
用于形成内螺纹的轴向自进给三滚压模具成形方式
2021-10-28 11:26:10赵升吨张硕文费亮瑜冯智彦
重型机械 2021年5期
蒋 飞,赵升吨,张硕文,朱 倩,费亮瑜,冯智彦
(西安交通大学 机械工程学院,陕西 西安 710049)
0 前言
螺纹连接是使用带有螺纹的零件组成的可拆卸连接,结构简便、装备和拆卸方便、应用领域广,包括通用的紧固件零件(螺钉、螺栓、螺母)、带有螺纹的轴、带有螺纹孔的箱体和壳形零件等[1]。在一些重型机械设备中,如风力发电机、汽轮机气缸,M60以上的公制螺纹或3-7英寸的英制螺纹孔被广泛采用,这类设备吨位大、形状复杂、工作条件恶劣,对此类螺纹的强度和精度要求很高[2]。
随着中央财经委员会第九次会议提出的实现碳达峰、碳中和政策,要求工业领域推进绿色制造,这对于机械制造行业提出了更高的要求。目前,此类大直径内螺纹多采用切削等减材成形的加工方式,此类加工方式一方面会使零件表面的金属纤维被损坏,造成零件力学性能差,质量降低等缺点;另一方面加工过程中会浪费大量切屑,而且生产效率较低[3-4]。所以传统的内螺纹的减材成形加工方式不符合“双碳”目标下的绿色制造的要求,因此,需要一种新的塑性加工工艺来满足这种需求。
塑性成形加工方法是一种等材成形的加工方式,加工后零件金属组织未被切断,连续性好,表层金属的硬度和强度高,效率高,而且不会产生切屑,避免了材料浪费[5]。目前小直径内螺纹通常采用挤压攻丝的塑性成形方式,国外Hayama[6]利用最小能量法和部分塑性变形厚壁圆筒理论建立了一个能预测内螺纹冷挤压过程中最大扭矩值的模型;Velio[7]等提出了一种加工小直径内螺纹时挤压丝锥的设计方法,并建立了挤压不同材料的扭矩计算公式,并用制造的丝锥挤压不同材料的内螺纹,得到的螺纹均在精度范围内;国内缪宏[8]建立了挤压变形区工件沿锥齿挤压力的力学模型,得到了挤压M22×1.5 Q460钢内螺纹的切向挤压力为4 500 N,通过实验测得的力约4 800 N,误差低于10%,理论较合理;Li和Zhao[9~11]基于内螺纹挤压原理,利用Deform有限元软件研究了螺纹形成过程、金属流动规律及工艺参数对成形的影响。大直径内螺纹采用滚压加工的研究比较少,Hallberg[12]提出了一种加工薄壁管内螺纹的滚压刀具;Veliko[13]建立了一种用于加工M50以上内螺纹的升角可调式滚压头及一种升角不可调式滚压头。因此,开展对于内螺纹轴向自进给滚压成形工艺及其理论的研究很有必要。
本文提出一种加工大直径内螺纹的三滚压模具式内螺纹轴向自进给滚压成形技术,详细介绍了滚压系统的结构和工作过程。通过有限元仿真研究其金属流动规律。最后进行滚压试验,对内螺纹的性能进行评价。
1 内螺纹滚压成形技术基本原理与工艺过程
1.1 基本原理
如图1所示为内螺纹滚压成形工艺系统,图1a展示了内螺纹滚压成形工艺系统,该系统主要由4个滚压模具、坯料、三爪卡盘、中心模具、推力夹钳等组成。滚压模具结构参数完全相同,与坯料轴向平行安装,沿坯料圆周方向均匀分布,如图1b所示,滚压模具包括切入刃角段和校正段,切入刃角段与滚压模具轴线夹角为αe,切入刃角段先进入工件,对坯料进行径向挤压,使螺纹牙高不断增大形成初始牙型,然后校正段对螺纹牙型进行修整,去除螺纹表面的毛刺及金属屑,细化螺纹轮廓,形成最终牙型;中心模具和滚压模具端部平齐,滚压模具通过和中心模具相互啮合保证其始终处于正确相位,保证螺纹牙型位置要求,防止滚压前期坯料和滚压模具出现打滑现象,保证多个滚压模具之间同步同向精确运动;推力夹钳可保证滚压前滚压模具和三爪卡盘夹持的坯料端面保持良好啮合。
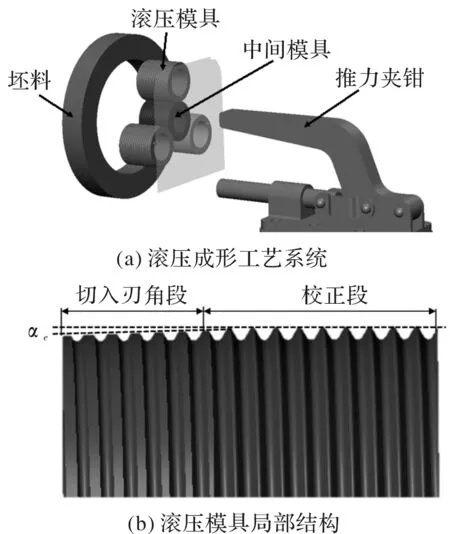
图1 内螺纹滚压成形工艺系统
1.2 工艺过程
内螺纹滚压成形过程包括以下步骤:
(1)将坯料置于三爪卡盘中固定夹紧;
(2)伺服电机驱动坯料以转速ns正向旋转,滚压模具由螺纹啮合以转速nd同向、同步、同速旋转,同时中心模具和滚压模具以转速nd反向、同步、同速旋转;
(3)在滚压初期闭合推力夹钳使滚压模具和坯料端部良好接触,此时,由于滚压模具和坯料的升角不同,滚压模具会做恒定速度为v的自进给运动,滚压模具的切入刃角段径向滚压螺纹使得螺纹牙高不断增大形成初始牙型,当校正段开始滚压螺纹时,螺纹的牙型不断被修正形成最终螺纹,螺纹的长度不断增加;
(4)滚压结束后,伺服电机驱动坯料反向旋转,滚压模具以恒速v向外退出,直到切入刃角段脱离坯料端面,滚压结束。
如图2所示为滚压成形过程中滚压前、滚压中和滚压后三个阶段。

图2 内螺纹滚压成形过程
2 有限元仿真
内螺纹滚压过程中坯料发生明显的塑性变形形成螺纹,模具的反复轧制使得坯料弹性变形量很小,基本可忽略不计,因此,本文采用Deform-3D软件利用刚塑性有限元分析技术开展内螺纹成形过程的数值仿真分析。
2.1 工艺运动特征转化与运动参数
在内螺纹滚压成形过程中,坯料以转速ns旋转,三个滚压模具(A、B、C)受到摩擦力的作用绕各自转轴(OA、OB、OC)以转速nd旋转,由螺纹啮合原理可得坯料转速ns与滚压模具转速nd之间的关系可表示为:
(1)
式中,d1为滚压模具的中径;d2为坯料的中径。滚压过程的具体运动特征如图3a所示。
本文中ns=10 r/min,d1=32.9 mm,d2=97.701 mm,由等式(1)可得到nd=30 r/min。在Deform-3D软件中,坯料一般保持静止,而内螺纹滚压成形工艺的系统组成及运动特征与行星轮系类似,所以可将其转换为如图3b中的轮系形式,其运动特征为:将坯料固定于转轴 上,假设行星轮系中的保持架上安装三个滚压模具(A、B、C),其转轴与坯料转轴 重合,当滚压模具(A、B、C)绕各自转轴(OA、OB、OC)以转速nd自转时,也将同时以转速ns绕坯料转轴 公转,并沿坯料轴向方向以恒定速度v轴向运动,轴向速度大小由旋转模具和待加工内螺纹的螺旋角决定,大小为0.666 mm/s。

图3 内螺纹滚压工艺运动特征转换
2.2 有限元建模
本文对M100×2内螺纹滚压成形过程进行仿真,为减小计算量,并且更精确地模拟滚压过程,取坯料的1/12进行仿真,用固定套代替三爪卡盘进行坯料的定位,完成对整体坯料、1/12坯料、滚压模具和固定套的三维建模,将其以STL格式输出至Deform-3D软件中,如图4所示。取坯料长度为10 mm,材料选择软件自带的35号钢。由于M100×2内螺纹的全牙高只有1.08 mm,为了能更好的模拟内螺纹牙型形成过程,需要保证牙高处至少有三个四面体单元,若整体对坯料划分网格则网格数量太多,计算机硬件达不到要求。由于滚压成形中材料的变形主要发生在坯料表面,且主要发生在牙高及牙底内侧0.3 mm处,即在坯料表面深度约1.5 mm的区域进行系数为0.01的局部网格细化。
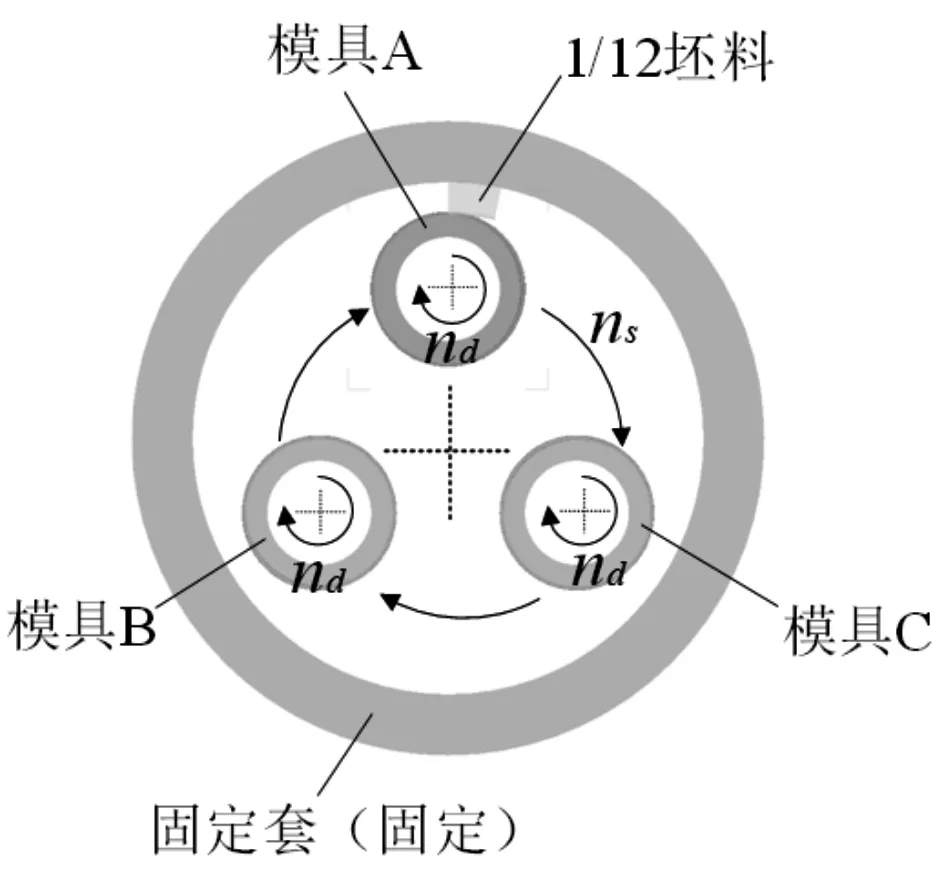
图4 内螺纹滚压有限元模型
2.3 有限元仿真结果
2.3.1 成形过程
如图5所示为整体坯料模型和1/12有限元模型下随着模具轴向进给深度的增加,牙型的成形过程,可以看到,在滚压前期(模具轴向运动10 mm),切入刃角段滚压坯料,坯料表面形成了较浅的牙型;在滚压中后期(模具轴向运动9~20 mm),校正段进入坯料,螺纹牙顶逐渐成形。
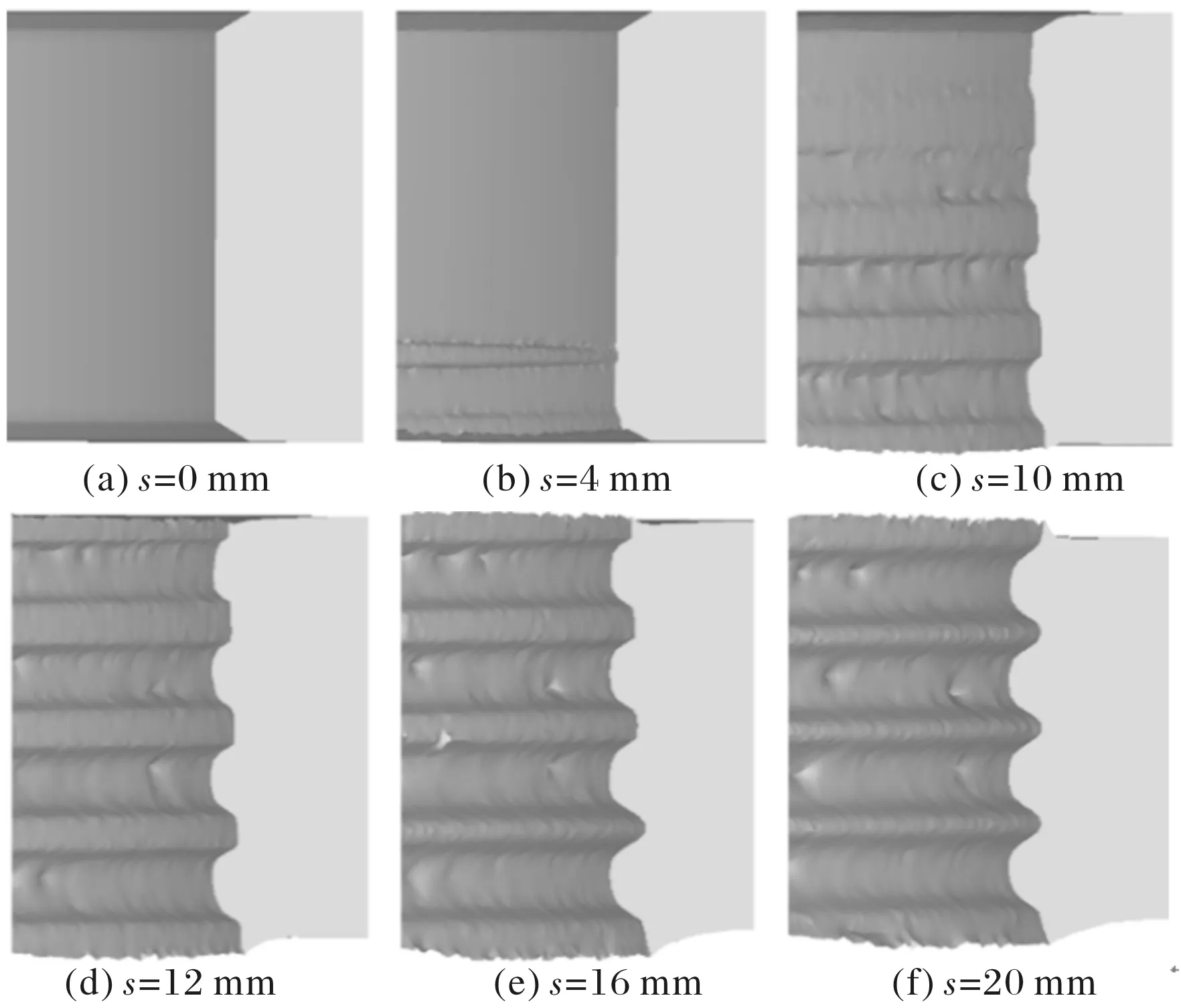
图5 内螺纹牙型随着进给深度增加时的成形过程
2.3.2 等效应力分布
如图6所示为内螺纹滚压成形不同阶段坯料截面等效应力分布图。可以看出,在滚压阶段(s=5.8 mm),随着切入刃角段的挤入,金属材料逐渐向模具牙侧堆积,螺纹牙底附近所受应力最大,约949 MPa,离牙底越远,等效应力越小,在距坯料表面1.1 mm处,等效应力为零。

图6 内螺纹滚压成形不同阶段坯料截面等效应力分布云图
随着滚压模具的前进,被滚压的坯料变多,但等效应力的最大值未变。由牙顶径向延伸,等效应力由零(牙顶附近0.12 mm内)逐渐增大到500 MPa左右(距牙顶约0.38 mm),然后又逐渐减小到零(距牙顶约2 mm);由牙底径向延伸,等效应力由最大(牙底附近0.3 mm内)逐渐变为零(距牙底约1.26 mm)。如图7所示为滚压校形阶段不同截面等效应力的分布图,可以看出,等效应力是从右下至左上分布的,在左上截面(A-A截面),滚压模具前进方向的螺纹牙侧比背离模具前进方向的牙侧的等效应力大(深度约0.3 mm),在右下截面(B-B截面),滚压模具前进方向的螺纹牙侧比背离模具前进方向的牙侧的等效应力小(深度约0.45 mm)。这是由于A-A截面是滚压模具正在滚压的截面,模具与坯料升角的不同使得二者存在轴向运动,A-A截面模具的轴向速度大于坯料的轴向速度,B-B截面模具的轴向速度小于坯料的轴向速度,使得等效应力呈此分布。
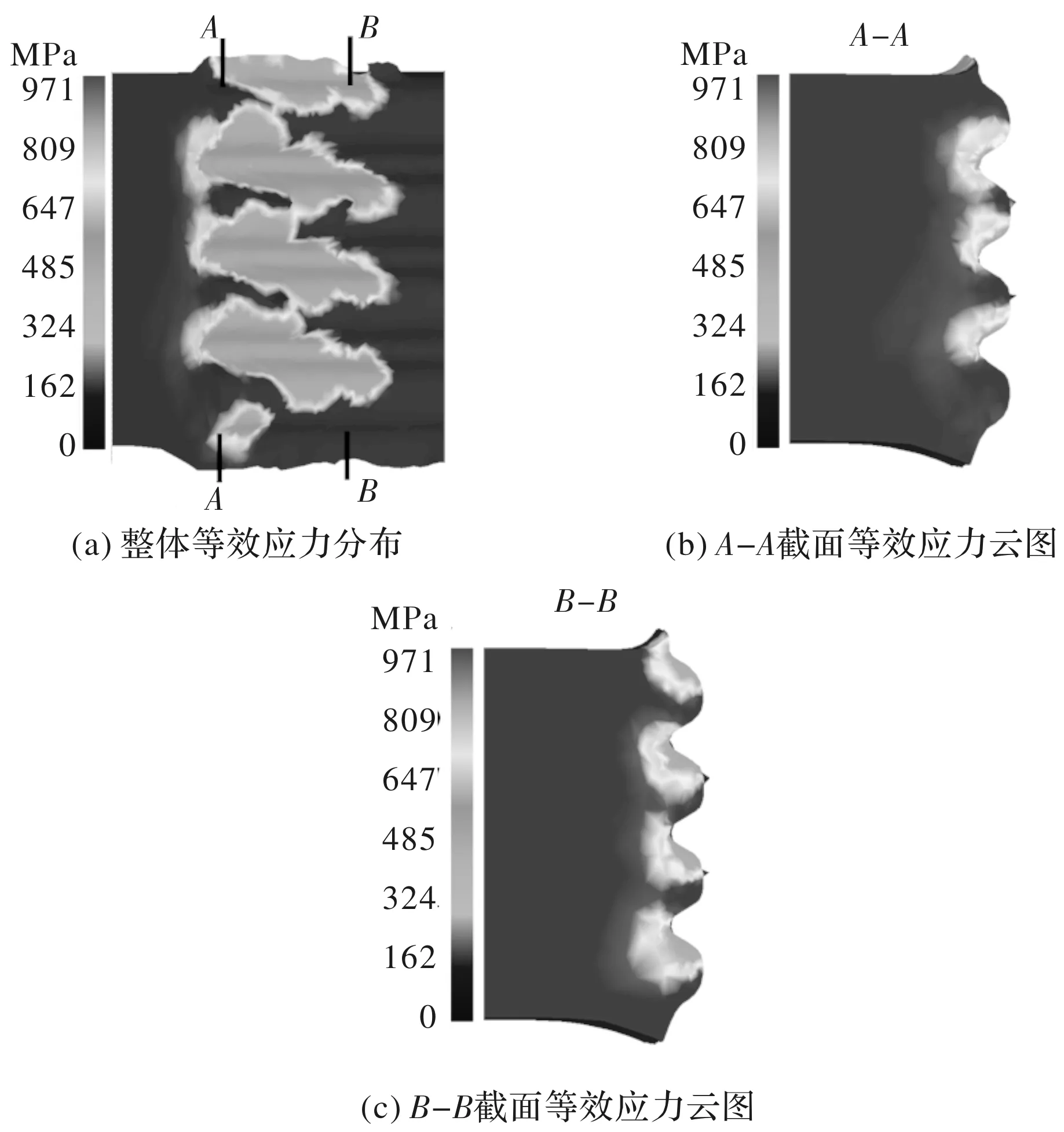
图7 内螺纹滚压成形中等效应力不同截面的等效应力分布云图
在校形阶段,如图6c所示,此时坯料等效应力的最大值未变,由牙顶向外延伸,在距牙顶1.68 mm处等效应力为零。
2.3.2 等效应变分布
如图8所示为内螺纹滚压成形不同阶段坯料截面等效应力分布云图。由图8c可以看到,牙底处的等效应变最大,由牙底向外延伸,等效应变由最大约12.8 mm/mm(距牙底约0.37 mm内)逐渐减小(距牙底约4.36 mm),直至变为零(距牙底约5.56 mm);由牙顶向外延伸,等效应变在牙顶处(牙顶附近约0.25 mm内)较小,约7 mm/mm,然后逐渐增大到10 mm/mm左右,该区域为螺纹牙底的连线区域(距牙顶约0.8 mm),超过此区域,距牙顶约0.8~5.76 mm处等效应变呈逐渐减小的趋势,但仍较大,在距牙顶5.76 mm之外的区域,等效应变逐渐减小为零(距牙顶约6.26 mm处)。
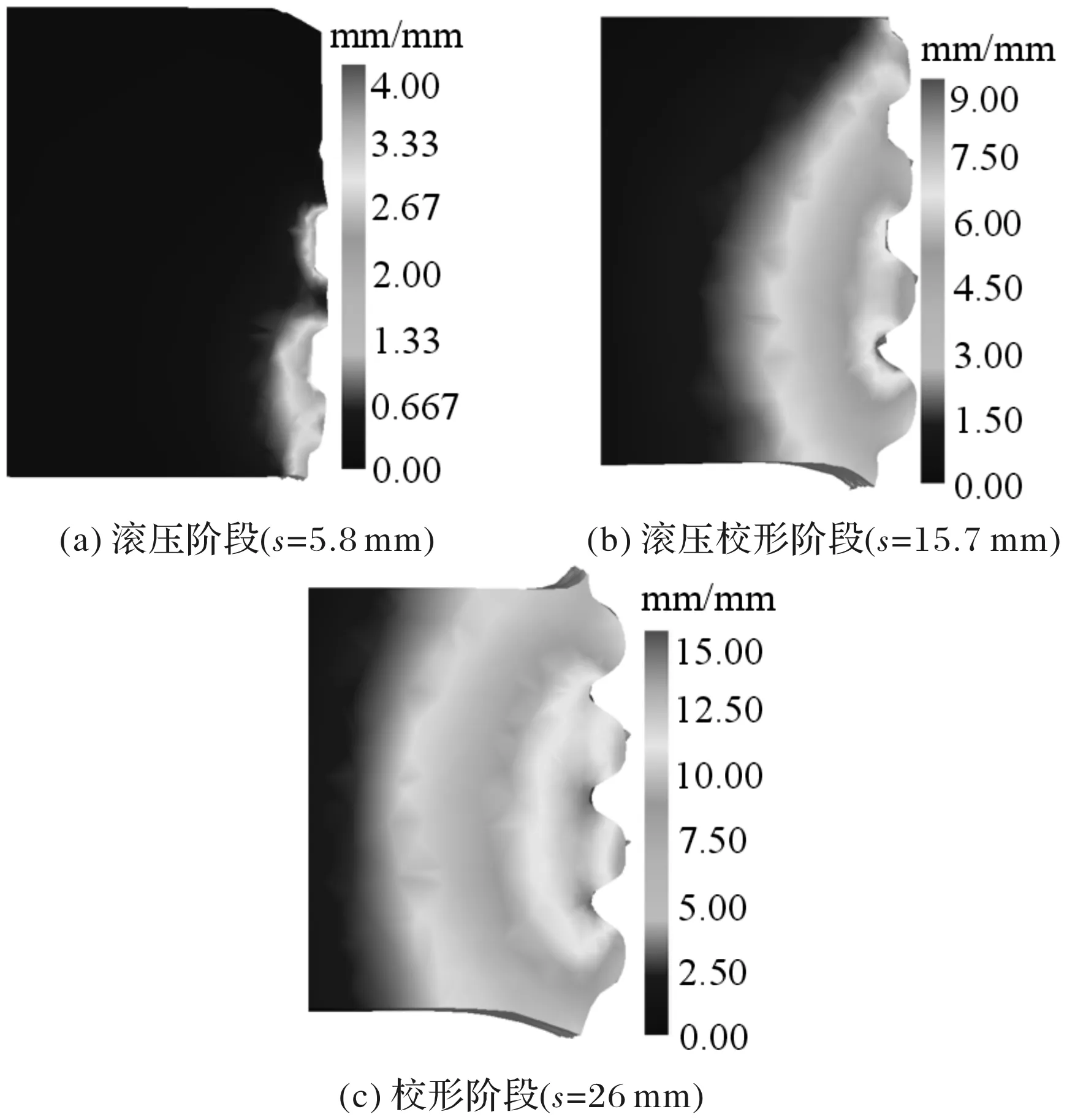
图8 内螺纹滚压成形不同阶段坯料截面等效应变分布云图
2.3.2 材料流动分布
如图9所示为内螺纹滚压完成后材料流动位移分布,图9a是内螺纹滚压成形后材料的整体位移云图,可以看出,材料的径向位移大于轴向位移,有利于内螺纹牙型的形成;由图9b可看出,材料的轴向位移速度主要是沿z轴正向,即滚压模具前进的方向,且“凸边”处材料的轴向位移较大。
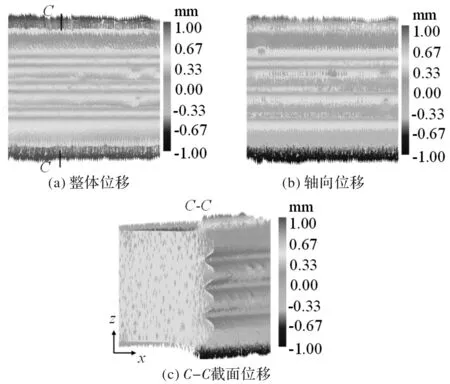
图9 内螺纹滚压完成后材料流动位移分布
如图10所示为滚压模具前进s=15.7 mm时(滚压校形阶段)材料不同截面的流动速度分布云图,可以看出,滚压区材料流动速度大于校形区的流动速度,牙底的速度最大。

图10 滚压成形过程中不同截面的材料流动速度分布
3 实验研究
3.1 内螺纹滚压设备
内螺纹行星滚压工艺实验采用自制加工设备进行,如图11所示,内螺纹滚压系统主要由推力夹钳、滚压轮机构、三爪卡盘、减速机、交流伺服电机和自进给系统组成。滚压模具由三个滚压模具和中间模具组成,三爪卡盘用于夹紧坯料,交流伺服电机产生扭矩通过减速机带动坯料旋转,滚压轮系统沿着导轨朝着坯料轴向移动。实验参数与上文仿真中的运动参数一致。

图11 内螺纹滚压装置实物图
3.2 实验结果
3.2.1 螺纹牙型与尺寸
如图12所示为坯料预制底孔为98.4 mm直径下35号钢滚压内螺纹断面、内部和截面实物图,截面图中从右至左为滚压模具的前进方向,可以看出,各环螺纹清晰可见,没有乱牙现象,牙型为三角形。滚压模具的牙底对螺纹牙顶起了修缮的作用,使牙顶形状越来越接近模具牙底的形状。而且螺纹齿顶出现了“月牙”凹槽,且滚压模具前进侧的凹槽更高,这与有限元仿真中等效应力的分布及螺纹牙型的形状一致。这是由于在滚压过程中,材料沿着牙侧向牙顶方向移动,坯料与模具间具有相对轴向运动,所以 坯料内模具运动侧的金属流动较背离模具侧的金属流动快,使得牙顶两侧凸起产生“月牙”凹槽。

图12 成形内螺纹实物图
成形螺纹小径、大径和牙高的测量结果和仿真结果的对比如表1所示,小径与仿真模拟误差为0.10%,大径与仿真模拟的误差为0.13%,牙高与仿真模拟误差为0.9%。说明仿真结果与试验结果一致。

表1 成形内螺纹牙型尺寸
3.2.2 微观结构
通过电火花线切割加工沿轴线切割成形螺纹零件,将螺纹部分制成样品,用砂纸打磨,用4%硝酸乙醇腐蚀,通过光学显微镜观察微观结构,分别放大观察牙顶、牙型中部、牙型底部、外表面附近、牙侧和牙底6个部位,如图13所示。坯料外表面附近为均匀的铁素体和珠光体组织,材料没有明显的流动;螺纹牙底为呈纤维状的铁素体和珠光体组织,晶粒被明显拉长,越靠近表面,晶粒越薄,说明此处发生了明显的塑性形变,材料受到模具的滚压作用最显著,材料表面加工硬化作用最明显;螺纹牙侧晶粒具有一定程度的拉伸,沿径向向外,对应滚压成形的最小阻力方向,说明此处沿径向向外发生了轻微的材料流动;螺纹牙顶、牙型中部及底部晶粒均被轻微拉伸,说明均发生了材料的流动。由此可见,滚压形成的内螺纹牙底、牙顶、牙侧晶粒明显被拉长,均有连续流线状的纤维组织,使得该区域的力学性能呈现各向异性,在流线方向上塑性、韧性显著提高,且晶粒明显细化,提高了螺纹的硬度和抗疲劳性能[5],相较于材料组织被破坏的切削内螺纹,滚压内螺纹的性能明显更优。
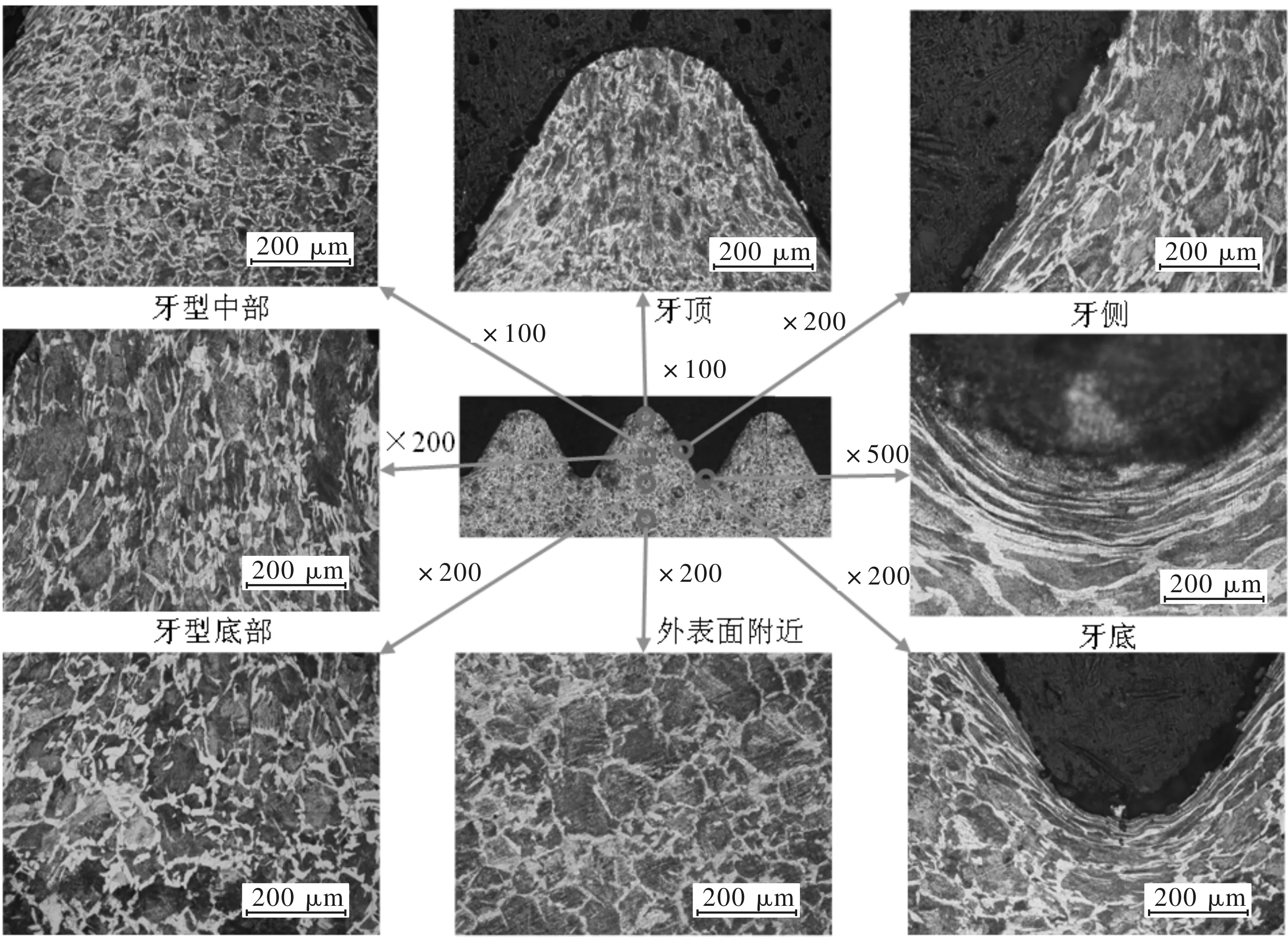
图13 内螺纹横截面不同区域组织
3.2.3 加工硬化现象
以内螺纹外表面的硬度为标准,各成形区域硬度与内螺纹外表面硬度比值作为硬化程度,对滚压内螺纹横截面上三个区域内采用维氏硬度(HV)标准进行硬度测量,如14a所示,对测得的硬度值取均值,不同材料不同区域的硬度见图14b,可以看出牙底的硬化程度最大,硬度可达283.3 HV,牙顶和牙侧次之,牙型中部和牙型底部虽有硬化,但其硬化程度较低,坯料的中外部和外表面材料无硬化。硬化最大的牙底硬度较坯料原始硬度增加了大约38%,因为在模具牙顶的挤压下,牙底的塑性变形最大,产生了一定厚度的硬化层。
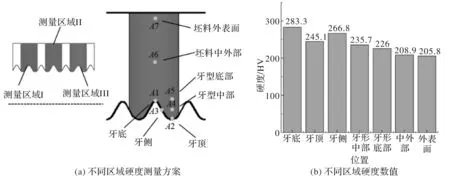
图14 内螺纹不同区域硬度测量方案与结果
4 结论
(1)M60以上的公制内螺纹加工可以使用轴向自进给三滚压模具成形方式,滚压过程中依靠滚压模具螺纹的升角与待加工内螺纹升角不同而产生轴向进给的速度,中间模具与三个滚压模具相互啮合,从而完成滚压过程。
(2)通过仿真模拟得到内螺纹滚压过程中的金属流动规律,塑性变形及材料流动主要发生在坯料内表面,牙底的材料流动最大,越靠近外表面,材料流动越小甚至不发生塑性形变,轴端部分的材料向两端溢出,牙底材料在模具径向滚压力作用下一部分沿径向朝外流动,一部分沿径向朝里流动。
(3)通过试验得到滚压后的内螺纹牙型的高度与仿真的误差为0.9%,由于模具牙顶对内螺纹牙底的挤压,使得牙底的塑性变形程度最大,晶粒被拉长,产生加工硬化现象,硬度较坯料加工前硬度提高大约38%。
猜你喜欢
轴承(2022年5期)2022-06-08 05:05:42
河南工学院学报(2021年3期)2021-09-27 12:08:44
装备制造技术(2021年2期)2021-07-21 05:38:22
制造技术与机床(2019年8期)2019-09-03 01:14:28
文化交流(2019年3期)2019-03-18 02:00:12
时代汽车(2019年22期)2019-02-05 03:46:28
经济技术协作信息(2018年11期)2019-01-14 03:07:22
机械工程师(2018年5期)2018-05-23 06:38:28
制造技术与机床(2017年11期)2017-12-18 06:46:44
金属加工(热加工)(2015年21期)2015-11-30 03:27:15
