
奇数层多层印电路板板翘改善
2021-08-10 08:41张仁军牟玉贵孙洋强胡志强
印制电路信息 2021年7期
张仁军 牟玉贵 邓 岚 孙洋强 胡志强
(四川英创力电子科技有限公司,四川,遂宁 629000)
0 前言
随着电子产品市场多样化需求,客户对板子结构设计做相对应调整,客户在印制电路板(PCB)需求时通常出现不对称产品压合结构(如三层、五层板结构等),对于不对称结构,压合时受热应力的影响,压合后通常会产生物理性板翘现象,影响客户端的使用,此文章针对结构性板翘进行分析试板,改善板翘,满足客户需求。
经过人、机、料、法、环五因素分析排查,造成奇数层电路板板翘的主要原因是产品结构设计方法方面不合理,因此笔者针对压合结构设计进行分析对比,以改善成品板翘问题。
1 实验部分
1.1 奇数层印制电路板结构介绍
如图1所示,产品要求如下:

图1 奇数层线路板结构示意图
(1)本产品结构为三层线路,基板材料为FR-4材质,Tg值150℃;
(2)L2层残铜率65%,GTL层残铜率54%,GBL层残铜率58%;
(3)三层线路铜厚均为0.035 mm;
(4)压合后理论板厚1.05 mm,公差要求为±0.05 mm,成品板厚要求为1.1 mm,公差要求为±0.1 mm,成品板翘要求为≤0.75%。
1.2 压合结构设计
设计了两种压合结构,然后比较两种压合结构加工后的成品板翘结果,以得到较优的奇数层线路板压合叠层。
结构一:为奇数层PCB加工的常规叠层结构,采用一张内层芯板,然后在芯板的单侧叠合PP(半固化)片。压合叠层如图2所示。
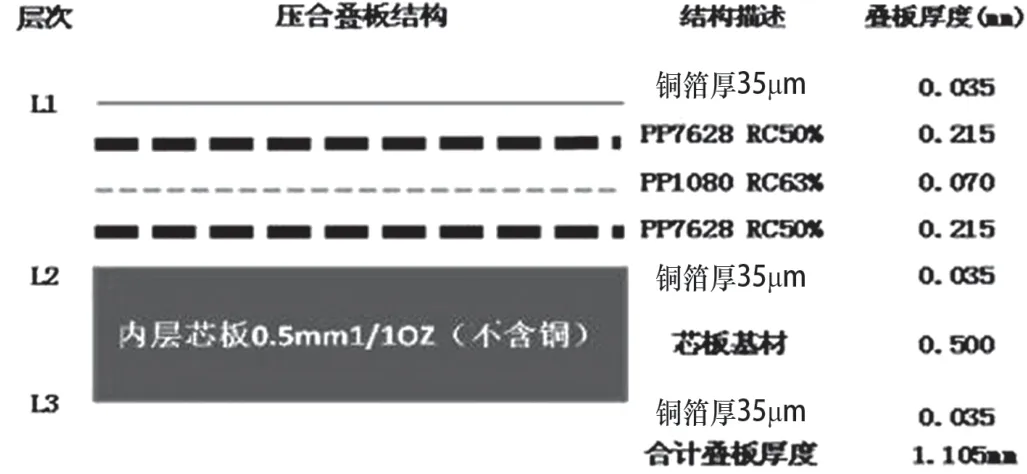
图2 结构一的压合叠层示意图
结构二:采用两张内层芯板,中间压合Pp片叠合方式,确保叠板压合后厚度,层与层之间介质层厚度与产品结构一致。压合叠层示意图如图3所示。

图3 结构二的压合叠层示意图
1.3 加工流程设计
奇数层线路板的两种压合结构使用相同的加工流程生产,并且压合采用同一炉生产,其加工流程为:内层开料→烤板→内层线路→压合→(压合后板翘、板厚测量)→钻孔→一铜→外层线路→图形电镀→中测→防焊→文字→热风整平→成型→(成品板翘测量)。其中特别注意的是:压合过程中两种结构使用相同的压合程式,压合程式在正常情况下冷却段延长30 min,具体程式如表1所示。总压板时间为180 min,其中正常条件第8段时间为10 min,测试修改为40 min。

表1 压合程式表
1.4 板翘测量方法
将印制板平放于测量台上,按住其中三个角,翘起最高的一个角作为测量的翘曲高度结果H。翘曲度为翘曲高度和测量板对角线的长度L为翘曲度测量结果。翘曲度测量方式和翘曲度的计算公式如图4所示。
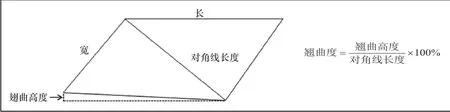
图4 翘曲度测量示意图
2 结果与分析
2.1 结构一生产结果与分析
2.1.1 压合后板厚和板翘测量结果
按照结构一叠合后压合,压合后在制板(PNL)板厚测量数据如表2所示。测量说明:(1)共10 PNL板子,每PNL按九点测试统计数据,测试结果板厚合格;(2)要求1.05±0.05 mm

表2 结构一压合后的板厚测量结果
按照结构一叠层压合后,PNL板翘数据测量如表3所示。PNL板尺寸:长为618.5 mm,宽为516.5 mm,对角线长度为805.8 mm。

表3 结构一压合后板翘曲度结果表
2.1.2 成品板翘测试结果
结构一压合后,按照生产流程在成型后测试成品板翘,其结果如表4所示。成品板尺寸:长为151 mm、宽为为120 mm、对角长度为192.8 mm。
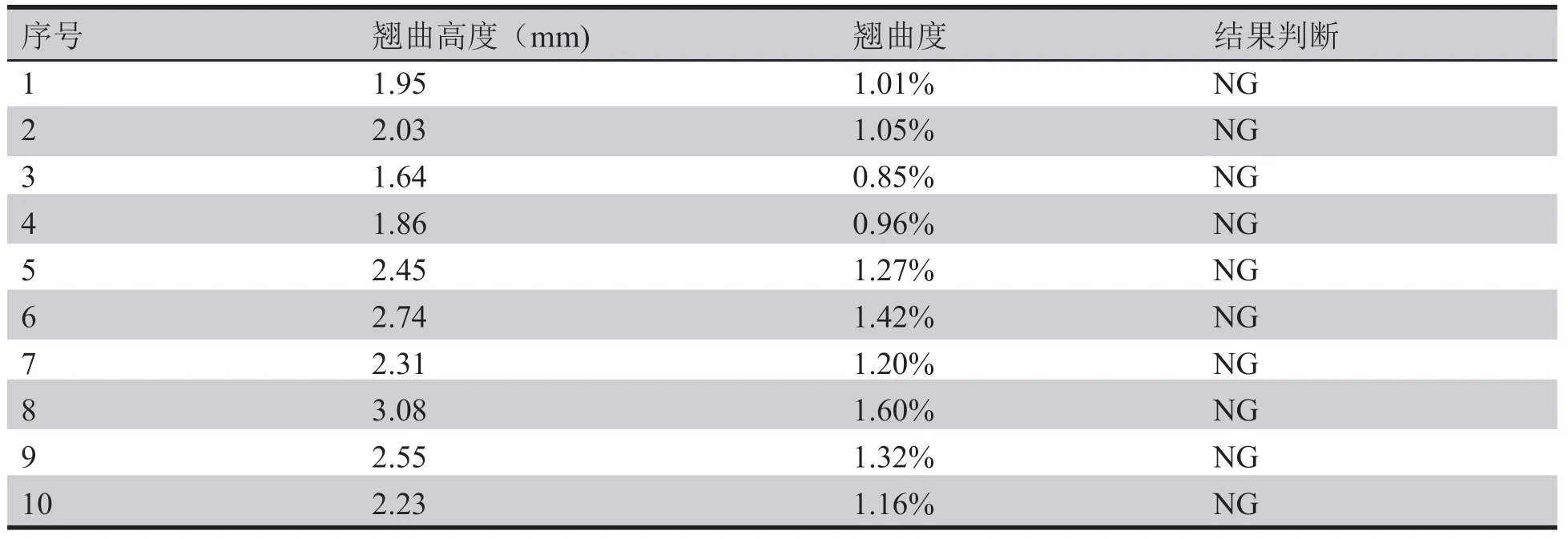
表4 结构一成品翘曲度测试结果表
2.1.3 结构一测试小结
结构一由于叠层不对称,PP在压合时由于胶的流动性与热应力释放与内层芯板的差异,导致压合后及成型后板翘严重超标,不符合要求。
2.2 结构二生产结果与分析
2.2.1 压合后板厚和板翘测试结果
按照结构二叠合后压合,压合后板厚测量结果数据如表5所示。测量说明:(1)共测量10 PNL板子,每PNL按九点测试统计数据;(2)要求1.05±0.05 mm。

表5 结构二压合后的板厚测量结果
按照结构一叠层压合后,PNL板翘数据测量如表6所示。PNL板尺寸:长为618.5 mm、宽为516.5 mm、对角线长度为805.8 mm。
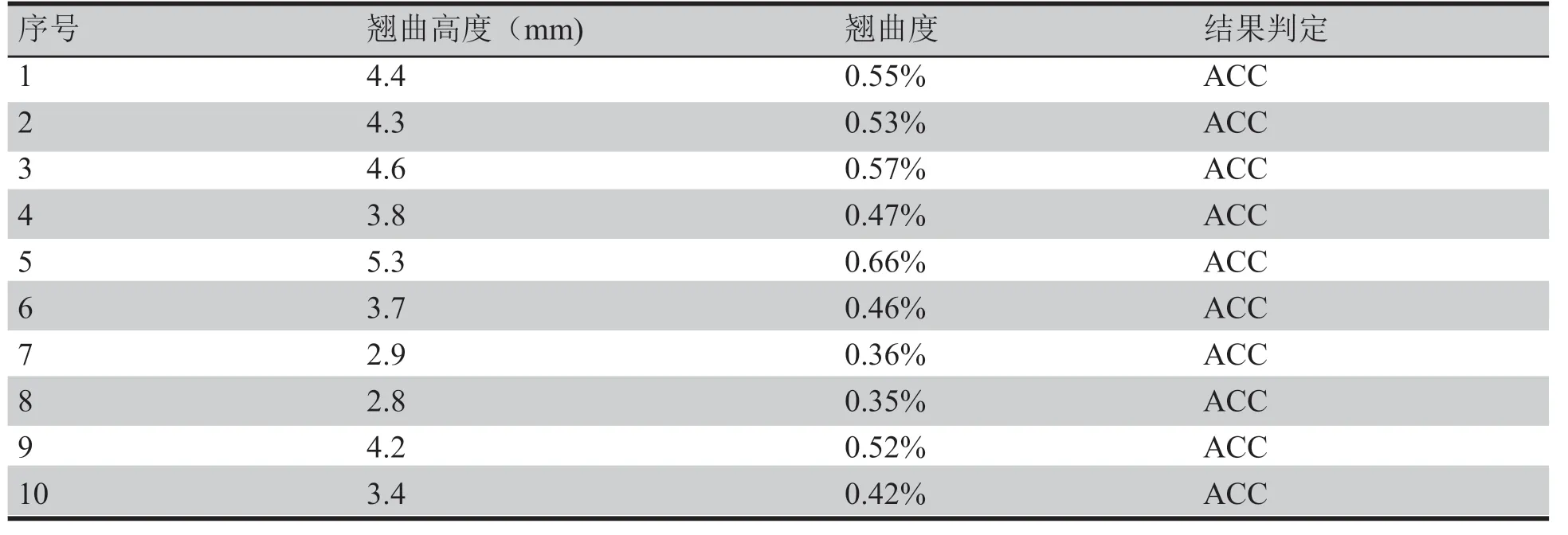
表6 结构二压合后板翘曲度结果表
2.2.2 成型后SET板翘测试结果
按照结构二压合后,按照生产流程在成型后测试成品板翘,其结果如表7所示。成品板尺寸:长151 mm、宽为120 mm、对角长度为192.8 mm。

表7 结构二成品翘曲度测试数据
2.2.3 结构二测试小结
结构二更改压合叠层结构,其他所有条件不变的情况下,板子在压合后板厚与结构一保持一致,压合后板翘控制在0.35%~0.55%之间,成型后板翘在0.34%~0.61%之间,翘曲得到有效改善,符合客户成品翘曲度≤0.75%的品质要求。
3 总结
对压合结构两种方案测试对比,结构二改变叠层结构对称性,使板子压合时降低单面应力收缩产生的扭曲。同时,通过延长压合冷却段时间,更有效的释放热应力来改善板翘。从而可以完全地改善单层数的多层板翘曲度,有效的控制在≤0.75%,满足类似结构的产品质量。
成本说明:结构二比结构一将增加一张内层芯板,减少两张半固化片,相对成本结构二比结构一有所增加,但能满足客户品质需求。
猜你喜欢
印制电路信息(2022年11期)2022-11-30
小猕猴智力画刊(2021年11期)2021-11-28
小学生学习指导(低年级)(2021年5期)2021-07-21
苏州科技大学学报(工程技术版)(2021年1期)2021-04-22
装备制造技术(2020年2期)2020-12-14
南京大学学报(数学半年刊)(2020年1期)2020-03-19
制造技术与机床(2019年9期)2019-09-10
建材发展导向(2019年13期)2019-08-24
印制电路信息(2015年3期)2015-02-05
印制电路信息(2014年9期)2014-04-28
