property; strengthening mechanisms
10.19976/j.cnki.43-1448/TF.2021092
TB331
A
1673-0224(2022)02-140-11
广东省重大科技攻关项目(2019B010942001);国家自然科学基金资助项目(51627805)
2021−11−06;
2021−12−27
肖志瑜,教授,博士。电话:13922266121;E-mail: zhyxiao@scut.edu.cn
(编辑 汤金芝)
猜你喜欢
上海金属(2022年4期)2022-08-03
中国新技术新产品(2022年7期)2022-07-14
物理学报(2022年7期)2022-04-15
昆钢科技(2021年1期)2021-04-13
石油商技(2021年1期)2021-03-29
昆钢科技(2020年6期)2020-03-29
上海金属(2020年1期)2020-01-17
大陆桥视野·下(2016年9期)2017-05-08
科技创新与应用(2017年7期)2017-03-27
纺织导报(2014年7期)2014-10-30