
大直径立式全电伺服对轮旋压设备设计及有限元分析
2021-10-28 11:26:14赵升吨李帅鹏朱成成
重型机械 2021年5期
李 帆,赵升吨,李帅鹏,朱成成,张 鹏,蒋 红
(西安交通大学 机械工程学院,西安 710049)
0 前言
大直径薄壁筒体常作为重型火箭芯级箭体、燃料贮箱以及推进器发动机壳体等关键结构件或承力件用于航空航天领域[1-3]。随着重型火箭技术的突飞猛进,该类零部件的需求日益增多。这些大直径薄壁筒体具有相当大的加工难度,故解决制造过程中的困难、开发专用加工设备,具有显著的重要性和紧迫性。典型液体运载火箭的薄壁筒体直径尺寸均较大,其中欧洲阿丽亚娜火箭芯级直径5.4 m,中国长征五号火箭芯级直径5 m、长征九号火箭芯级直径10 m[4,5]。
对轮强力旋压是目前最适用于超大直径薄壁筒体高质量加工的先进成形工艺[6]。随着机电液一体化技术的推进和相关强力旋压产品的需求增大,国外各工业强国的对轮强力旋压设备已经取得了长足的进步并形成了完整的体系。美国Ladish Forge公司与1966年研发了一种卧式对轮强力旋压设备,为美国军方及NASA提供了多种规格的大型高质量薄壁筒体[7,8]。该设备拥有两对旋轮,左右旋轮对分别安置于独立的悬臂之上。该设备的加工能力强,可将厚19 mm、直径812.8 mm直径的短管,旋压为壁厚5.2 mm的长管。德国MT Aerospace公司于1986年研发了高性能的立式数控四对轮强力旋压机,该设备为欧洲航天局供应运载火箭相关产品[9-11]。该设备采用正交对称的旋轮分布方式,旋轮的径向位置由销钉、锲块组成两级移动装置。该设备最大加工直径3.2m,可加工坯料最大壁厚80 mm,最大径向力1 600 kN,最大轴向力900 kN,设备总功率1 600 kW。
国内部分高校和研究所等科研单位开发了一些对轮旋压试验样机和设计模型。华南理工大学夏琴香教授团队采用阿基米德旋盘机构的定位卡盘方式在车床上研制了小型卧式三对轮旋压实验机[12,13]。西安交通大学赵升吨教授团队研制了八个伺服电机驱动的中型立式双对轮数控旋压设备,总功率70 kW,旋压能力为10 t,加工范围520 ~1 400 mm,具有加工能力强、可控性好、使用方便等优点,适用于大中型薄壁筒形件的对轮强力旋压[14]。目前国内并无成熟的大型对轮旋压设备用于工程实际,由于此类工艺设备主要用于航天先进制造领域因而受到国外严格的技术封锁。因此,研发具有自主知识产权的先进全电伺服对轮旋压设备,既响应了中国机械行业绿色发展的目标,同时对我国航天先进制造技术的发展具有巨大的促进作用。
1 设备技术参数与整体方案
1.1 设备技术参数确定
目前包括我国长征五号在内的世界上主流重载运输火箭直径一般在4~6 m,而国内在该加工范围内的旋压相关设备尚属空白。针对这一现状,拟定了可加工4~6 m大直径薄壁筒体的对轮旋压设备的设计目标。通常来说,对轮旋压工艺成形力的数值模拟结果与工艺试验结果接近,并且模拟得出的成形力通常大于试验成形力。因此采用FORGE有限元软件针对6 m级5052铝合金筒体的对轮旋压成形进行数值模拟,以获得具体的设备设计目标参数。
超大直径筒体的旋压需要选取较小的减薄率和低转速以保证成功率和旋压质量,并降低设备要求。因此进行3道次的粗旋压加工和1道次的精旋压加工。6 m级5052铝合金筒体的成形数值模拟中单道次旋压旋轮最大成形力曲线如图1所示。
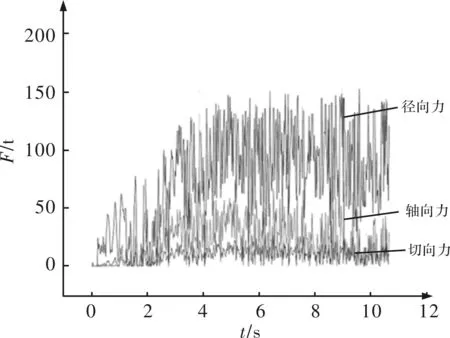
图1 6 m级5052铝合金筒体对轮旋压成形力
将工艺数值模拟的成形力和扭矩结果整理得到表1。表1所示的各项数据即为所设计的对轮旋压设备加工能力的最低设计目标。根据仿真获取的对轮强力旋压加工过程中各项成形力要求进行设备整体方案加工能力设定。
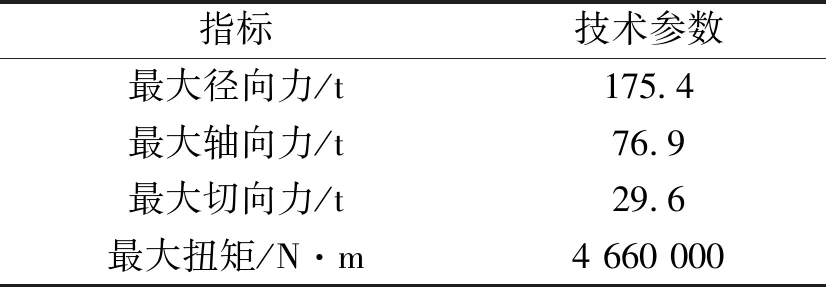
表1 6米级筒体数值模拟成形力与扭矩
1.2 设备整体方案
由于设备最大拟加工铝合金筒体直径达6 m,质量为5.27 t,考虑到设备装夹问题和自重引起的变形与不平衡问题,本设备整体采用立式四对轮布置形式。大型立式对轮旋压设备的三维设计模型如图2所示。
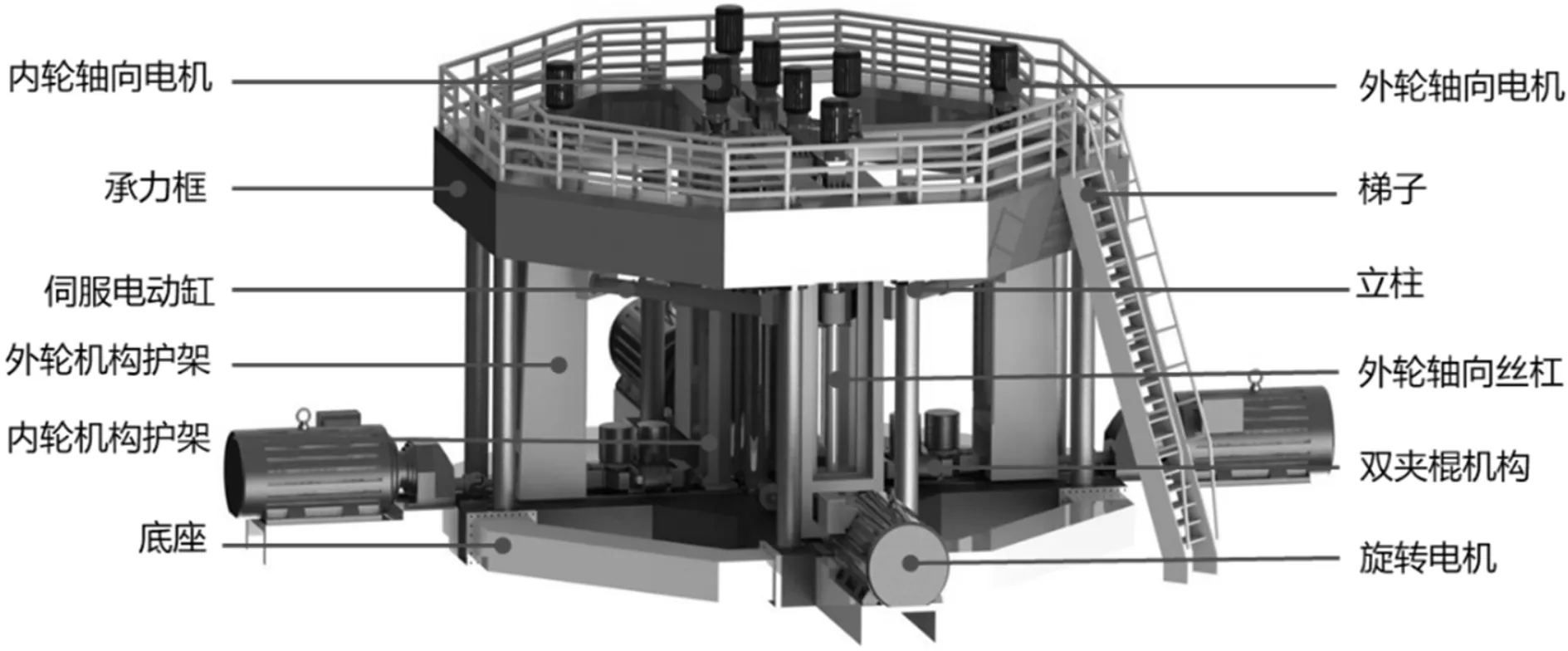
图2 大型立式对轮旋压设备三维模型
参照表1中的数据并结合大型塑性成形设备的工程实际,大型立式对旋设备的各主要技术参数设计如表2所示。
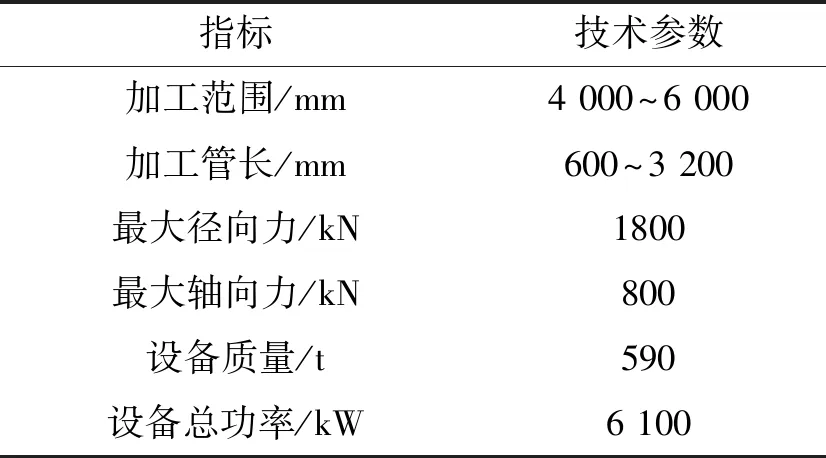
表2 6 m级筒体数值模拟成形力与扭矩
大型立式对轮旋压设备的成形运动采取筒坯主动旋转,各对内外旋轮沿筒坯径向进给至预定位置后沿筒坯轴向进给的方式。为保证设备加工精度,本设计方案中舍弃常见的液压驱动形式,采用全电伺服驱动方式。并且设备运动功能结构设计采取分散多动力设计思路,即各个主要运动机构带有独立动力源,以实现减少传动系统复杂度,降低单个动力装置要求,提高设备运动自由度的效果。设备运动功能结构主要包括筒坯旋转机构、旋轮轴向进给机构和旋轮径向进给机构。设备的外部支撑采用笼式结构,由上下框架和8根立柱连接组成,整体刚度良好。
2 设备主要运动功能机构
2.1 筒坯旋转机构
筒坯旋转运动是对轮旋压成形过程的主要运动,由于设备加工尺寸巨大,旋转机构不宜采用常用的转盘,筒坯旋转机构设计如图3所示。
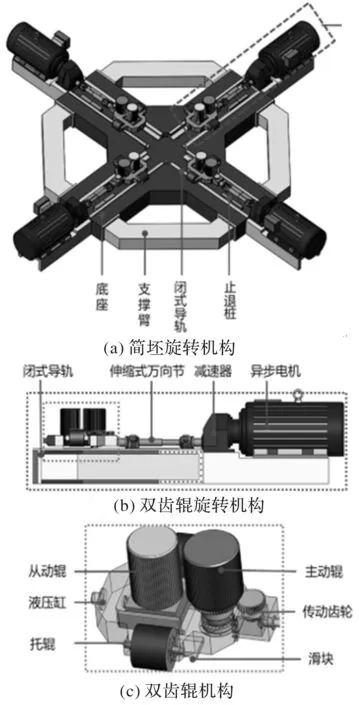
图3 筒坯旋转机构设计方案
由于加工中筒坯旋转所需驱动转矩巨大,设计方案中采用分散多动力思想,将四个带有独立异步电机的双齿辊旋转机构呈十字形布置在铸铁底座上。机构前端安装有一对可利用液压缸调节中心距的齿辊,用以夹持筒坯底端,其中靠近异步电机一侧的齿辊为主动辊,主动辊与异步电机之间依靠伸缩式万向节和传动齿轮连接,整个双齿辊机构通过底部滑块安放在闭式导轨上可以滑动,以适应不同直径筒坯。加工时根据筒坯的壁厚和直径情况调节双齿辊中心距与伸缩式万向节的长度,以完成筒坯装夹,然后各个异步电机通过传动机构驱动主动辊旋转,从而带动筒坯进行旋转运动。
2.2 旋轮轴向进给机构
旋轮轴向进给运动是成形过程中重要运动,旋轮轴向进给机构设计如图4所示。内外旋轮轴向进给机构的运动原理一致。机构整体通过滑块安装在底座上的径向闭式导轨上,旋轮机构通过螺母安装在轴向进给丝杠上,同时通过滑块与支架内壁的轴向导轨配合。加工时,通过机构顶端的轴向进给电机驱动轴向进给丝杠,即可实现内外旋轮的轴向进给运动。
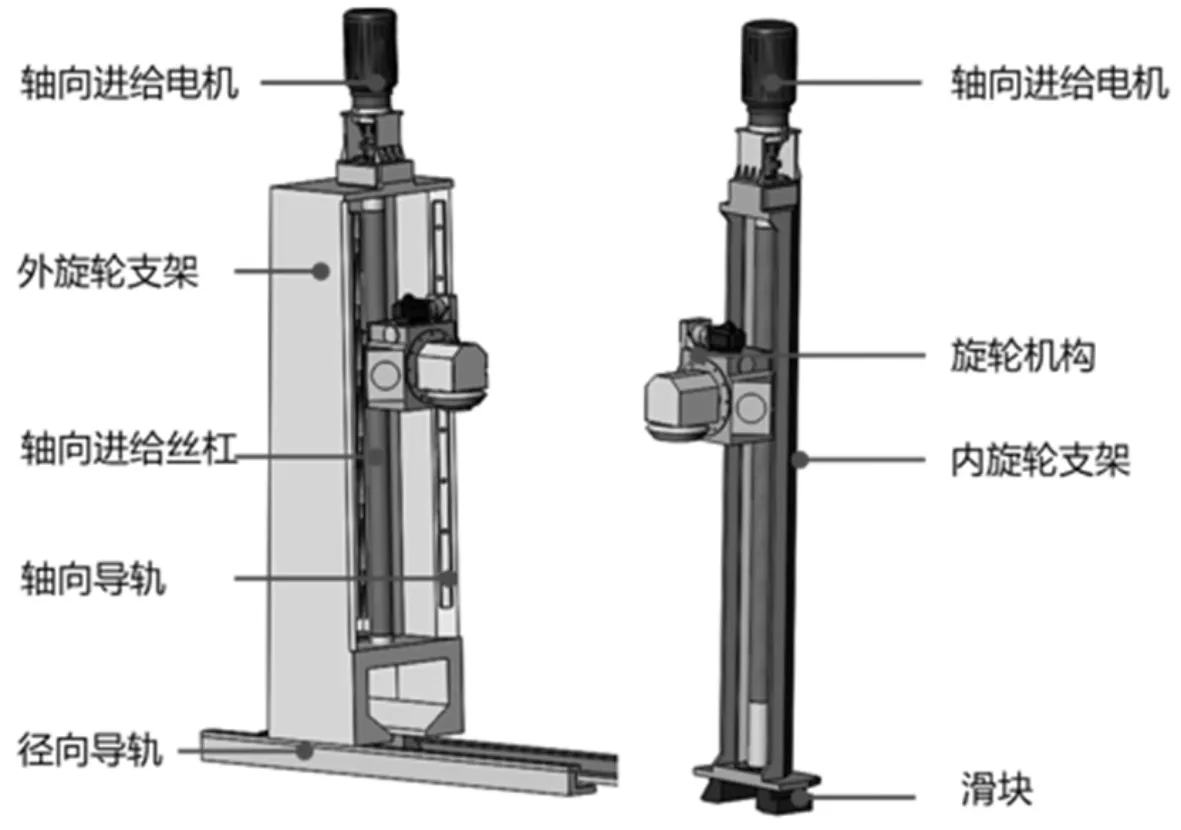
图4 旋轮轴向进给机构设计方案
2.3 旋轮径向进给机构
旋轮径向进给运动一般是在旋压加工前将内外旋轮沿筒坯径向移动至预定位置,加工过程保持旋轮夹紧筒坯,不沿筒坯径向发生回退。由于筒坯属于薄壁结构,并且圆度误差大,为保证各对内外旋轮以相同减薄率准确地进给至合适径向位置,设计方案采用两级径向位置调节方式,即由伺服电动缸实现的大位移粗调节和旋轮机构的微调节组成。径向运动的大位移粗调节机构如图5所示。
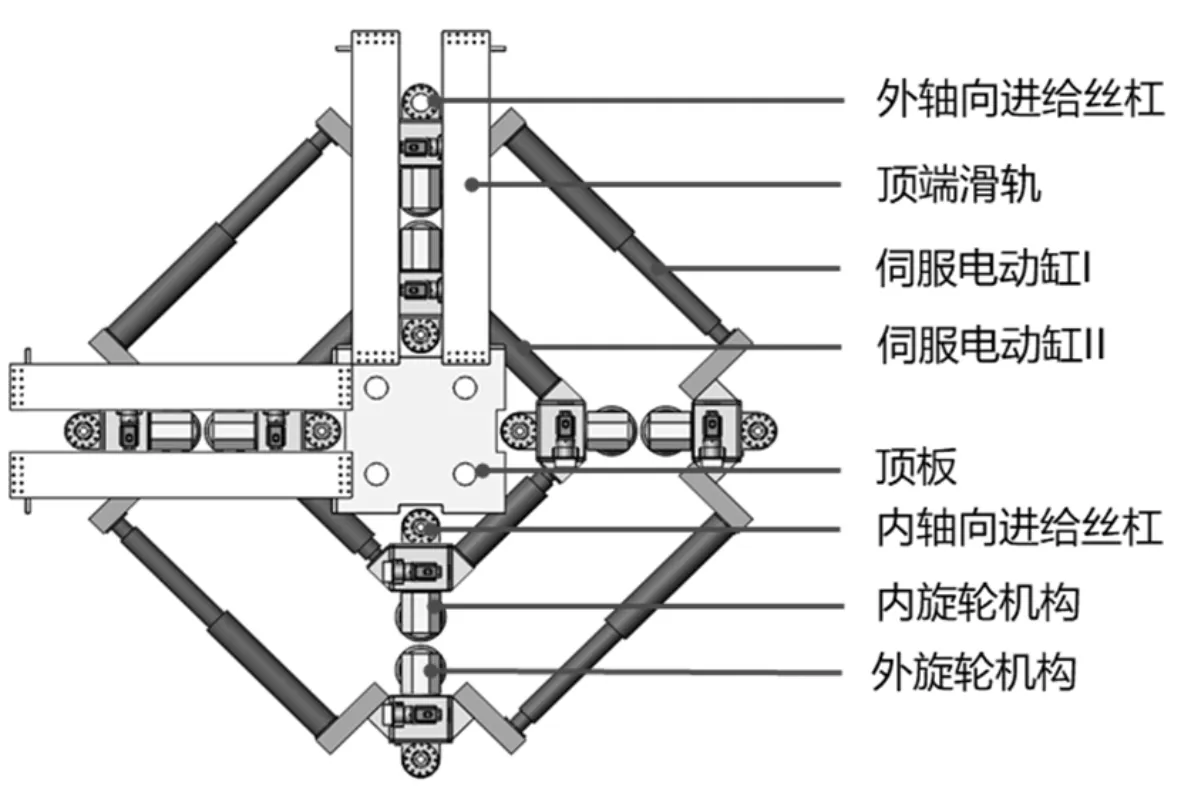
图5 旋轮径向进给粗调机构设计方案
结合图5,各个旋轮机构的支架底部依靠滑块安装在底座的闭式导轨上,支架顶部采用铜基自润滑导板安装在顶端滑轨上,使得各个旋轮机构可以沿径向移动。外旋轮机构两两之间采用重型伺服电动缸连接,当四个伺服电动缸同时伸长或同时收缩相同长度,即可实现外旋轮机构的径向进给或回退,加工过程中伺服电动缸可以实现自锁,同时结合设备框架上的止退桩,可以防止旋轮在径向力作用下回退。内旋轮径向进给粗调机构采用同样的设计通过电动缸完成的旋轮径向大位移粗调进给运动,难以使所有旋轮到达准确的预定径向位置,容易导致各个旋轮受力不均,筒体成形结果差。为弥补粗调导致的误差,各个旋轮机构上设计有径向进给微调机构,如图6所示。
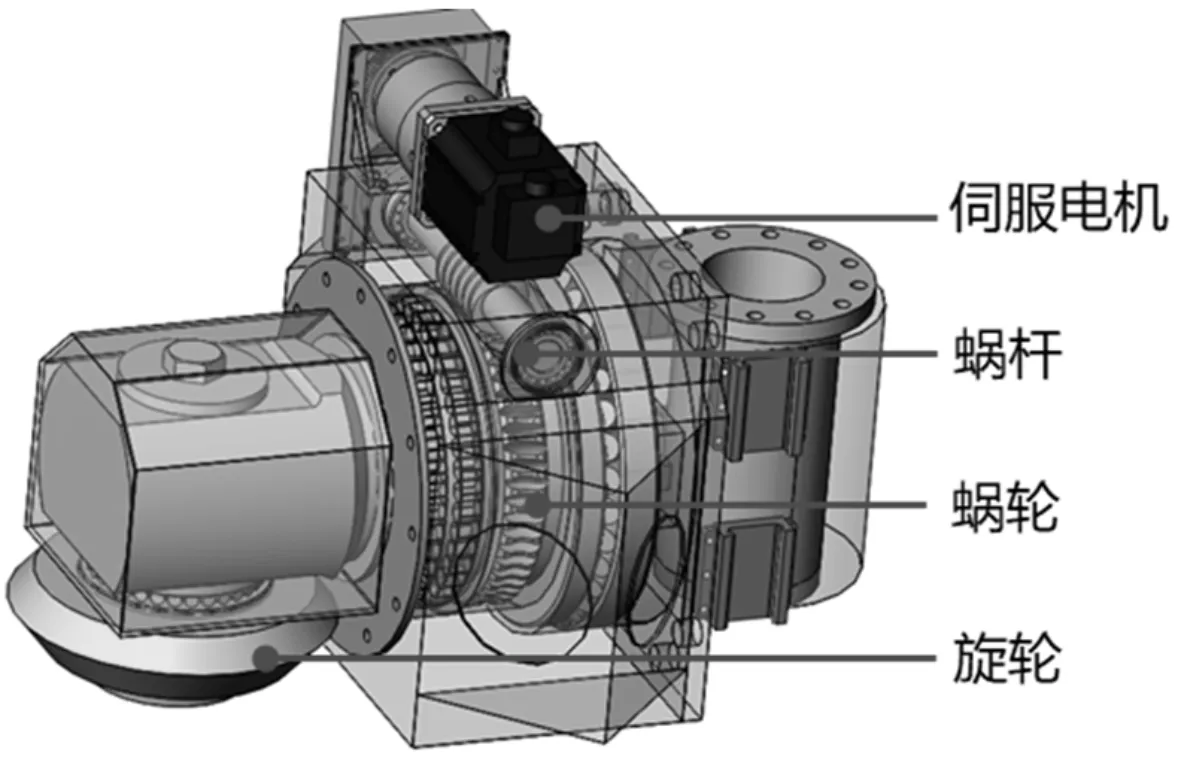
图6 旋轮径向进给微调机构设计方案
各个旋轮机构上安装有独立伺服电机,电机减速器输出轴与蜗杆轴端通过齿轮啮合;蜗轮与丝杠螺母通过键连接;旋轮轴固定安装在径向梯形丝杠一端。启动电机即可实现旋轮的径向进给运动。
3 设备机架设计与有限元校核
3.1 设备机架结构
设备的机架结构设计三维图与基本尺寸如图7所示。机架底部为十字形铸铁底座,采用高强度HT250铸铁分段铸造并拼焊加工。底座的四个臂两两之间安装有空心支撑臂。机架顶部为承力框,框顶部为承力顶板,采用140 mm厚45钢板拼焊后机加完成,框架侧面和底面采用薄钢板拼焊完成。承力框和铸铁底座之间由4对直径340 mm的45钢立柱连接,每对立柱固定安装在底座一个臂上,靠近旋轮加工区域。机架结构整体呈笼形,满足除重力外内部加工力系封闭。
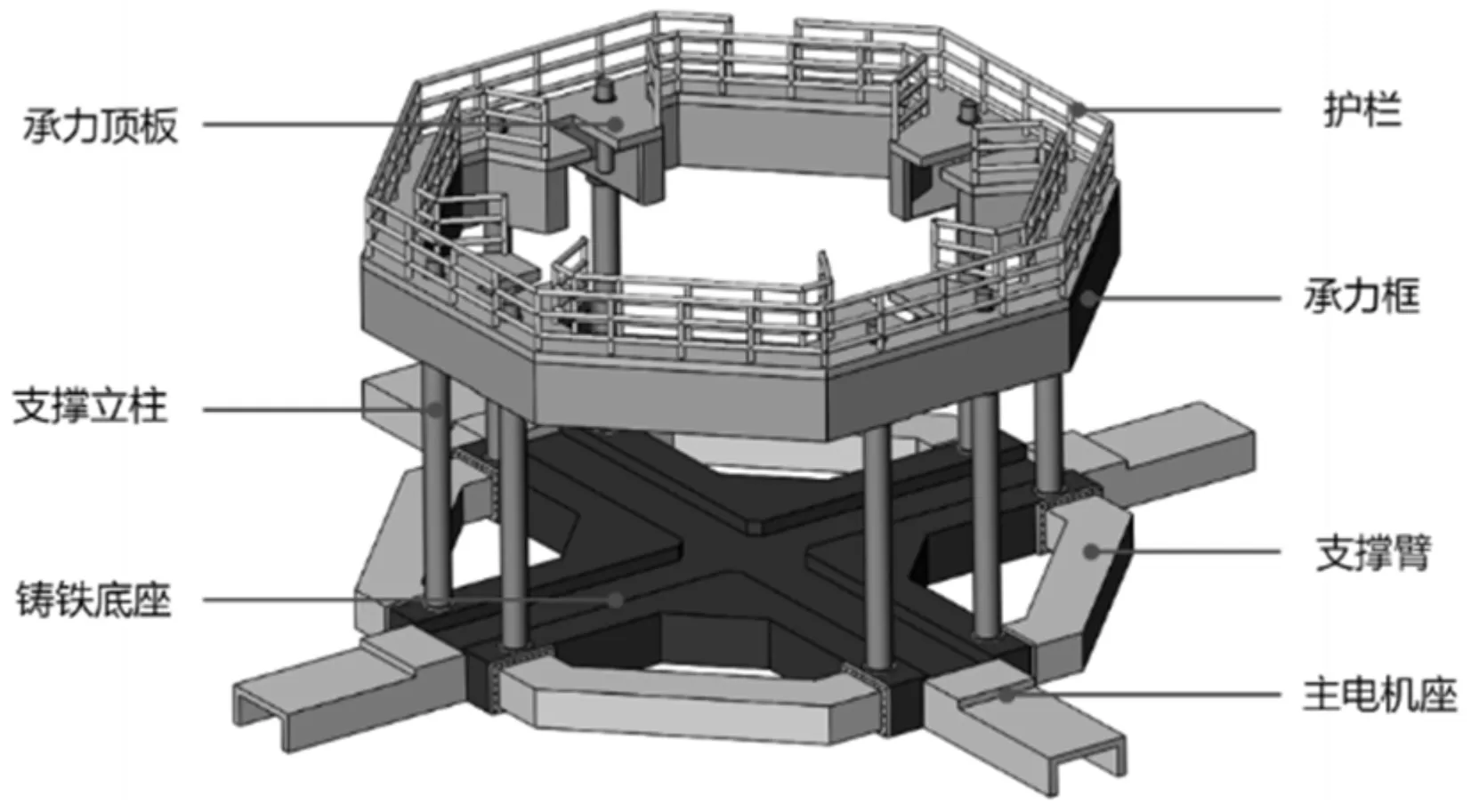
图7 立式对轮旋压设备机架结构设计
3.2 设备机架安全性有限元校核
3.2.1 设备机架的刚强度有限元分析
设备工作时,筒坯的成形阻力和阻力矩最终会传递到设备机架上,如果机架的结构刚强度不足,会产生巨大变形甚至破裂而无法完成筒体成形。因此本节采用Ansys Workbench对设备机架在加工6 m级5 052铝合金筒体平稳工况下的刚强度进行校核。
设备机架结构中的核心承力部件是HT250铸铁底座、4对45钢立柱和由45钢轧制钢板拼焊的承力框。将模型导入Ansys Workbench并划分网格,如图8所示。网格选用四面体网格,网格尺寸为30 mm。
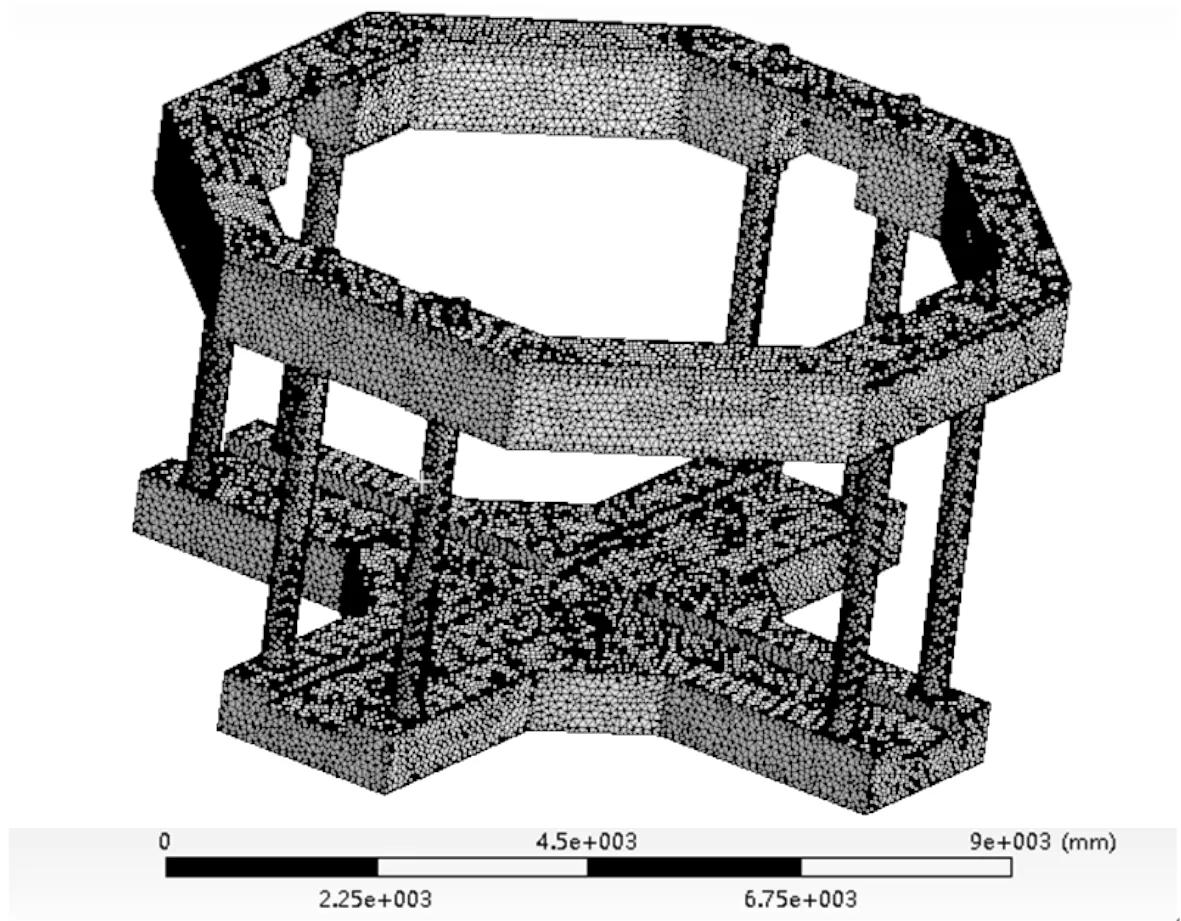
图8 设备机架结构网格划分
6 m级5 052铝合金筒体加工过程中,铸铁底座部分埋入水泥浇筑地基,底座可以视为fixed约束,其他零部件无约束。加工载荷主要包括:4个旋轮的轴向力各76.9 t,通过轴向丝杠作用在承力框上,方向向上;4个旋轮的径向力各175.4 t,其中113 t由伺服电动缸的推力抵消,剩余的62.4 t通过旋轮支架作用在承力框和底座上,方向指向设备外;旋轮受到的切向摩擦力和变形抗力产生的阻力矩4 660 000 Nm,通过旋轮支架作用在承力框和底座上,方向顺时针。依照上述约束,6 m级5 052铝合金筒体成形过程设备机架的等效应力、等效应变、总体变形与轴向变形情况如图9所示。

图9 机架刚强度分析结果
由图9a可以看出等效应力主要分布在承力框上与旋轮机构支架接触部分以及立柱局部区域。承力框上主要应力区等效应力值集中分布在15~35 MPa范围,局部最大等效应力约为50 MPa;立柱上主要应力区等效应力值集中分布在5~22 MPa范围。而承力框与立柱材料的屈服强度约为355 MPa。由图9b可以看出等效应变分布区域与等效应力分布区域基本一致,机架上最大等效应变值约为0.000 26。由图9c可以看出机架在轴向上的最大变形主要分布在承力框远离立柱安装位置的四边及立柱上半部分,其中承力框最大变形量约为0.41 mm,立柱被拉长约0.05 mm。由图9d可以看出设备总体变形主要分布在承力框架远离立柱安装位置的四边,最大变形量约为0.55 mm,该变形量对实际加工影响很小。
通过本文分析可知,设备机架在平稳加工状态下等效应力与应变值很小,不会破坏机架结构,因此机架结构强度足够;总变形量和轴向变形量很小,对加工精度影响不大,因此机架设计刚强度足够。
3.2.2 设备机架的模态有限元分析
为了保证工作过程中,设备不会因为共振现象产生剧烈振动和噪声,故对设备机架结构进行模态有限元分析。有限元分析模型由本文静力分析模型去除各项载荷得到。利用Ansys Workbench有限元软件,在静力学分析的基础上对机身及关键零部件进行模态分析。取模态扩展的阶数为六阶,得到机架前六阶模态振型如图10所示。
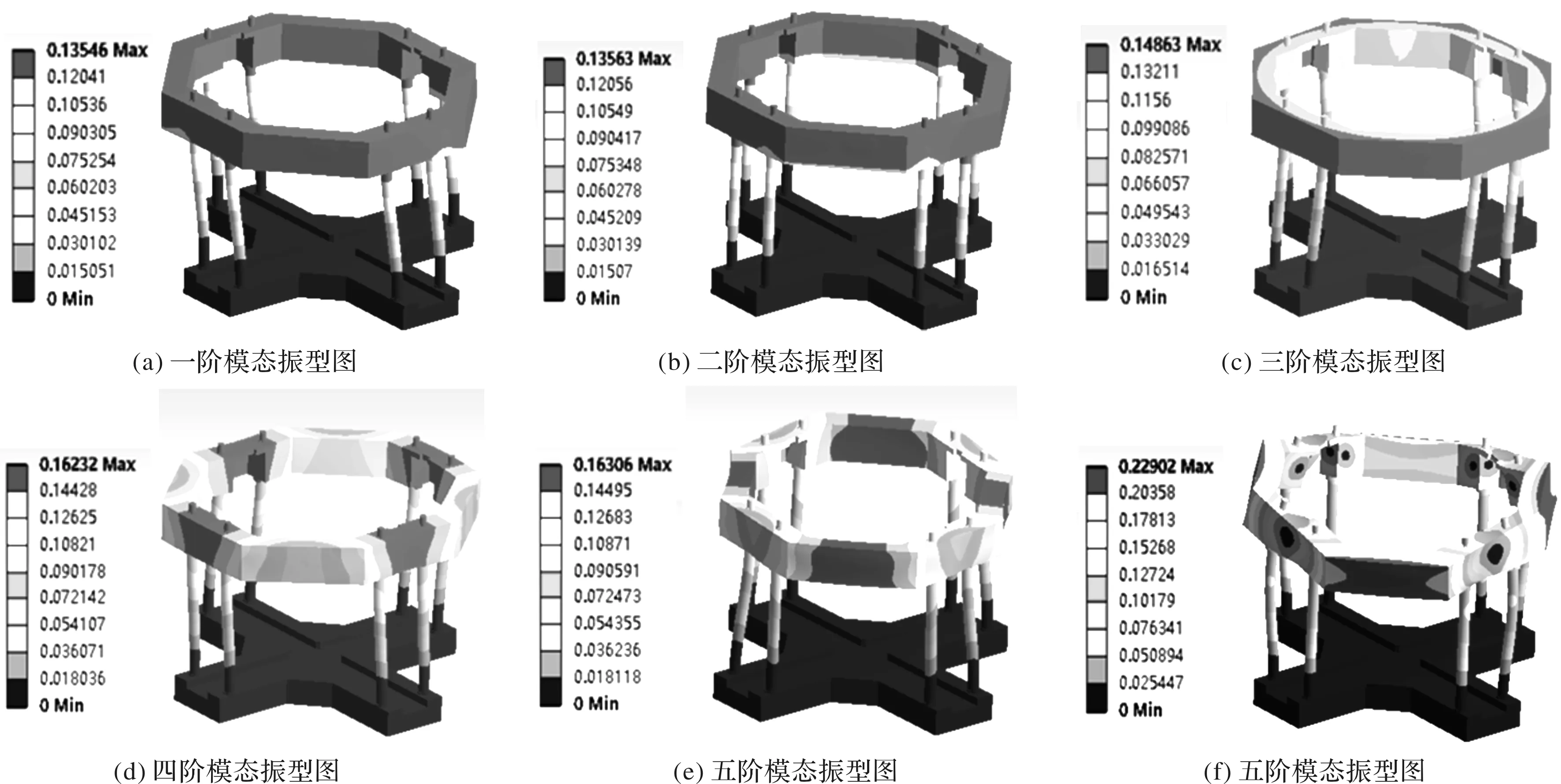
图10 设备机架模态分析各阶振型
设备机架的各阶模态频率如表3所示。

表3 设备机架前六阶模态频率
其中筒坯加工的额定工作转速10 r/min,换算为工作频率为0.167 Hz。上述激励源的频率避开了机架的前六阶模态频率。综上所述,在设备进行平稳工作时,机架的应力、应变和变形量均较小,并且设备工作频率远离各阶模态频率,因此机架结构设计安全。
4 结论
本文设计了一种6 m直径立式全电伺服对轮旋压设备,根据实际加工需求确定了设备具体性能参数和整体方案,细化设计了设备的运动功能部件。利用Ansys Workbench有限元软件对设备机架进行了强度、刚度以及模态分析,得到以下结论:
(1)确定了可加工6 m直径薄壁筒体的大直径对轮旋压设备采用立式四对轮布置方案,建立了设备分散多动力传动方案。运动原理为筒坯主动旋转形式。通过有限元数值模拟的方法,制定了设备主要技术参数:加工范围4 000~6 000 mm,总功率6 100 kW。
(2)完成了设备运动功能机构的结构设计,其中筒坯旋转机构采用双齿辊夹持驱动方式;旋轮轴向进给机构采用轴向丝杠带动方式实现;旋轮径向进给机构采用两级调节结合方式实现径向位置的精确定位,其中大位移粗调方式选用了伺服电动缸实现,小位移微调方式选用了具有自锁功能的蜗轮蜗杆传动方式。
(3)设备机架设计为笼式框架结构,主要包括了铸铁底座、45钢承力框与4对支撑立柱。通过有限元分析发现框架最大等效应力为49.6 MPa,远低于材料屈服强度355 MPa;最大等效应变为0.000 26,最大总体变形量0.545 mm,最大轴向变形量0.410 mm,以上值均在安全范围内。设备机架的六阶模态固有频率均远离各阶模态固有频率。因此设备是安全的。
猜你喜欢
压力容器(2022年2期)2022-04-14 09:43:40
化工管理(2021年7期)2021-05-13 00:46:04
水泥技术(2021年2期)2021-04-20 12:37:26
农村实用技术(2021年1期)2021-02-27 08:26:18
制造技术与机床(2019年6期)2019-06-25 10:17:40
制造技术与机床(2015年10期)2015-04-09 07:05:50
设备管理与维修(2015年11期)2015-03-16 05:57:40
河南科技(2015年3期)2015-02-27 14:20:42
金属加工(热加工)(2015年15期)2015-02-25 05:26:37
机械工程与自动化(2014年3期)2014-05-07 12:49:20
