
钛/钢异种金属激光焊接接头微观组织及数值模拟研究
2020-09-10 01:53杨胜李军兆刘一搏孙清洁
电焊机 2020年8期
杨胜 李军兆 刘一搏 孙清洁

摘要:为实现TC4钛合金与316L不锈钢异种金属的优质连接,采用Cu作为中间层进行激光焊接。研究表明,采用Cu中间层能够有效抑制界面脆性Ti-Fe金属间化合物的产生。随着焊接速度的增加,接头强度显著提高,TC4钛合金与焊缝界面主要为连续的Ti-Fe化合物层和非连续的Ti-Fe、Ti-Cu化合物层,厚度约为60 μm。有效地降低了接头脆性、抑制裂纹,缓解了接头应力,能够获得良好的钛/钢异种金属激光焊接接头。
关键词:钛合金;不锈钢;激光焊接;数值模拟;组织
中图分类号:TG456.7 文献标志码:A 文章编号:1001-2303(2020)08-0101-05
DOI:10.7512/j.issn.1001-2303.2020.08.21
0 前言
异质材料焊接接头在满足结构强度要求同时,具有节能、减重、节约成本等优势,因此得到了广泛的关注和研究。钛合金、不锈钢材料有着优异的耐腐蚀性能及力学性能,被广泛应用于化学化工和海洋工程领域,例如冷凝器、溶液储存罐及大型浮式海洋结构等。然而钛、钢的物化性能存在巨大差异,导致在焊接过程中出现不均匀的受热、变形,并产生大量的脆性金属间化合物,对焊接接头产生不良影响[1-2]。
目前,针对钛/钢异种金属连接的研究主要围绕如何抑制或代替界面处产生的脆性Ti-Fe金属间化合物。相关研究表明,在钛/钢界面添加中间层的方式能够有效抑制界面反应,改善接头性能。吉林大学的孙大千等人[3]使用Nd:YAG脉冲激光器对Ti6Al4V钛合金与301L不锈钢板进行对接焊接。由于脉冲激光焊接的冷却速度较快,共晶反应速率快,导致共晶反应区较窄,树枝状结构尺寸较细,有利于提高接头的力学性能。北京科技大学黄继华等人[4]使用激光脉冲焊焊接纯钛与不锈钢,发现脉冲模式能够有效减小熔池中两种材料混合程度,在钛侧仅存在少量的FeTi化合物,抗拉强度可达钛板的70%。此外,他们还采用CuSi3焊丝作为添加金属,发现界面层主要包括Ti2Cu相、TiCu相、TiCu2相以及Ti-Cu-Si相,鈦侧钎焊区的反应层平均厚度约为80 μm[5]。Gnyusov等人[6]采用Cu中间层抑制界面Ti-Fe金属间化合物的形成,促使Ti-Cu金属间化合物在界面生成,降低接头脆性。Hosseini等[7]研究发现,随着Cu中间层厚度的增加,Ti-Fe化合物得到有效抑制,接头强度得到改善。
综上,文中采用Cu作为中间层进行激光焊接,研究不同激光焊接速度对接头成形、组织及性能的影响规律,并采用有限元数值模拟对钛/钢激光焊接接头温度场、应力场进行分析,以实现钛/钢异种金属的可靠连接。
1 试验材料与有限元模型
1.1 试验材料
试验用母材为2.0 mm厚316L不锈钢和TC4钛合金,中间层为1.0 mm厚纯铜金属,采用对接接头形式,提前将中间层预置在对接间隙内进行钛/钢异种金属的激光焊接。试验过程中采用纯氩气进行保护,气流量为18 L/min,避免焊缝金属受到氧化。试验前采用钢丝刷去除工件表面的氧化膜,并用丙酮进行擦拭。焊后沿焊缝横截面方向截取拉伸试件,采用扫描电子显微镜观察钛/钢界面的微观组织,分析界面成分,并采用拉伸试验机测试接头拉伸性能。
1.2 有限元模型建立
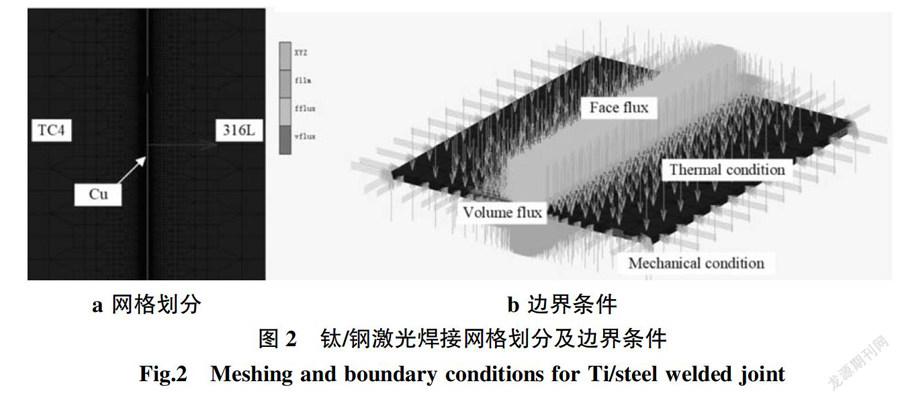
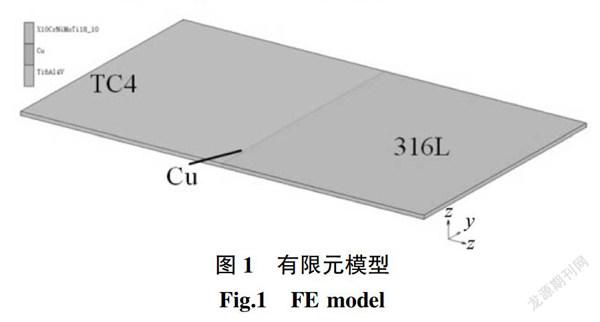
采用有限元软件对钛/钢异种金属激光焊接温度场进行分析,TC4钛合金和316L不锈钢母材模型尺寸100 mm×100 mm×2.0 mm,中间层采用尺寸100 mm×2.0 mm×1.0 mm纯铜金属箔片,有限元模型如图1所示,网格划分及边界条件如图2所示。
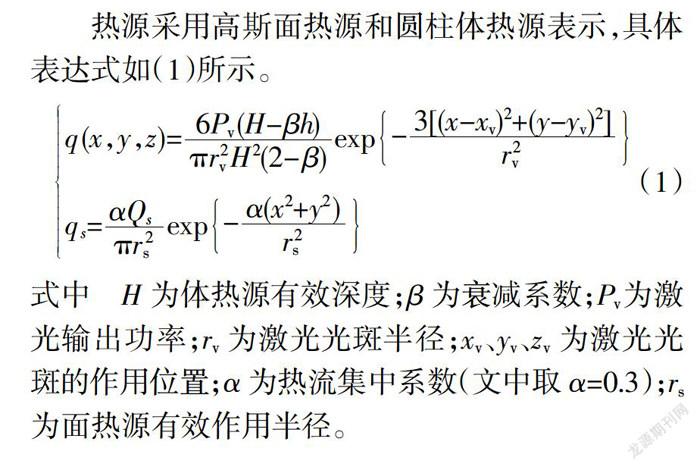
热源采用高斯面热源和圆柱体热源表示,具体表达式如(1)所示。
式中 H为体热源有效深度;β为衰减系数;Pv为激光输出功率;rv为激光光斑半径;xv、yv、zv为激光光斑的作用位置;α为热流集中系数(文中取α=0.3);rs为面热源有效作用半径。
2 试验结果与分析
2.1 焊缝宏观成形及接头力学性能
不同焊接速度下的焊缝表面成形如图3所示。由图可知,钛合金和不锈钢母材的熔化量随着焊接速度的增加而降低,焊缝熔宽及熔化面积显著减小;然而随着焊接速度的增加,焊缝背面呈现稍微咬边缺陷,这是因为热量传输作用减弱,焊缝背面温度降低,导致熔池金属流动性降低。通过拉伸试验发现,焊接接头抗拉强度由50.5 MPa(焊速1.0 m/min)增加到309.6 MPa(焊速2.0 m/min),得到有效的改善。分析认为这主要归因于两方面:一是焊接速度增加,焊接热输入降低,极大程度上抑制了界面反应,降低接头脆性;二是热输入的降低使得焊接接头应力降低,工件变形减小,因此接头整体性能得到改善。
2.2 界面微观组织分析
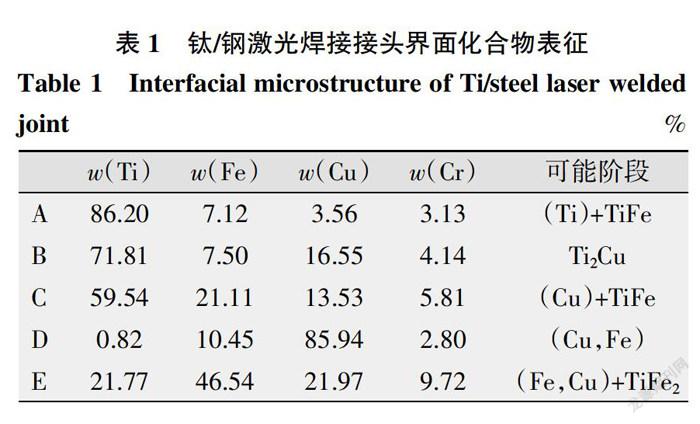
不同焊接速度下的钛/钢激光焊接接头界面微观组织形貌如图4所示。可见在较大的焊接热输入下,钛合金和不锈钢母材大量熔化,使得TC4/焊缝界面处产生大量的脆性金属间化合物,导致TC4钛合金和焊缝界面形成连续裂纹,接头难以得到有效连接,在较低的抗拉强度下失效断裂。通过对界面化合物进行分析(见表1),发现钛/钢界面主要分为连续Ti-Fe化合物层和非连续Ti-Fe、Ti-Cu化合物层,其中连续的Ti-Fe化合物层厚度约为60~104 μm,使得接头脆性增强,且焊接裂纹主要位于该层。
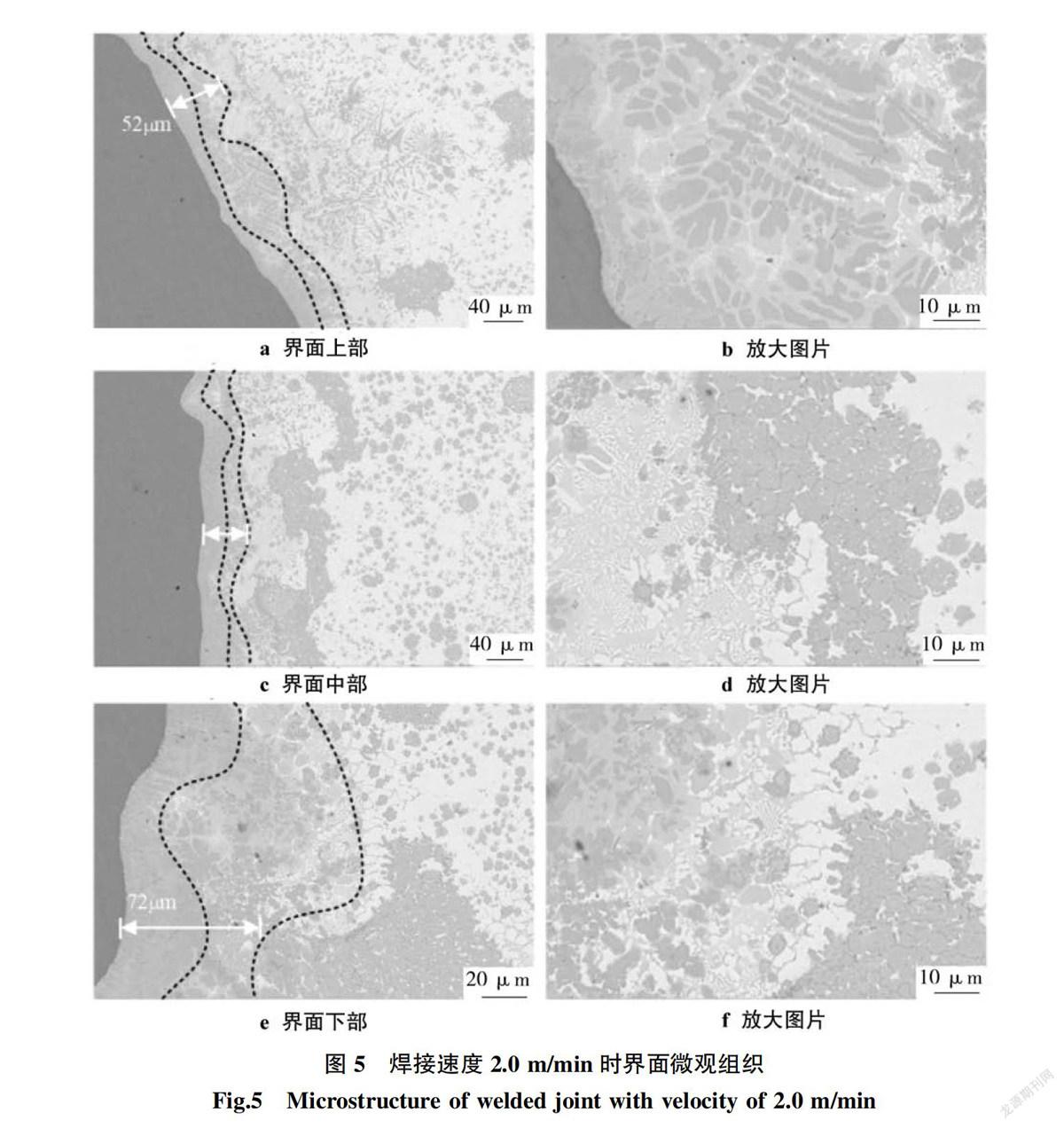
焊接速度增加至2.0 m/min时的微观组织如图5所示。由于焊接热输入显著减小,钛合金和不锈钢母材金属的熔化量降低,316L/焊缝界面主要是熔化接头形式,而TC4/焊缝界面主要是钎焊接头形式。由于界面结晶速率快,元素扩散得到抑制,焊缝界面呈现较为连续的分布状态,焊缝中间熔化聚集的Fe元素降低,可以抑制界面脆性金属间化合物的产生。可见在TC4/焊缝界面处生成的化合物层较薄,整体厚度为52~72 μm,界面无裂纹产生,并在焊缝中产生断续的非连续化合物。
2.3 有限元模拟分析
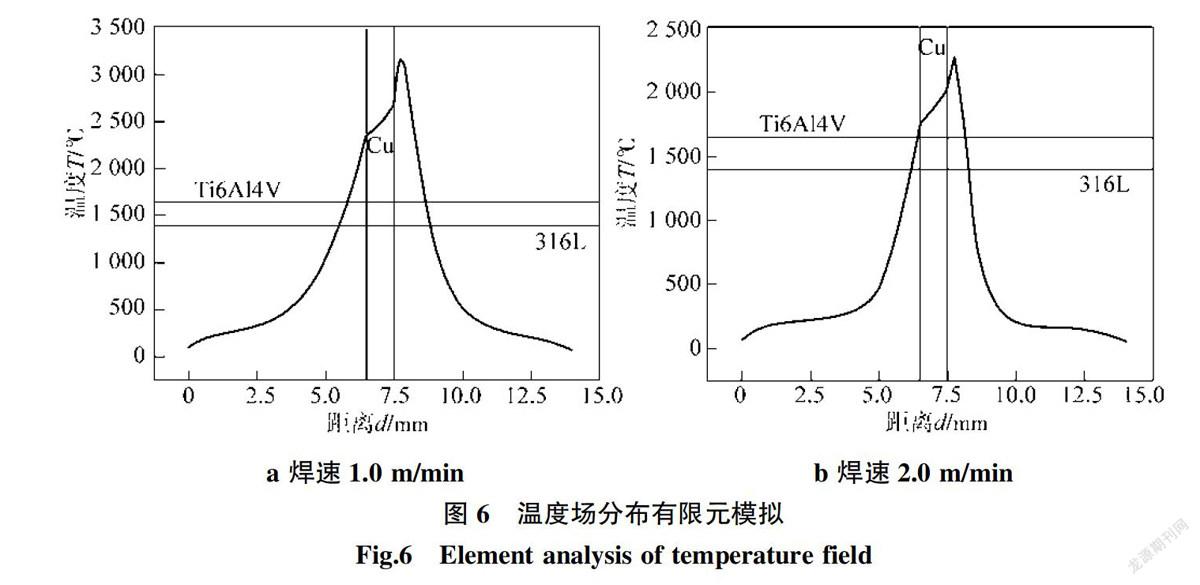
钛/钢异种金属激光焊接温度场分布有限元模拟如图6所示。随着激光焊接速度的增加,焊缝最高温度值降低,并且钛合金母材熔化范围也显著降低,抑制了Ti元素在焊缝中的扩散。
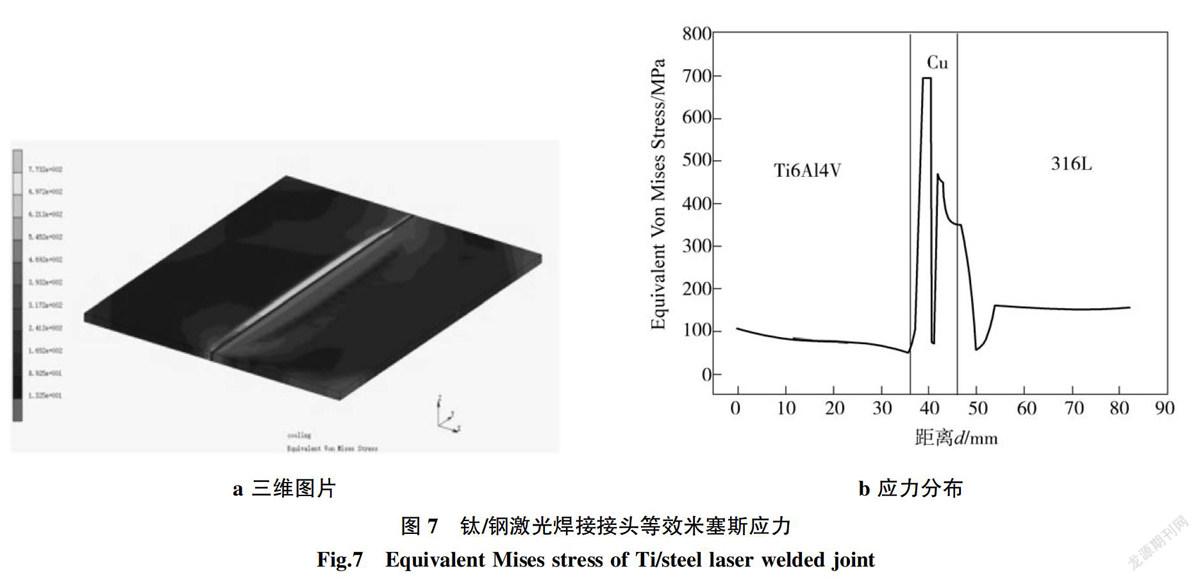
由于TC4钛合金和316L不锈钢物化性能的差异,导致激光焊接接头产生较大的变形。接头等效米塞斯应力如图7所示。由图7可知,在焊缝位置等效米塞斯应力具有最大值,并且界面脆性化合物的产生导致钛/钢界面极易因应力变形而产生裂纹失效。
3 结论
(1)随着激光焊接速度的增加,钛、钢母材熔化量降低,焊缝熔宽及熔化面积显著减小;当焊接速度为2.0 m/min时,接头强度增加至309.6 MPa。
(2)钛/钢激光焊接接头界面化合物主要分为连续层和非连续层,其中连续的脆性Ti-Fe层厚度较大,在焊接应力综合作用下极易产生焊接裂纹;随着焊接速度的增加,化合物层厚度降低至约60 μm,并且Ti-Fe化合物得到抑制,有利于改善接头性能。
(3)通过有限元数值分析可知,由于钛、钢材料物化性能的差异,在焊缝处接头的米塞斯应力值最大。
参考文献:
[1] 王廷,张秉刚,陈国庆,等. TA15钛合金与304不锈钢的电子束焊接[J]. 焊接学报,2010(5):53-56.
[2] 祝要民,李青哲,邱然鋒,等. 钛/钢异种金属焊接的研究现状[J]. 电焊机,2016,46(11):78-82,106.
[3] Zhang Y,Sun D Q,Gu X,et al. Strength improvement and interface characteristic of direct laser welded Ti alloy/sta- inless steel joint[J]. Materials Letters,2018(231):31-34.
[4] Cheng Z,Huang J H,Ye Z,et al. Interfacial microstructure evolution and mechanical properties of TC4 alloy/304 stainless steel joints with different joining modes[J]. Journal of Manufacturing Processes,2018(36):115-125.
[5] Chen H C,Lee B Y,Bi G J,et al. Laser welding of CP Ti to stainless steel with different temporal pulse shapes[J]. Journal of Materials Processing Technology,2015(231): 58-65.
[6] Gnyusov S F,Klimenov V A,Alkhimov Y V,et al. Forma- tion of the structure of titanium and stainless steel in laser welding[J]. Welding International,2013(27):295-299.
[7] Hosseini S R,Feng K,Nie P L,et al. Interlayer thickening for development of laser-welded Ti-SS joint strength[J]. Optics and Laser Technology,2019(112):379-394.
收稿日期:2020-06-28
作者简介:杨 胜(1975— ),男,高级工程师,主要从事高性能钛合金材料及装备的研究与制造。E-mail:13874850716@163.com。
猜你喜欢
有色金属材料与工程(2019年2期)2019-07-25
有色金属材料与工程(2018年4期)2018-11-25
有色金属材料与工程(2017年2期)2017-05-31
有色金属材料与工程(2016年6期)2017-05-31
课程教育研究·学法教法研究(2016年21期)2016-10-20
科学与财富(2016年28期)2016-10-14
食品与生活(2015年9期)2015-09-12
